Ковка своими руками — пошаговые советы для начинающих
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать основные приемы работы с заготовкой, а также правила нагрева и закалки
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.

- Закалка (по надобности).

Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.
Закалка металла в масле
Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Обычно для ковки стальных предметов используют готовые заготовки в виде литых стальных болванок требуемого размера. Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.
По данным таблицы можно понять каких температурных рамок стоит придерживаться во время нагревания различных сортов стали при ковке. Определяют степень накала металла по его цветовому спектру. Например, если заготовка имеет окраску ослепительно белого цвета, значит, она разогрета до 1200-1300 градусов. Чем более темный окрас металла, тем он холоднее. На фото изображена схема соотношений цветового спектра к температуре.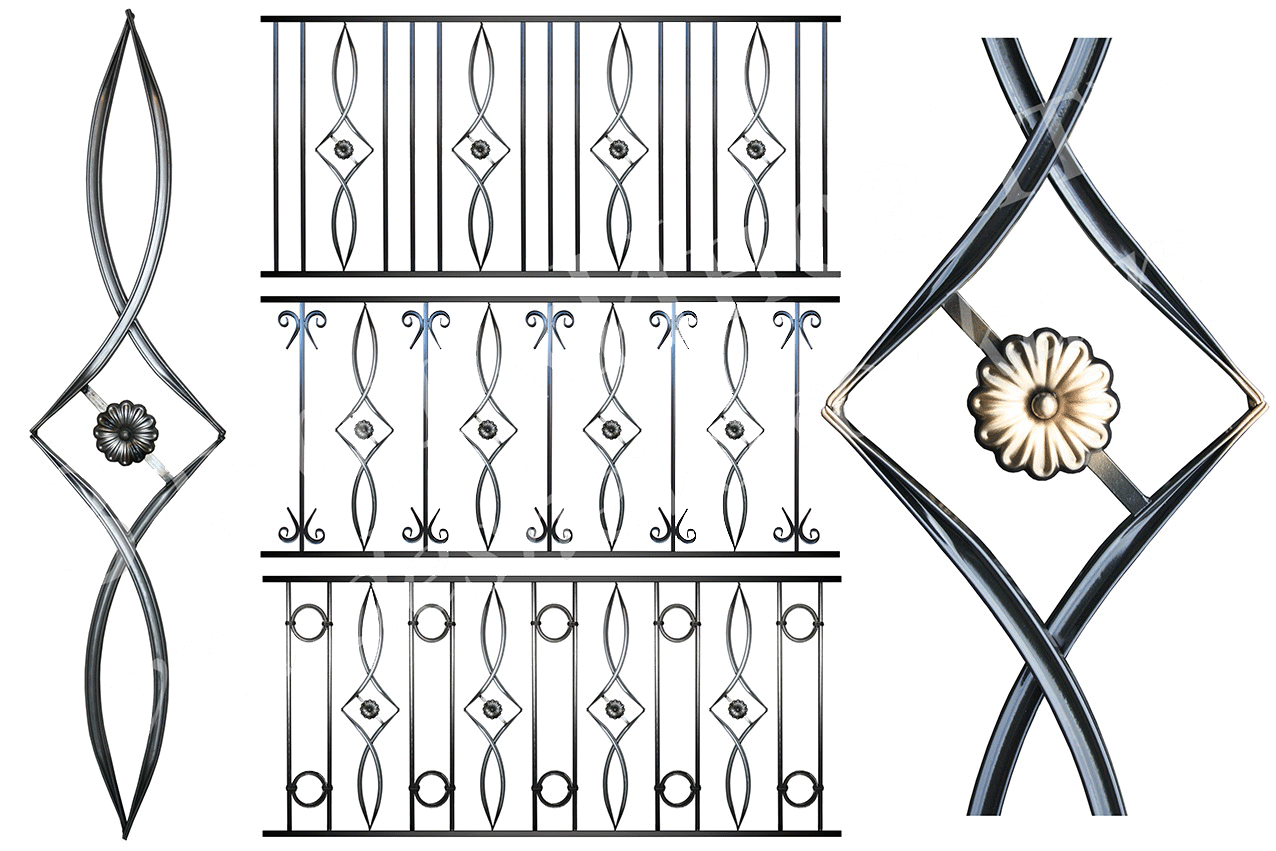
Как по цвету определить температуру нагрева
Как по цвету определить температуру нагрева
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой.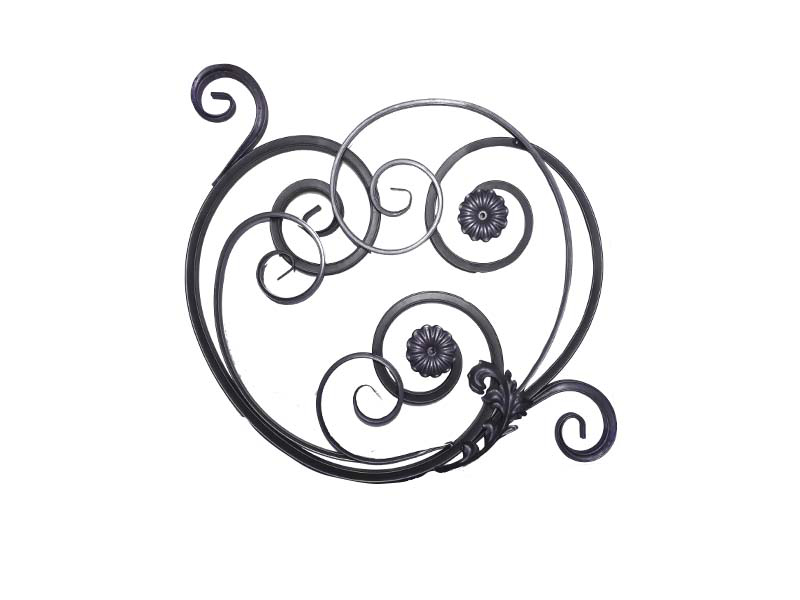 Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Основные инструменты при этом молот или кувалда.
Протяжка (вытяжка) металла
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.
Гибка металла на оправке
Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Очень быстрое остывание материала кованого изделия приведет к неравномерной кристаллизации металла. Как следствие в структуре образуются напряжения, раковины и пустоты. Чтобы избежать таких отрицательных моментов, когда завершиться ковка металла в домашних условиях, нужно задать постепенное и равномерное остывание.
Остывание металла в горне
Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Процесс ковки своими руками можно посмотреть на примере видео поковки якутского ножа
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.
Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
 По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.
Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Фото КовкаПРО
Своими руками
Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.
Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».
Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче.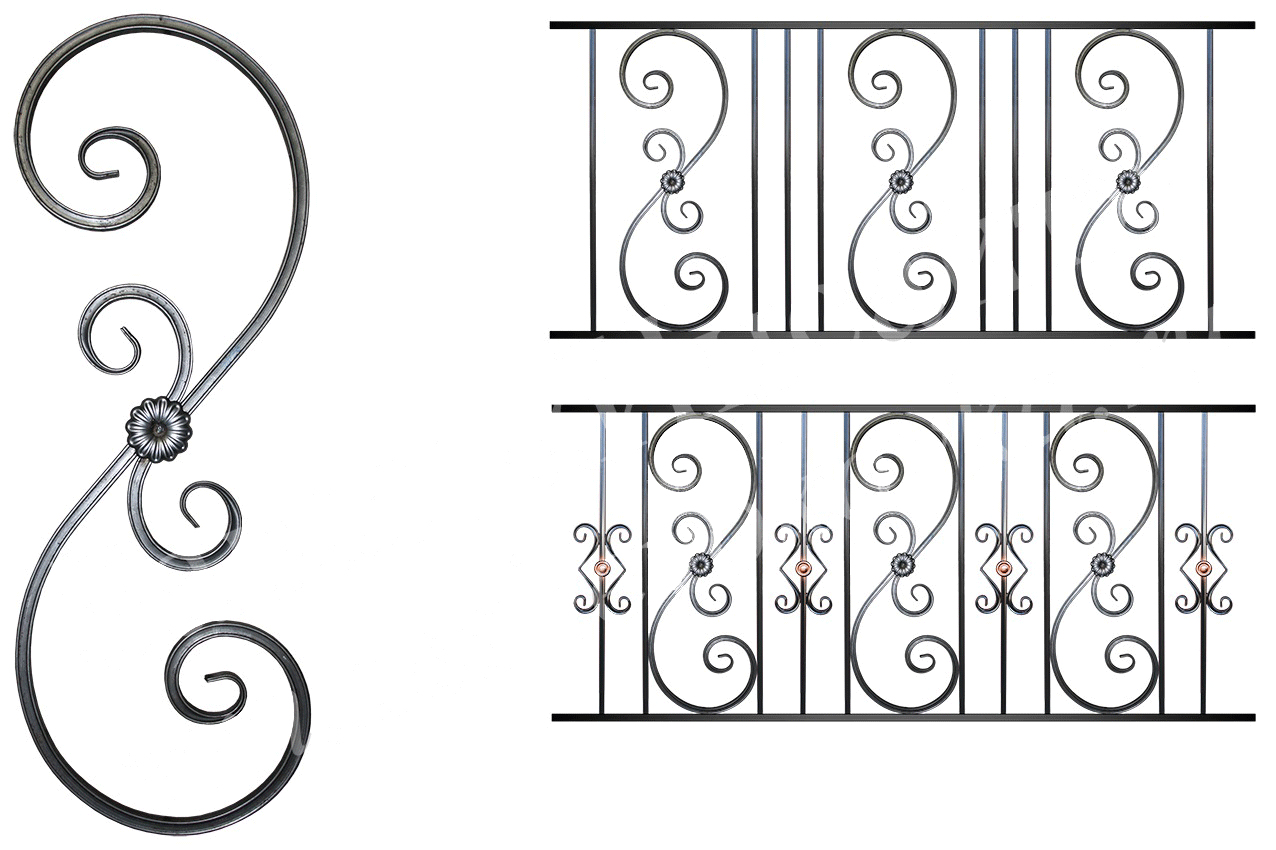 Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом).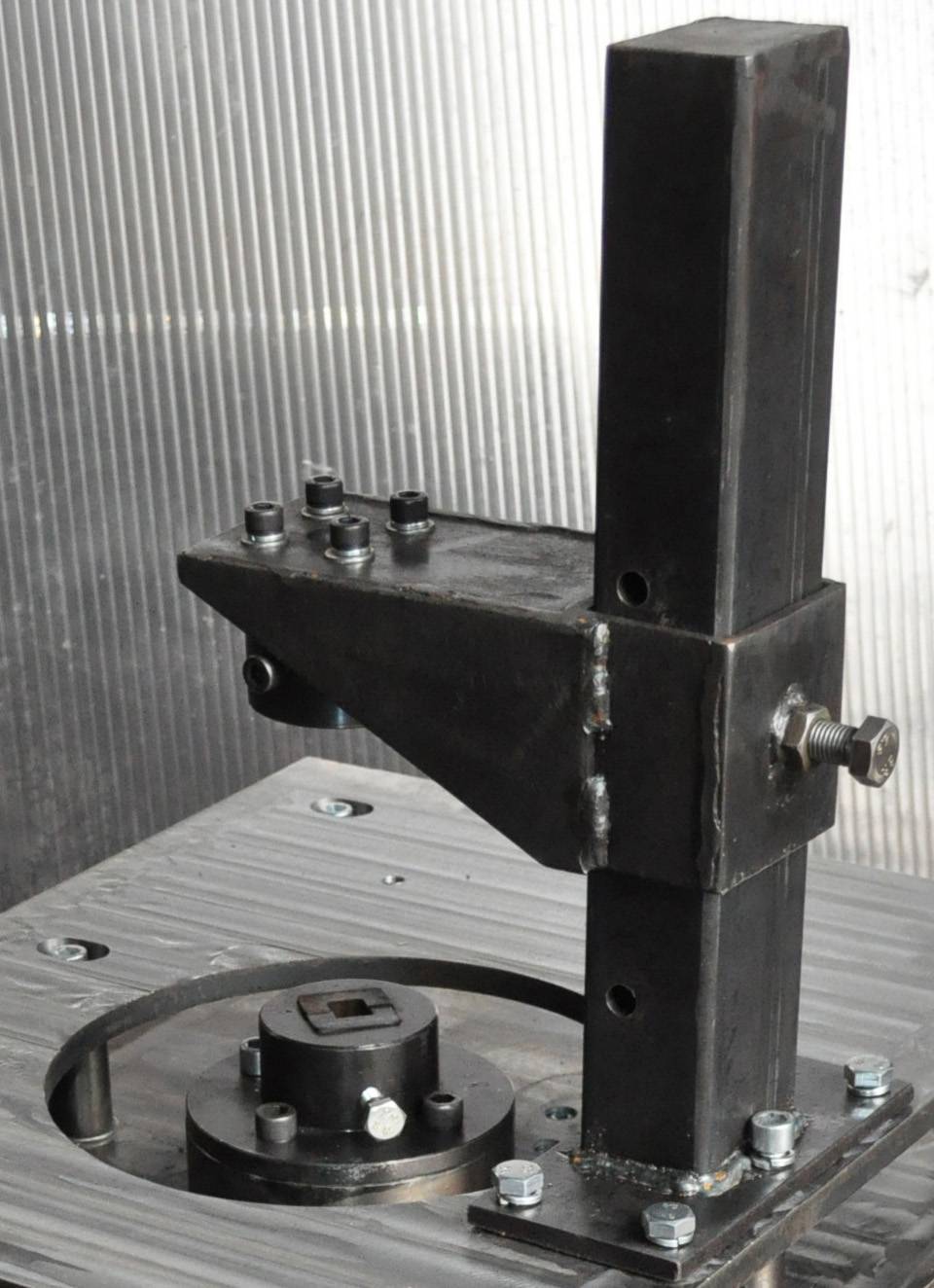 В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.

Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
 Узоры из металла- ПРОСТО! DIY-холодная ковка» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Узоры из металла- ПРОСТО! DIY-холодная ковка» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Холодная ковка выполненная своими руками используя самодельные приспособления
Что всегда остается актуальным с роскошным и презентабельным видом? Что ценится дороже всего в салонах мебели и дорогих магазинах сувениров? Что вызывает восхищение у обычных прохожих? Чем так гордятся некоторые владельцы роскошных коттеджей или просто городских балконов? Таких вопросов можно задавать целую уйму и потратить очень много времени, но ответ всегда остается единственным – это изделия из холодной ковки. И какими бы не были тенденции современного дизайна, всегда находятся мастера художественной ковки, которые способны создавать целые шедевры собственного произведения. Сегодня, во времена особой ценности на товар, изготовленный самостоятельным способом, эксклюзивные кованые изделия могут достигать заоблачных цен, поэтому холодна ковка металла своими руками может стать не только занятием досуга, но и принести хорошую дополнительную прибыль в бюджет любой семьи.
Узоры выполненные при помощи холодной ковки
Конечно, услышав о холодной ковке, простому человеку воображение сразу рисует кузнечную мастерскую, где почти нечем дышать от огромной температуры, необходимой для расплавления металла. А человек, занимающейся ковкой выглядит как герой из сказки. Но на самом деле все далеко не так, а горячие кузнечные ушли далеко в историю, хотя и по сей день остаются довольно востребованными и актуальными. Современная холодная ковка металла в домашних условиях может потребовать лишь отдельного помещения. Им может выступить обычный гараж или сарай, и некоторого оборудования, предназначенного для гнутья железа. Особенным условием для выполнения этих работ будет лишь хорошее освещение, но это не значит, что понадобится новая более мощная проводка электрического кабеля.
Суть метода и необходимость сварки конечного изделия
По своей сути, холодная ковка металла выполненная своими руками – это изгибание железных прутов определенного и одинакового сечения с помощью нехитрого оборудования. Поэтому с горячей ковкой нет почти ничего общего. Хотя некоторые изделия и могут создаваться как первым, так и вторым способом. Самым сложным этапом работы для создания холодной ковки можно считать сварочные мероприятия – ведь после выгибания металла в нужную форму начинается сборка всех деталей в одно единое изделие. После сварки последует зачистка сварочного шва и покраска железа. Во всех шагах мероприятия ничего сложного нет, достаточно лишь иметь первоначальные навыки сварщика. Холодной ковке можно научить почти каждого и со временем, отточив свое мастерство, человек будет очень ловко и точно изображать в изделиях свои наброски на бумаге. Достаточно лишь иметь самый минимум художественного потенциала.
Поэтому с горячей ковкой нет почти ничего общего. Хотя некоторые изделия и могут создаваться как первым, так и вторым способом. Самым сложным этапом работы для создания холодной ковки можно считать сварочные мероприятия – ведь после выгибания металла в нужную форму начинается сборка всех деталей в одно единое изделие. После сварки последует зачистка сварочного шва и покраска железа. Во всех шагах мероприятия ничего сложного нет, достаточно лишь иметь первоначальные навыки сварщика. Холодной ковке можно научить почти каждого и со временем, отточив свое мастерство, человек будет очень ловко и точно изображать в изделиях свои наброски на бумаге. Достаточно лишь иметь самый минимум художественного потенциала.
Что нужно иметь из оборудования для создания изделий из холодной ковки
Следует обратить внимание, на то, что если вы решили купить оборудование на рынке, то цена на него будет немного завышена, но для начала Вам понадобится всего лишь 1-3 станка. Если оборудование будет более универсальное и иметь большой набор функций, то оно станет чаще выходить из строя и изготавливать не совсем качественную продукцию, поэтому лучше приобрести узконаправленные устройства. Со временем Вы и сами сможете отлично разбираться в работе подручных приборов, ремонтировать их или настраивать. Также можно изготовить и самодельные приспособления для холодной ковки.
Если оборудование будет более универсальное и иметь большой набор функций, то оно станет чаще выходить из строя и изготавливать не совсем качественную продукцию, поэтому лучше приобрести узконаправленные устройства. Со временем Вы и сами сможете отлично разбираться в работе подручных приборов, ремонтировать их или настраивать. Также можно изготовить и самодельные приспособления для холодной ковки.
Весь необходимый набор инструментов для холодной ковки состоит из сварочного аппарата, краски и 6 оснасток: гнутик, фонарик, улитка, объемная, волна, твистер. Такое ручное оборудование позволяет производить до 12 м² изделия за 1 день. Ручные приспособления отличаются большой прочностью и эффективной производительностью. Благодаря им можно выполнять как объемные, так и плоские узоры холодной ковки. Позволяют заниматься с площадью 12-14 мм и длиной до 4-6 мм.
А теперь, давайте рассмотрим подробнее приспособы для холодной ковки которую вы делаете своими руками и их специальные возможности.
- Гнутик для холодной ковки. С помощью него мастер может выгибать металлический прут под заданный угол, создавая также полукруг необходимого диаметра.
- Фонарик помогает придать форму “фонаря”.
- Такое оборудование как, холодная ковка улитка разрешает приводить металлический прут во множество завитых изгибов, которые могут выглядеть в виде спиралей различных размеров.
- Объемная предназначена для выполнения объемных изделий.
- С помощью волны легко загнуть прут в волнообразную фигуру.
- Твистер закручивает металлический прут относительно параллельной прямой.
Специфика производства холодной ковки в домашних условиях
В холодной ковке существует лишь два самых основных процесса – это пресс и гнутье. Эти физические мероприятия достигаются без доведения железа до какой-либо температуры, поэтому в готовом виде прочность поднимается, а гибкость в показателе опускается. Чтобы этот процесс свести к нулю, между каждым этапом ковки следует проводить специальную термическую обработку. Конечно, все изделия можно выполнить и автоматически, используя многопрофильные станки, но производство своими руками также не уступает в прочности и других характеристиках.
Чтобы этот процесс свести к нулю, между каждым этапом ковки следует проводить специальную термическую обработку. Конечно, все изделия можно выполнить и автоматически, используя многопрофильные станки, но производство своими руками также не уступает в прочности и других характеристиках.
В отличие от горячей ковки, холодная предусматривает создание одного и того же трафарета для производства множества изделий, чем не может похвастаться первый метод. Но все-таки, технологический процесс может проводиться лишь с железом ограниченной толщины, так как после достижения границы плотности изогнуть металл без подогрева достаточно тяжело.
Основные элементы, производимые при помощи холодной ковки:
- решетки на окна;
- декоративные элементы для ограждений, заборы;
- мебельные изделия – кровати, вешалки для одежды, стулья;
- сувениры и элементы декора в дизайне интерьера дома – оправа для зеркала, подсвечники, цветочные подставки и т. д. ;
- предметы, предназначенные для украшения фасадных частей здания – козырьки, перила.

Основные этапы холодной ковки
- Изначально создается эскиз будущего изделия в точном размере. Это позволит узнать нужное количество необходимого сырья и выступит гарантией правильной сборки. А также для того, чтобы определенным методом настроить оборудование.
- Следующим этапом будет точное вычисление нужного объема материала. Например, если будет выполняться холодная ковка подставки для цветов, то Вам понадобится железная труба, d=15 х 15 мм и 10 металлических полос d=4 х 20 мм, любой корпус для основы. Пусть это будет простейшая ваза.
- Теперь можно браться за изготовление деталей. Какими они будут решать только Вам, а их дизайн будет зависеть от того, на каком оборудовании будет производиться обработка. Чертеж улитки для холодной ковки позволит не ошибиться и помочь в выполнении работ на первый раз. Абсолютно все 6 видов оснастки могут использоваться всего лишь для одного изделия, делая его более благородным или вычурным.
- Далее привариваем все части нашей подставки к одной трубе, которая и будет основой для конструкции. Не переусердствуйте со сварочным процессом, если Вы еще не вполне им владеете, так как при закреплении более мелких деталей можно создать лишние отверстия в них.
- Заключительным моментом станет шлифовка сварочного шва и покраска почти готового изделия.
 Не переусердствуйте со сварочным процессом, если Вы еще не вполне им владеете, так как при закреплении более мелких деталей можно создать лишние отверстия в них.
Не переусердствуйте со сварочным процессом, если Вы еще не вполне им владеете, так как при закреплении более мелких деталей можно создать лишние отверстия в них.Инструмент + золотые руки = чудеса
Ковка, какая бы она не была, всегда считалась исконно русским занятием для настоящих мужчин. Поэтому это может стать для Вас не только хобби, но и неким имиджем, который всегда будет оставаться на высоте. Изготавливая изделия для себя, Вы сможете неплохо сэкономить и привнести в свой дом больше красоты и уюта. Ковка с бизнес целью поможет Вам достичь желаемого результата, а рабочий процесс будет приносить только удовольствие.
Холодная ковка металла: оборудование, инструмент, элементы
Горячая, или традиционная ковка металла известна людям несколько тысячелетий. Стоящая на отшибе кузница, пышущий жаром горн, тяжелый молот, расплющивающий раскаленную докрасна заготовку на массивной наковальне — такой образ кузнеца известен нам из литературы и кино.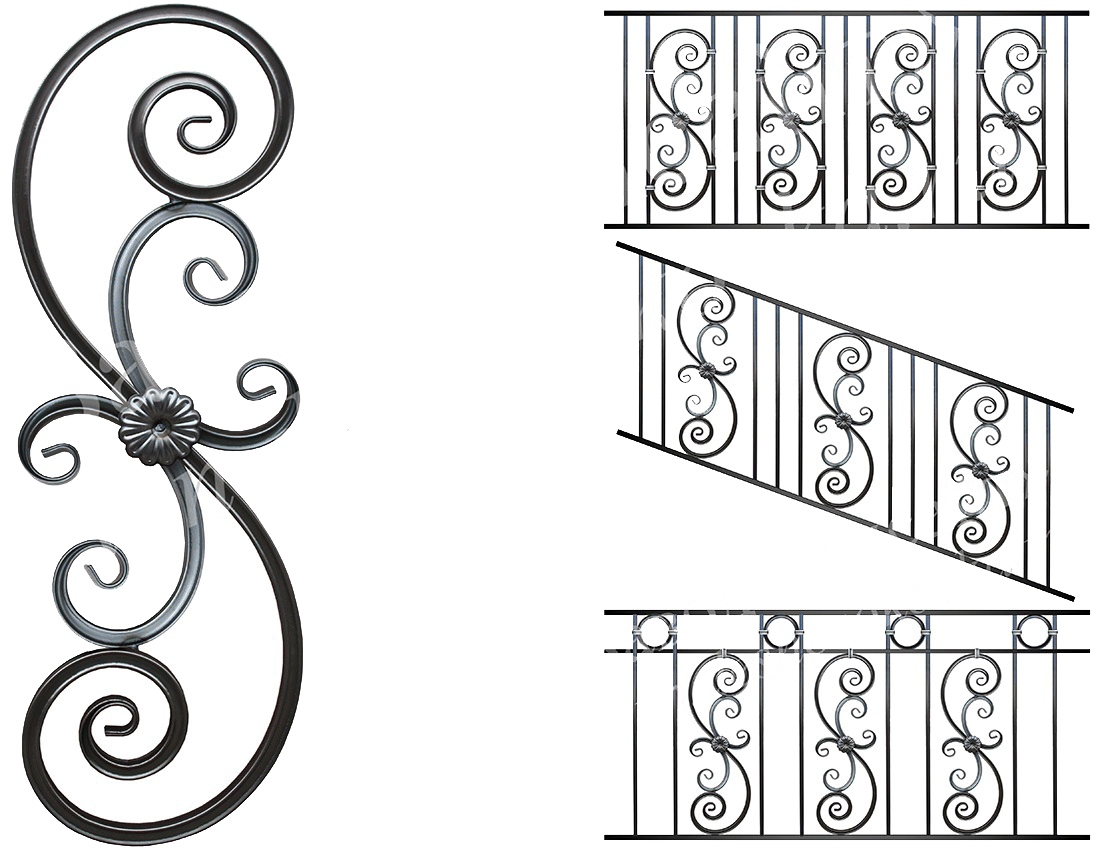
Кузнечное дело
Учиться тонкостям профессии кузнеца приходится долгие годы, долго надо и нарабатывать опыт. Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.
Холодная ковка
Но выход есть — это технология холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать изогнутые и витые детали самых разных очертаний.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
 youtube.com/embed/uiPS6CS3hxU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/uiPS6CS3hxU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
- Литье.
- Горячая ковка.
- Горячая и холодная штамповка.
- Механическая обработка.
Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности. Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.

Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
- Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
Процесс сгибания
- Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Процесс скручивания
- Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.
Процесс расплющивания
Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.
Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
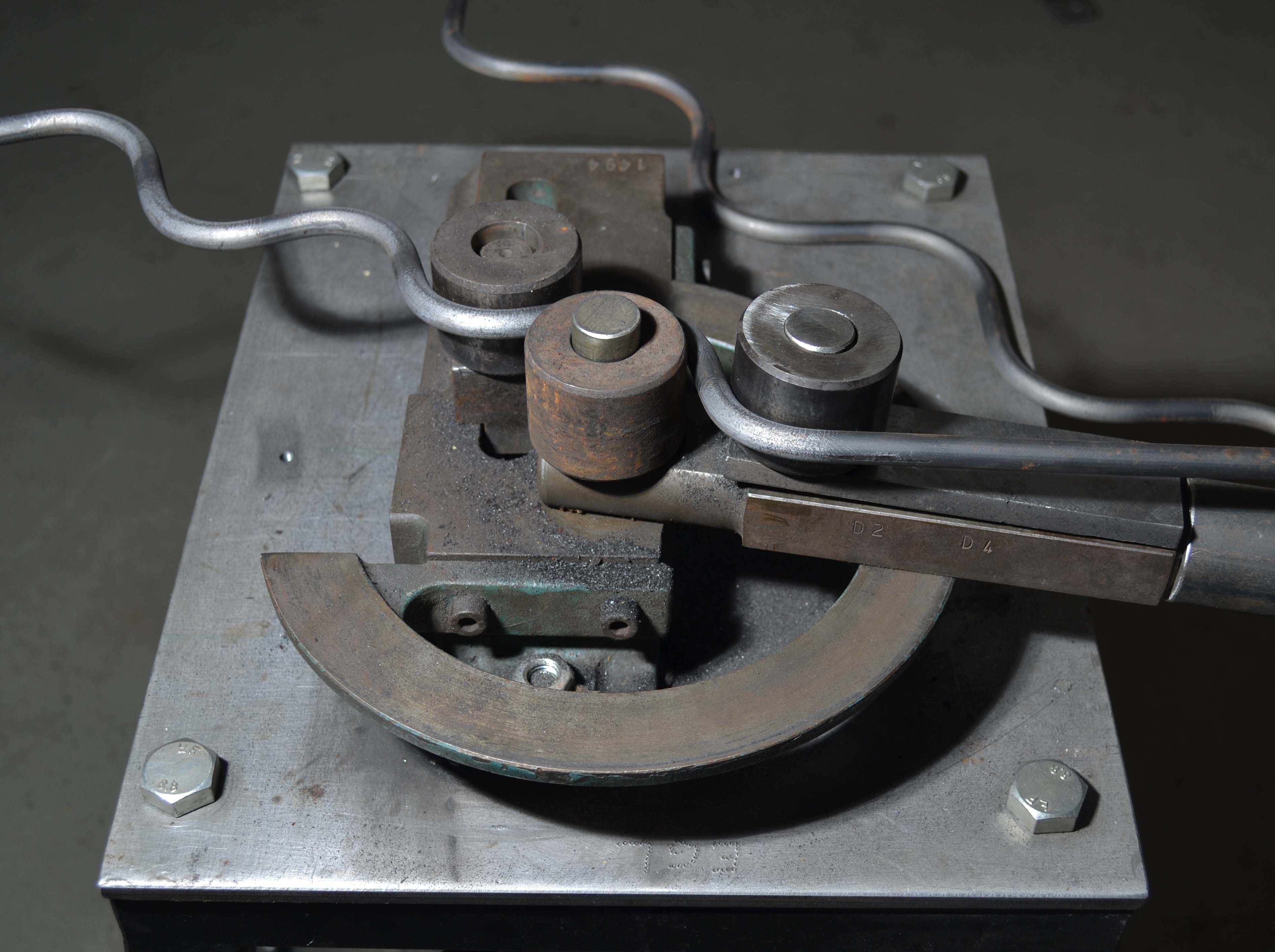
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.

Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба. В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу. Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.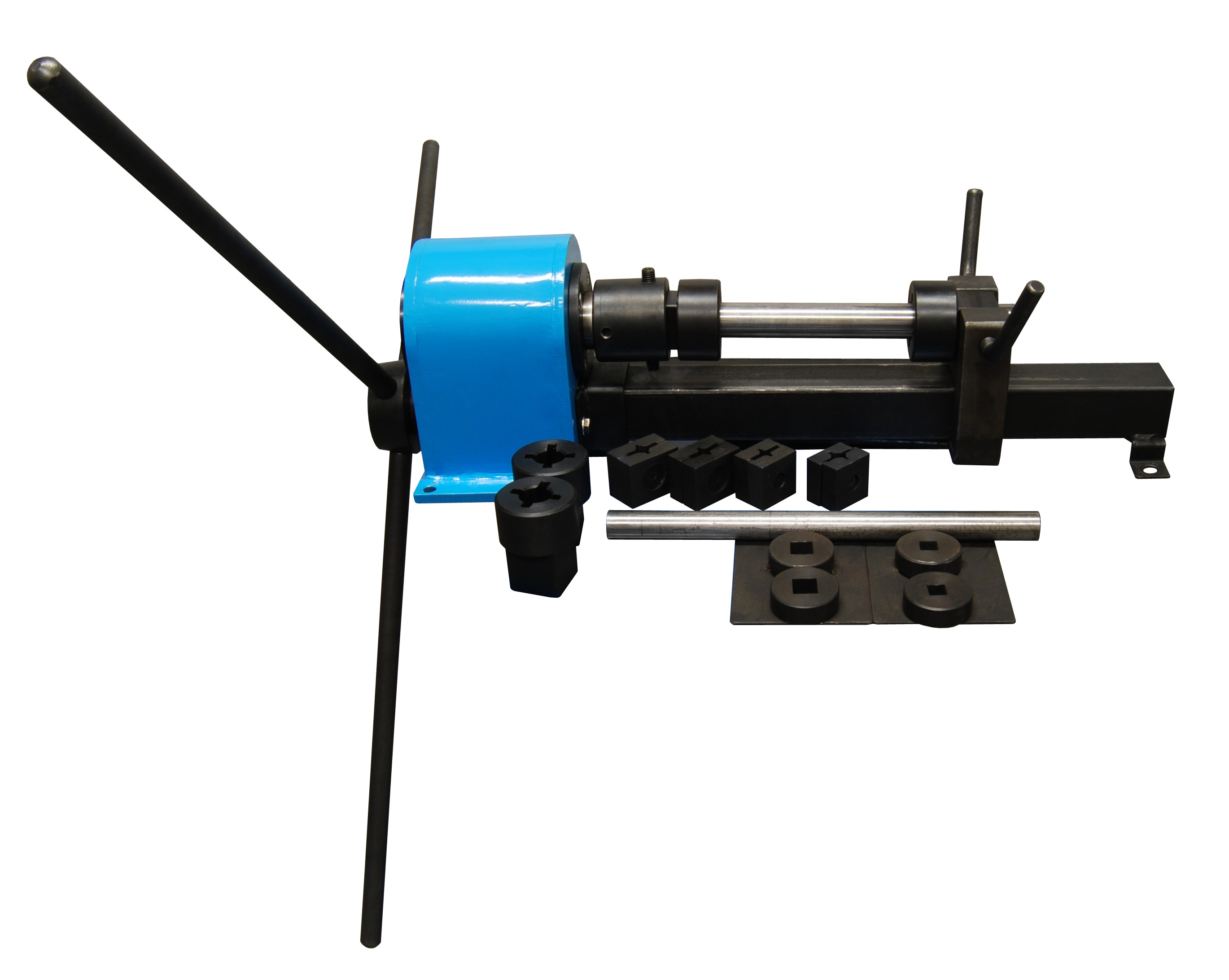
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.
91 фото секретов и хитростей современных кузнецов
Архитекторы и дизайнеры часто в своей работе используют кованые элементы. Ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице смотрятся изысканно и благородно.
Если знать, как выполнить ковку, и научиться этому ремеслу, то можно самому создавать оригинальные изделия.
Такое занятие подходит для всех, кому по душе заниматься физической работой и кто готов познакомиться с технологией и особенностями выбора металла.
Содержимое обзора:
Что нужно знать о ковке?
Ковка представляет собой процесс обработки специальной заготовки. Ее цель — придать металлу требуемые размеры с формой. Различают горячую ковку и холодную.
Мастеру нужно познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Горячий метод ковки
При горячем способе металлическую заготовку сильно нагревают. В результате металл становится пластичным. Горячая ковка придает заготовке нужные габариты и желаемую форму. Мастеру доступны разнообразные варианты работ.
У нагрева металлической заготовки имеются и свои минусы. Прежде всего, необходимо обустроить специальное помещение. Потребуется купить кузнечный горн, для которого придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер знал, как работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, без труда можно выбрать нужный вид ковки.
Холодный метод ковки
Холодная ковка – это трудозатратный процесс. Чтобы добиться от металлической заготовки той формы, которая требуется, ее изгибают, опрессовывают и сваривают. Техника выполнения немного проще по сравнению с горячим способом.
Для мастерской не требуется много места, а для ее обустройства не понадобится приобретать специальный горн, достаточно купить станок для ковки.
Процесс изготовления изделия предполагает работу с заготовками-полуфабрикатами. Если была допущена ошибка, то исправить ее невозможно.
Выбираем металл
Для ручной ковки подходят металлы, обладающие определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой.
 Покупая заготовку, мастер должен точно знать, какой у нее состав.
Покупая заготовку, мастер должен точно знать, какой у нее состав.Декоративные элементы ковки мастера делают из меди, стали, дюралюминия или латуни. Кроме того, могут также использоваться сплавы. Информацию о металлах, которые легко поддаются ковке, можно найти в Марочнике Стали и Сплавов.
Какие для ковки нужны инструменты?
Инвентарь варьируется в зависимости от способа ковки. Кузнечный горн с наковальней, молоты с клещами понадобятся для горячей ковки.
Для холодного способа нужен инструмент «Гнутик», позволяющий изгибать заготовку под углом, и станок «Улитка» для ковки, который можно сделать своими руками. Последний станок позволяет создавать элементы декора с формой в виде спирали.
Обратите внимание!
Кроме базовых инструментов для холодного способа могут дополнительно использоваться «Фонарик», «Волна», «Твистер», станок для колец и другие.
Современный рынок предлагает промышленные станки, предназначенные для выполнения технологических операций. На фото ковки можно видеть изделие, сделанное на станке «Мастер 2» от компании MAH.
На фото ковки можно видеть изделие, сделанное на станке «Мастер 2» от компании MAH.
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.
Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:
- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.
Обратите внимание!
Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.

Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.
- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».
Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.
Фото ковки своими руками
Обратите внимание!
 com/embed/YLbEWDXulWw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/YLbEWDXulWw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Ковка металла в домашних условиях
В последнее время многие все чаще стали задумываться о том, чтобы проводить время с пользой или организовать свой небольшой бизнес, который будет приносить стабильный доход. Ковка металла в домашних условиях отвечает всем этим требованиям. Эксклюзивные кованые изделия, сделанные в ручную, высоко ценятся на рынке, к тому же работа с металлом приносит массу положительных эмоций. Об этом вам любой кузнец расскажет.
В далеком прошлом, когда профессия кузнец была востребована и почитаема металл обрабатывали на наковальне. Нагревали металл до красна в горне и стучали по нему тяжелым молотом. Любой человек при упоминании слово кузнец или кузница представляет человека с молотом в руках. Современный мир изменился. В наше время тоже можно найти людей, работающих в настоящих кузницах, обустроенных согласно древним традициям, но сейчас это далеко не единственный способ делать ажурные кованые изделия.
Современный мир изменился. В наше время тоже можно найти людей, работающих в настоящих кузницах, обустроенных согласно древним традициям, но сейчас это далеко не единственный способ делать ажурные кованые изделия.
Ковка металла в домашних условиях без нагрева называется холодной ковкой. Для работы мастеру потребуется ручной инструмент для холодной ковки и стальные заготовки, из которых гнут всевозможные узоры. Скреплять готовые детали можно с помощью сварочного аппарата. Это довольно простой и доступный способ производить множество полезных и красивых вещей. Ковка металла в домашних условиях позволяет создавать витиеватые решетки на окна, скамейки, полочки, каминные принадлежности, декоративные панно, вешалки и многое другое. Тут все от фантазии и умения мастера зависит.
Ковка металла в домашних условиях прекрасный способ самовыражения для талантливых людей, которые не любят сидеть без дела. Небольшой мастерской и комплекта оснасток для холодной ковки достаточно, чтобы начать творить. Противники холодной ковки утверждают, что такие изделия не слишком долговечные и прочные. В защиту можно сказать, что современные покрытия позволяют придавать изделиям не только эксклюзивный оригинальный вид, но и продлевать срок службы, защищать от коррозии.
Противники холодной ковки утверждают, что такие изделия не слишком долговечные и прочные. В защиту можно сказать, что современные покрытия позволяют придавать изделиям не только эксклюзивный оригинальный вид, но и продлевать срок службы, защищать от коррозии.
С помощью современных красок и защитных покрытий кованые предметы, созданные путем ковки металла в домашних условиях, могут обрести широкую цветовую гамму и фактурную поверхность. Кованые изделия можно состарить, покрыть патиной, сделать подобие бархатистой поверхности, имитировать кованые изделия под бронзу, золото или медь. Технология ковки металла в домашних условиях проста и доступна практически каждому, она не требует больших затрат и длительного обучения.
Ковкой металла в домашних условиях может заниматься любой желающий, даже не имея особого художественного таланта подходящие узоры легко подсмотреть на фотографиях и рисунках или заказать у профессиональных дизайнеров. Немного терпения и упорства позволят овладеть мастерством и начать создавать эксклюзивные кованые вещи своими руками. Работая дома не надо ни от кого зависеть. Никто не будет торопить и ругать за ошибки. Зато когда все начнет получаться, это доставит много радости. Ковка металла в домашних условиях подойдет тем, кто готов реализоваться в искусстве и научиться создавать кованые изделия своими руками.
Работая дома не надо ни от кого зависеть. Никто не будет торопить и ругать за ошибки. Зато когда все начнет получаться, это доставит много радости. Ковка металла в домашних условиях подойдет тем, кто готов реализоваться в искусстве и научиться создавать кованые изделия своими руками.
Холодная штамповка против горячей штамповки: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка — это производственный процесс, в ходе которого цельнометаллическая заготовка деформируется, а затем изменяет форму с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает создателю больший контроль над конечным результатом, поскольку зернистость металла деформируется, повторяя новую форму.Это означает, что кузнец может решить, какие части нового металлического предмета будут самыми прочными.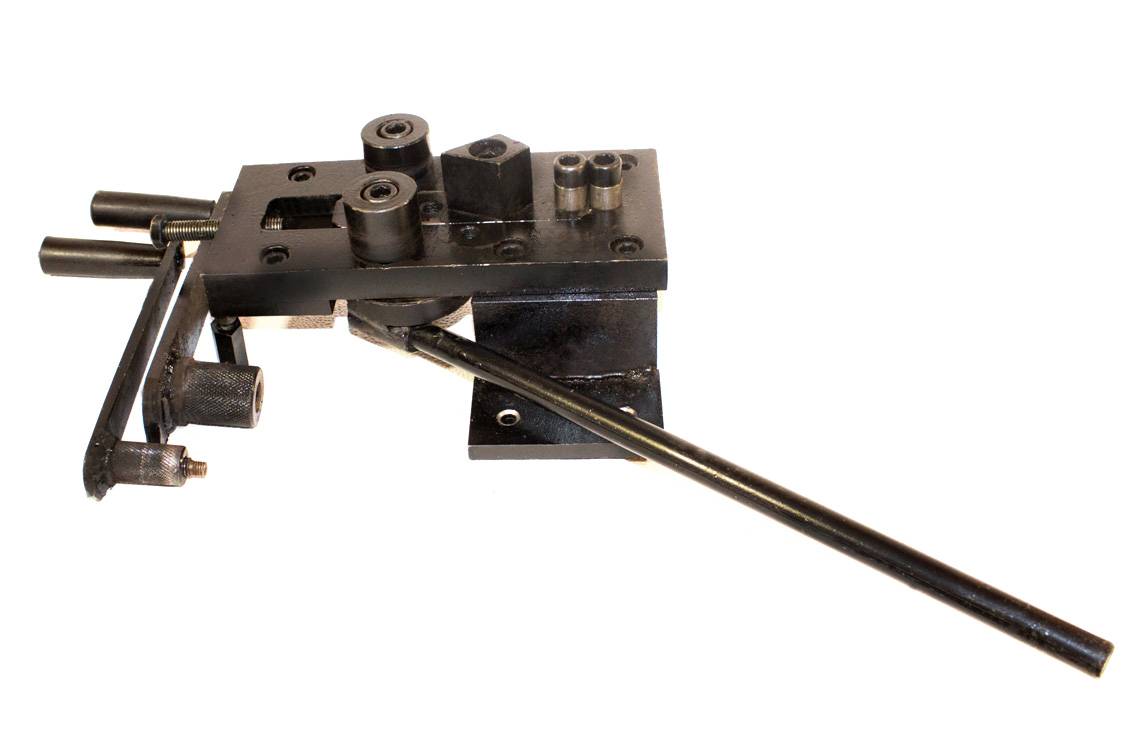 В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
Для ковки используются различные инструменты, в том числе более традиционные молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой. Сегодня ковка в основном выполняется с помощью машин на промышленном уровне и является мировой отраслью.
Ковка бывает «горячей», «теплой» или «холодной».’Независимо от температуры, используемый метод и оборудование можно отнести к одному из следующих:
- Ударная ковка: использование ковочных молотков и винтовых прессов
- Ковка под давлением (вращательное движение): использование гидравлических и механических машин
- Ковка под давлением (поступательное движение): использование прокатных станов
- Ковка под давлением (комбинация поступательного и вращательного движения): флоппиннинг и орбитальная ковка
Что такое холодная ковка?
Холодная штамповка, также называемая холодной штамповкой, — это процесс, который происходит при температуре около комнатной, а не при более высоких температурах, таких как теплая и горячая штамповка. Для этого заготовку помещают между двумя штампами и толкают штампы до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Для этого заготовку помещают между двумя штампами и толкают штампы до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности.Например, это часто более экономично, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует. После этого также почти не остается лишнего материала, так как вес нетто исходного металла примерно такой же, как вес готового продукта. В дополнение к отсутствию лишнего материала штампы, используемые при холодной штамповке, служат дольше, чем при более горячих процессах, что означает меньшее количество замен.
Другое преимущество состоит в том, что, хотя пластичность металла снижается во время процесса холодной ковки, металл значительно увеличивает как текучесть, так и предел прочности. Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Главный недостаток холодной ковки заключается в том, что ее нельзя использовать для каждого металла, потому что некоторые типы с большей вероятностью треснут или сломаются во время процесса. Например, в то время как некоторая сталь может быть выкована при комнатной температуре, типы стали с содержанием углерода не превышают.5% и выше не могут.
Еще один недостаток — холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, для достижения желаемого результата, вероятно, лучше подойдет другой процесс.
Чем он отличается от горячей штамповки?
Самая очевидная разница между холодной и горячей ковкой — это температура. В отличие от холодной ковки, которая начинается при комнатной температуре или около нее, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
В отличие от холодной ковки, которая начинается при комнатной температуре или около нее, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
Горячая штамповка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между штампом и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластиковый металл пластичный и легко поддается формованию. Во время горячей штамповки можно создавать сложные формы и конструкции, в отличие от холодной штамповки, где это может быть чрезвычайно сложно. Если вы хотите изготавливать металлические детали по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеально подходит для создания трехмерных и сложных форм.
Если вы хотите изготавливать металлические детали по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеально подходит для создания трехмерных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительного нагрева металла снаружи для придания ему нужных свойств, поверхность металла, подвергнутая ковке при высоких температурах, идеально подходит для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом деформируемости, поскольку целостность металла не нарушается из-за высокой температуры. Этим металлам можно легко придать форму, не замечая в нем каких-либо дефектов, что делает их прочными и пластичными.
Недостатки горячей штамповки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не следить за их нагреванием, ковкой и затем охлаждением. Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Горячая ковка также часто бывает дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также из-за процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, выбор процесса зависит от того, какой продукт вам нужен, и от типа металла, который вы собираетесь использовать. Оба метода ковки могут быть эффективными способами упрочнения ваших металлических заготовок и придания им необходимого конечного продукта.
Для получения дополнительной информации о том, как GK может поддержать процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Ковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий. По температуре, при которой она выполняется, ковка классифицируется как « горячая, », « теплая, » и « холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
По температуре, при которой она выполняется, ковка классифицируется как « горячая, », « теплая, » и « холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочно-штамповочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательными и вращательными движениями: орбитальная ковка и флопрядение
Структура зерна кованых деталей
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья и , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповки
Производственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — один из наиболее распространенных методов производства, широко используемых при производстве компонентов для автомобилей .
Холоднокованые детали
Преимущества холодной штамповки
Производители могут предпочесть холодную штамповку горячей; начиная с модели , детали из холодной ковки практически не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой. Еще одно существенное преимущество — это экономия материала, достигаемая за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Еще одно существенное преимущество — это экономия материала, достигаемая за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампов более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповки
В зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповки
Производственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов). Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты
Преимущества горячей штамповки
Высокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая штамповка как метод более гибкая, чем холодная штамповка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов.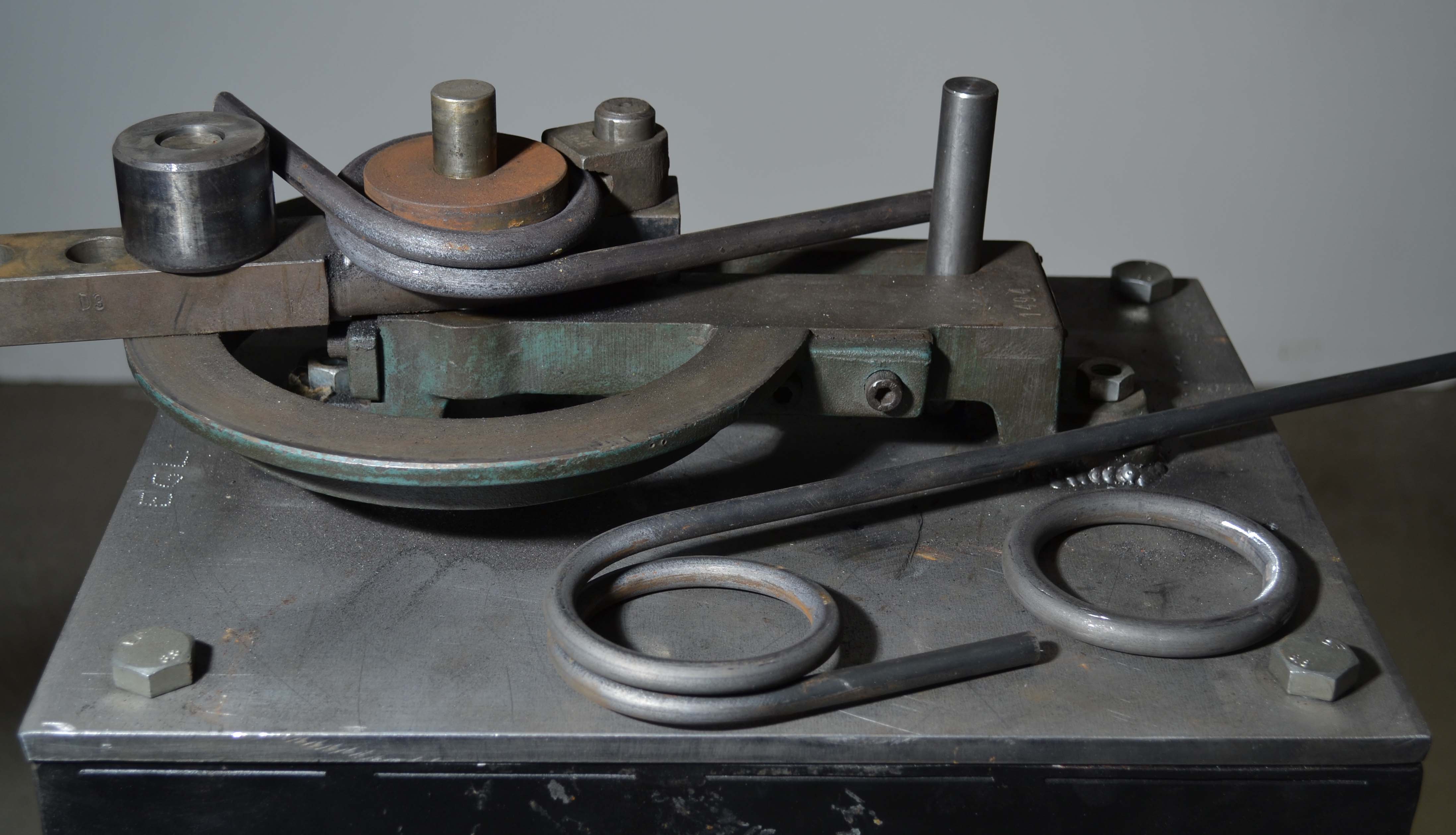 Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповки
Свойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затрат
Производственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. д. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
д. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или контроль качества.
Экономическая эффективность холодной штамповки
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов. Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповки
Минимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, цементация и дуплексная обработка
Основное отличие горячей ковки от холодной
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную , горячую и горячую штамповку или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение.
Холодная штамповка стали — стальные ножи Nerds
Спасибо Марко Гулдиману, Даррину Томасу, Джейсону Тиллостсону, Доминику Паолантонио, Кену, Бенедикту Петерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds Patreon!
Холодная штамповка
Холодная ковка очень похожа на горячую ковку, только при комнатной температуре или близкой к ней. Более низкая температура означает, что сталь намного прочнее и ее труднее подделать.Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами находятся там, где плоскости атомов встречаются друг с другом.Каждое зерно имеет разную «ориентацию» относительно других, что показано линиями сетки в зернах на схеме ниже:
При холодной прокатке эти зерна лепятся и растягиваются. Конечно, при ковке стального куска деформация не такая равномерная, но принципы, по сути, те же.
Одновременно происходит упрочнение стали в процессе холодной обработки. По мере обработки стали образуются «дислокации».Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же статья об уточнении зерна, на которую я ссылался раньше, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. Сталь всегда имеет дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео с микроскопии высокого разрешения, показывающее движение дислокаций:
Сталь всегда имеет дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео с микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко перемещаются дислокации.Различные функции могут предотвратить движение дислокаций, например, границы зерен. Таким образом, мелкий размер зерна с большим количеством границ зерен приводит к более высокой прочности, потому что дислокации блокируются этими границами. Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что мешает движению других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье.По мере холодной обработки стали образуется все больше и больше этих крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации — это не плохо, они присущи металлам, поскольку атомная структура никогда не будет идеальной. Возможно, лучше подумать о том, чтобы увеличить степень несовершенства кристаллической структуры путем холодной обработки. Холодная обработка обычно задается в процентах, т.е. 10% обжатия в холодном состоянии означает, что толщина уменьшилась на 10%, а 50% означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.Вот увеличение твердости отожженной стали мод. А8, прошедшей холодную обработку до 50% [1]:
Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье.По мере холодной обработки стали образуется все больше и больше этих крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации — это не плохо, они присущи металлам, поскольку атомная структура никогда не будет идеальной. Возможно, лучше подумать о том, чтобы увеличить степень несовершенства кристаллической структуры путем холодной обработки. Холодная обработка обычно задается в процентах, т.е. 10% обжатия в холодном состоянии означает, что толщина уменьшилась на 10%, а 50% означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.Вот увеличение твердости отожженной стали мод. А8, прошедшей холодную обработку до 50% [1]:
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритными зернами и более мелкими карбидами (карбиды разных цветов для различения):
Нержавеющая сталь 13С26 отожженная [2], черная полоса 5 мкм
Это изображение было получено с помощью «дифракции обратного рассеяния электронов» (EBSD), которая позволяет различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен. Также видна относительная плотность дислокаций, потому что зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
Также видна относительная плотность дислокаций, потому что зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
Когда сталь подвергается холодной прокатке, карбиды более или менее не подвержены влиянию, но зерна становятся удлиненными, а плотность дислокаций увеличивается, что можно увидеть на изображении ниже, потому что «качество изображения» зерен хуже:
13C26 после небольшого обжатия на холоде [2], карбиды не окрашены на этом изображении, черная полоса составляет 2 микрона
13C26 после большого обжатия на холоде [2] черная полоса составляет 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизовывается», что означает образование новых зерен.Чем больше энергии вложено в сталь (более холодное обжатие), тем выше движущая сила для рекристаллизации. Эта энергия сохраняется в стали в основном за счет образования дислокаций. Таким образом, энергия выделяется из стали за счет образования новых зерен с низкой плотностью дислокаций. Вы можете увидеть процесс перекристаллизации на видео ниже:
Вы можете увидеть процесс перекристаллизации на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна.Если вы внимательно посмотрите, то увидите, что новые зерна образуются на белых частицах, которые ведут себя так же, как карбиды в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизованные зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит за счет диффузии атомов железа, поэтому требуется определенная температура, чтобы могла произойти достаточная диффузия. Вот почему холодная обработка имеет такой эффект, потому что температура настолько низкая, что сталь не может «закрепиться» за счет диффузии. Однако температура, при которой начинается рекристаллизация, также контролируется степенью холодной обработки. Чем больше степень холодной обработки, тем ниже температура, при которой начинается повторная установка [3]:
Однако температура, при которой начинается рекристаллизация, также контролируется степенью холодной обработки. Чем больше степень холодной обработки, тем ниже температура, при которой начинается повторная установка [3]:
При холодной обработке стали, показанной выше, на несколько процентов требуется полная температура 700 ° C (1300 ° F) для начала рекристаллизации, в то время как при холодном обжатии 50-70% для рекристаллизации требуется только 500 ° C (930 ° F). происходить. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» для рекристаллизации.На скорость рекристаллизации также влияет температура, при этом при более высоких температурах диффузия происходит быстрее, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для стали выше рекристаллизация завершается за 20 секунд при 760 ° C, а при 650 ° C — более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице с температурой.
Холоднокатаная сталь
Вся эта информация актуальна, потому что некоторые стали для ножей доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Может быть желательна холоднокатаная сталь по множеству причин, например, улучшенное состояние поверхности. Обычно холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «травится», пропускается через кислотную ванну для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность.Толщина стали обычно более стабильна, и холоднокатаная сталь часто бывает более тонких размеров. AEB-L обычно выпускается в холоднокатаной форме и, в частности, из стали 1095.
Приводит ли холодная ковка к превосходным конечным свойствам?
После всех этих воздействий на сталь во время холодной обработки и рекристаллизации, как это повлияет на окончательную термообработку аустенизации и закалки, а затем на итоговую твердость и ударную вязкость? Процесс холодной ковки и рекристаллизации может привести к уменьшению размера зерна, что может улучшить баланс твердости и вязкости.Вы можете прочитать о том, почему, в этой статье о измельчении зерна. Я уже в третий раз ссылаюсь на эту статью и очень надеюсь, что вы ее прочитали. Уменьшение размера зерна феррита увеличивает центры зародышеобразования для образования аустенита, так что конечный размер зерна исходного аустенита также меньше.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна меньше
В одном исследовании стали 52100 [5] они обнаружили, что холодное обжатие на 50% привело к уменьшению размера зерна с ~ 11 микрон до 6 микрон, что дало соответствующее увеличение ударной вязкости:
В другом исследовании 52100 [6] они обнаружили, что холодная прокатка уменьшает конечный размер зерна, а также что энергия холодной обработки ускоряет растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода.Больше углерода в растворе перед закалкой приводит к более высокой твердости и более низкой ударной вязкости (подробнее см. Аустенизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет обжатия 52100 перед термообработкой:
Чтобы лучше понять изменение размера зерна от холодной прокатки до термообработки, вот изображения границ зерен из экспериментов выше:
Другое исследование закалки 52100 [7] для бейнитной микроструктуры показало, что обжатие в холодном состоянии перед термообработкой привело к повышению ударной вязкости:
В исследовании стали D2 [8] они испытали горячекатаную сталь, а также 10% и 20% обжатие в холодном состоянии перед термообработкой.Они подвергались аустенитизации при 1030 ° C (1885 ° F) в течение 20 минут перед закалкой, а затем измеряли твердость и наблюдали микроструктуру. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, аналогично исследованию 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Увеличение количества углерода и сплава в растворе из растворенного карбида может увеличить остаточный аустенит, вы можете узнать, почему, в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие чрезмерного остаточного аустенита после термообработки.
Никаких испытаний на ударную вязкость не проводилось, но вы можете увидеть уменьшение размера зерна на этих микрофотографиях:
Опасности холодной прокатки
При увеличении твердости и соответствующем снижении вязкости и пластичности существует вероятность растрескивания при холодной прокатке.Это часто происходит из-за растрескивания краев и в некоторых случаях «аллигаторизации», когда сталь раскалывается от центра:
Это изображение из [9]
Аллигатирование начинается с образования пустот около центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальная сталь
с высоким содержанием карбидов может приводить к образованию пустот, что увеличивает вероятность появления аллигаторов.Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно невысока. В случае модели A8 образование трещин по средней линии наблюдалось с обжатием всего на 20% [9]:
Увеличение количества карбидов большего размера снизит пластичность отожженной стали, что приведет к повышению вероятности образования аллигаторов и растрескивания. Поэтому стали с небольшим объемом мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим количеством карбидов, такие как стали D2 или 10V.
Другой распространенный дефект при холодной прокатке стали — это растрескивание кромок [10]:
Изготовители ножей, производящие холодную штамповку стали
Я не знаю многих мастеров ножей, которые намеренно холодно куют сталь. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка — традиционный процесс для японских мастеров-клинков, где он и изучил эту технику. Картер утверждает [11], что он холодная штамповка улучшает чистоту поверхности и улучшает окончательную форму и плоскостность в большей степени, чем это возможно при высокотемпературной ковке.Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, удержанием кромки и простотой заточки». В демонстрации видео он сказал, что холодная штамповка улучшает окончательную структуру зерна. Поскольку это традиционная технология, может быть трудно понять, каковы исходные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Картера ламинированы из более мягкой стали или железа (san-mai), что может сделать сталь менее восприимчивой к растрескиванию.Чтобы практиковать холодную ковку перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до образования трещин, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, которые часто меньше исходного размера. Уменьшение размера зерна сохраняется за счет окончательной термообработки до мартенсита.Уменьшение размера зерна может привести к повышению ударной вязкости. Холодное восстановление также приводит к ускорению растворения карбида, что означает, что может потребоваться снижение температуры аустенизации для сохранения той же твердости. Инструментальная сталь имеет относительно низкую пластичность при комнатной температуре, поэтому обжатие в холодном состоянии должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние микропустот, вызванных деформацией, на механическое разрушение мартенситной инструментальной стали AISI A8-Mod.”В AIP Conference Proceedings , vol. 1896 г., вып. 1, стр. 020021. AIP Publishing, 2017.
.
[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы из мартенситной хромистой стали с помощью EBSD». Кандидатская диссертация, КТН, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Сделки Американского общества металлов, вып. 27, стр. 256 (1939).
[4] Янг, DZa, ELb Brown, DKb Matlock и Gb Krauss. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали, подвергнутой межкритическому отжигу.» Металлургические операции А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические операции А 20, вып. 10 (1989): 1961–1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бинь-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенитизации подшипниковой стали 1,0 C – 1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262-269.
[7] Чакраборти, Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Улучшение микроструктуры бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали». Металлургические операции и операции с материалами A 41, no. 11 (2010): 2871-2879.
[8] Нанеса, Хади Гасеми, Жюльен Булгаков и Мохаммад Джахази. «Влияние предшествующей холодной деформации на развитие микроструктуры инструментальной стали AISI D2 после упрочняющей термообработки». Журнал производственных процессов 22 (2016): 115-119.
[9] Бесвик, Дж. «Влияние предварительной холодной обработки на мартенситное превращение в SAE 52100». Металлургические операции А 15, вып. 2 (1984): 299-306.
[10] Се, Хайбо. «Исследование краевой трещины холоднокатаной тонкой полосы». (2011).
[11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017
Нравится:
Нравится Загрузка …
Связанные
Горячая, теплая и холодная штамповка (различия и сравнение)
Ковка — это процесс, при котором металлическому объекту придают другую форму за счет локализованных сжимающих сил.Хотя ковка была признана жизнеспособным методом металлообработки тысячи лет назад, она по-прежнему остается распространенным ремеслом в металлообрабатывающей промышленности. В ранних цивилизациях ковка в основном использовалась для создания боевого оружия, инструментов и ювелирных изделий, но теперь существует множество методов ковки, доступных для создания металлических изделий для ряда современных отраслей промышленности. Эти отрасли включают сельское хозяйство, строительство, аэрокосмическую и автомобильную промышленность.
Разнообразие рынка поковок свидетельствует о настраиваемом аспекте кузнечной промышленности.Например, процесс ковки может проводиться при различных температурах в зависимости от физических свойств конкретных материалов и задействованного оборудования. Поскольку температура играет такую важную роль в процессе ковки, она фактически используется для классификации методов ковки. Эти методы ковки известны как горячая ковка, теплая ковка и холодная ковка. У каждого из них есть свои преимущества и недостатки, но они выбираются на основе предполагаемого применения готового продукта и предельных затрат, а не просто потому, что одно превосходит другое.
Что такое горячая штамповка? (Применение и преимущества)
Кузнец горячая ковка с помощью молотка. [CC BY-SA 3.0], через Wikimedia Commons В терминологии ковки металлический объект, который необходимо деформировать, обычно называют заготовкой или заготовкой. Готовое изделие называется ковкой. В некоторых методах ковки, особенно в горячей штамповке, заготовка помещается в кузницу, тип очага, который нагревает металл до желаемой рабочей температуры, прежде чем можно будет приступить к процессу формования.Когда заготовка достигает требуемой температуры, инструменты, такие как кузнечные молотки и ковочные прессы, можно использовать для формования или деформации заготовки в новую форму или дизайн.
Горячая штамповка — наиболее известный процесс штамповки. Он работает при температуре выше заданной температуры рекристаллизации металла на протяжении всего процесса, чтобы поковка сохраняла свою новую форму после охлаждения. Этот высокотемпературный процесс изменяет зернистую структуру заготовки, разбивая ее на более мелкие зерна.Нагрев металла выше температуры его рекристаллизации или пластической деформации предотвращает деформационное упрочнение материала. Горячая ковка позволяет изготавливать сложные металлические конструкции, которых невозможно достичь при более холодных процессах ковки при более низких температурах. Этот метод не только изменяет внешний вид исходного металла, но также увеличивает его пластичность и вязкость как конечного продукта.
Диапазон температур горячей штамповки
Горячая ковка обычно проводится с металлами, которые имеют высокий коэффициент пластичности, чтобы предотвратить их повреждение в процессе деформации.Некоторые из этих металлов включают углеродистую сталь, титан, медь, алюминиевые сплавы и никелевые сплавы. Некоторые металлы могут быть подвергнуты только горячей ковке из-за их жестких физических свойств. Температура рекристаллизации стали может составлять от 400 до 700 ° C, но температура горячей штамповки стали может достигать 1200 ° C. Из-за высоких температур, при которых происходит этот процесс, заготовка становится более податливой, и ей можно придавать сложные формы. После того, как поковка полностью сформирована, следует строгий процесс охлаждения, чтобы придать поковке новую форму.Хотя в этом процессе необходимо быстрое охлаждение, слишком быстрое охлаждение материала также может повредить готовую деталь. С этим процессом охлаждения нужно обращаться очень осторожно, чтобы предотвратить деформацию поковки.
Оборудование для горячей штамповки и материалы
Оборудование, необходимое для горячей штамповки, может варьироваться в зависимости от области применения готового продукта. Штампы представляют собой металлические блоки, которые подвергаются механической обработке и содержат штампы, которые используются для производства штамповок.Эти штампы обычно состоят из верхней и нижней штампов и обычно изготавливаются на заказ, чтобы соответствовать желаемой форме клиента для использования в методе горячей штамповки. Ковка бывает закрытой и открытой. В методе открытой матрицы используются матрицы, которые не полностью закрывают заготовку, тогда как метод закрытой матрицы полностью закрывает заготовку. Ковочный пресс также можно использовать для одновременного приложения большого давления ко всей заготовке. Ковочные молотки прикладывают силу к определенным участкам заготовки.
Поскольку метод горячей штамповки сильно зависит от температуры, штампы и другие инструменты предварительно нагреваются, чтобы ограничить снижение температуры заготовки во время процесса, когда она находится в контакте с штампами. Это снижение температуры объясняется кондуктивной теплопередачей. Практика нагрева оборудования до той же температуры, что и заготовка, привела к развитию специального метода ковки, известного как изотермическая ковка, типа ковки в закрытых штампах. Изотермическая ковка включает нагрев металла и штамповки до той же температуры в вакууме, чтобы избежать снижения температуры из-за проводимости.Вакуумная среда также ограничивает любые реакции окисления, которые могут происходить между металлической заготовкой и атмосферными газами. Другой способ избежать окисления — это покрыть заготовку стеклянным покрытием внутри печи для предотвращения загрязнения или подать в печь инертный газ. Если происходит окисление заготовки, это может привести к образованию накипи, что приведет к повреждению готового продукта.
| Преимущества | Недостатки |
|
|
Что такое теплая ковка? (Применение и преимущества)
Теплая ковка обычно используется для автомобильных деталей, таких как шестерни и валы.
Процесс горячей штамповки имеет характеристики, аналогичные как горячей штамповке, так и холодной штамповке, и является самым последним разработанным методом ковки. Этот процесс происходит при температуре выше температуры деформационного упрочнения заготовки, но ниже температуры, при которой происходит образование окалины. Отсутствие масштаба позволяет приблизить допуски в готовом продукте.
Диапазон температур теплой ковки
В зависимости от физических свойств отдельной детали температура горячей ковки может составлять от 650 до 1000 ° C.Детали с более простой конструкцией могут изготавливаться при температурах от 740 до 770 ° C, ниже температуры, при которой происходит фазовый переход. Однако детали, изготовленные при таких температурах, должны пройти процесс термообработки после ковки, чтобы обеспечить сохранение своей новой структуры при остывании.
Оборудование для горячей штамповки и материалы
Поскольку температуры теплой штамповки обычно ниже, чем температуры, используемые при горячей штамповке, заготовка становится менее податливой во время этого процесса, а изделия сложной формы труднее изготавливать.Теплая поковка также отличается меньшими допусками, чем холодная ковка. Самыми распространенными металлами, которые используются при теплой ковке, являются стальные сплавы. Горячая ковка облегчает деформацию стальных сплавов, чем при холодной штамповке, и может иметь лучшие допуски, чем те, которые сделаны при горячей штамповке. Эти преимущества способствовали более широкому использованию метода изготовления горячей штамповки, особенно при создании крупносерийных автомобильных деталей.
Оборудование, используемое при теплой штамповке, должно быть спроектировано таким образом, чтобы обеспечить соответствующий срок службы инструмента для увеличения экономии.Это оборудование должно соответствовать размеру и качеству обрабатываемых материалов, которые будут выкованы этим методом. Для увеличения срока службы штампы следует поддерживать в хорошем состоянии на протяжении всего срока их службы.
| Преимущества | Недостатки |
|
|
Что такое холодная ковка? (Применение и преимущества)
Холодная штамповка — это эффективный процесс производства более легких компонентов, таких как гайки, болты и винты.
Холодная ковка осуществляется при температуре ниже температуры рекристаллизации металла, часто при комнатной температуре или близкой к ней. Поскольку холодная ковка часто проводится при гораздо более низких температурах, чем горячая или теплая ковка, заготовка в этом процессе сопротивляется деформации. Следовательно, этот процесс обычно требует промежуточных этапов отжига между деформацией заготовки, чтобы минимизировать деформационное упрочнение во время процесса ковки. Отжиг — это процесс, при котором заготовка упрочняется за счет ее нагрева и последующего медленного охлаждения для снятия внутренних напряжений.Поскольку температура процесса холодной ковки близка к температуре закалки заготовки, образование окалины из-за реакций с атмосферными газами не является проблемой для этого метода. С другой стороны, заготовка не так податлива в процессе деформации, как при использовании других методов, поэтому для придания формы заготовке требуются более высокие нагрузки прессования.
Диапазон температур холодной штамповки
Известно, что методы холодной штамповки имеют лучшую точность размеров по сравнению с методами горячей штамповки.Эта особенность связана с тем, что заготовка деформируется почти по форме конечного продукта. Холодные поковки не нужно охлаждать после ковки, потому что они уже изготовлены при температурах, близких к температуре их затвердевания. Горячие и теплые поковки могут подвергаться усадке при затвердевании, что не является проблемой при холодной штамповке. Хотя при холодной ковке заготовка остается в твердом состоянии, напряжение от трения между заготовкой и оборудованием, используемым для ее деформации, может привести к тому, что температура заготовки может достигать 250 ° C.В результате метод холодной ковки обычно используется с более мягкими металлами, такими как алюминий, медные сплавы и низколегированные стали, которые обычно весят менее 50 фунтов. Более мягкие металлы легче формовать при более низких температурах и требуют меньшего давления ковки.
Оборудование для холодной штамповки и материалы
Холодная штамповка связана с высокой производительностью. Условия работы не только более благоприятны при комнатной температуре, но и энергоэффективны.Эта среда также обеспечивает эффективность производства больших объемов продукции. Процесс холодной штамповки, как и другие, улучшает механические характеристики заготовки. Готовый продукт обычно прочнее исходного материала. Кроме того, размеры конечного изделия холодной ковки являются наиболее точными из всех других методов ковки.
Оборудование, используемое при холодной ковке, аналогично другим методам ковки, но матрицы должны быть изготовлены из материалов с высоким сопротивлением, чтобы уменьшить износ во время процесса ковки.Следовательно, инженерное проектирование важно при разработке подходящего оборудования для этого процесса. Высокие затраты, связанные с оборудованием, перевешиваются более длительным сроком эксплуатации.
| Преимущества | Недостатки |
|
|
Холодная штамповка меди, латуни и бронзовых сплавов
Что такое холодная ковка?
В отличие от горячей ковки, холодная ковка — это процесс ковки, при котором металл деформируется ниже точки рекристаллизации — близкой к комнатной температуре или при ее температуре.Холодная ковка является предпочтительным методом ковки для более мягких металлов, таких как алюминий или медь. По сравнению с другими процессами металлообработки, холодная ковка менее затратна и позволяет производить поковки с меньшими затратами на обработку или без нее.
В процессе холодной ковки сохраняется процедура нагрева, металл вставляется непосредственно в штамп, а затем сжимается с помощью верхнего закрытого штампа. Заготовку сжимают между двумя штампами, пока она не примет желаемую форму. Деформация происходит при комнатной температуре, вызывая изменение размера и формы металла.Обратите внимание, что этот метод ковки зависит от объема и обычно дополняет процессы холодной штамповки, добавляя более сложные формы к заготовке, используемой в процессах холодной штамповки.
Несмотря на слово «холодная», холодная ковка на самом деле происходит при комнатной температуре или близкой к ней. Одним из наиболее распространенных видов холодной ковки является процесс, называемый штамповкой в штампе, когда металл помещается в штамп, который прикреплен к наковальне. Затем по металлу ударяют опускающимся молотком и вдавливают в матрицу.В зависимости от продукта молоток может падать на металл несколько раз в очень быстрой последовательности.
Холодная штамповка меди, латуни и бронзовых сплавов
Поковка почти чистой формы является наиболее распространенной, когда детали кованы без нагревательной заготовки. Сплавы меди, латуни и бронзы — распространенные материалы, которые можно подвергать холодной ковке в зависимости от окончательной формы. Смазка формируемых деталей имеет решающее значение для увеличения срока службы сопряженных штампов.
Преимущества холодной штамповки медных, латунных и бронзовых сплавов
Производители медной ковки могут предпочесть холодную ковку горячей ковке по ряду причин — поскольку холодные кованые детали из меди, латуни или бронзы требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги. Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Легче придать свойства направленности
- Улучшенная взаимозаменяемость
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Справляется с высокими нагрузками и нагрузками на штамп
- Производит детали формы нетто или почти нетто формы
Для поставки поковок из меди, латуни и бронзы наиболее экономичным методом ковки CFS Forge также имеет отдельный цех холодной ковки.В зависимости от формы детали наш инженер порекомендует нашим клиентам разумный метод ковки. Чаще всего применяются холодные кованые изделия из меди, латуни или бронзы, такие как вал, ступица и т. Д. Любой запрос по холодной ковке из меди, латуни или бронзы, пожалуйста, дайте нам знать!
Процессы, методы и применения ковки металла
Ковка металла — это процесс, при котором металлы формуются и формируются с использованием сжимающих сил. Усилия передаются с помощью удара, прессования или прокатки.
Существует ряд процессов ковки — холодная ковка, теплая ковка и горячая ковка, которые классифицируются по температуре обрабатываемого металла.
Ковка — один из важнейших процессов металлообработки в металлообрабатывающей промышленности. Это особенно важно в черной металлургии и рассматривается как огромный источник производительности.
Что такое процесс ковки металла?
При выборе типа поковки покупатель имеет длинный список вариантов изготовления ответственной металлической детали.Сделать правильный выбор может быть непросто, потому что каждый метод имеет свои плюсы и минусы, зависящие от затрат и логистики.
Однако выбор метода ковки дает множество уникальных преимуществ, недоступных ни при каком другом выборе.
Что касается цены и общего качества, ковка металла является наиболее ценной. Это понятие звучит вдвойне, когда для приложения требуются максимальная прочность детали, нестандартные размеры и критические характеристики производительности.
Вот некоторые из наиболее часто используемых методов:
- Поковка в закрытых штампах
- Открытая штамповка
- Холодная штамповка
- Экструзия
- Вал кованый
Ковка в открытых штампах, ковка в закрытых штампах и ковка валков
Наиболее распространенными процессами ковки металла являются ковка в открытых штампах, ковка в закрытых штампах и ковка вальцов.
Что такое открытая штамповка?
При открытой штамповке нагретые металлические детали формируются между верхней штампом, прикрепленным к плунжеру, и нижним штампом, прикрепленным к балке, наковальне или молотку. При открытой ковке в штампах металл никогда полностью не ограничивается или удерживается в штампах.
Обычно температура колеблется от 500 ° F до 2400 ° F, соответствующие температуры применяются при обработке металлических деталей. После того, как металл был должным образом нагрет, выполняется сложная ударная обработка — или прессование заготовки — для постепенного придания металлу желаемой формы.
Обычно процесс открытой штамповки используется для производства более крупных деталей простой формы, таких как стержни, кольца и пустоты.
Что такое ковка в закрытых штампах?
Поковка в закрытых штампах перемещает штампы навстречу друг другу, полностью или частично покрывая заготовку. Нагретое сырье, которое приближается по форме / размеру к окончательной кованной детали, помещается в нижнюю матрицу.
Этот процесс работает путем включения формы поковки в верхнюю или нижнюю матрицу в качестве негативного изображения.Как только процесс начинается, удар верхней матрицы по металлическому материалу придает ему требуемую кованую форму.
Этот процесс можно использовать для производства деталей размером от нескольких унций до 60 000 фунтов.
Что такое ковка валков?
Валковая ковка, также известная как профилирование, представляет собой метод ковки, при котором для формирования металлической детали используются противоположные валки. Несмотря на то, что при ковке валков для производства деталей и компонентов используются валки, она по-прежнему считается процессом ковки металла , а не процессом прокатки.
В процессе используются два цилиндрических или полуцилиндрических горизонтальных валка, которые используются для деформации круглой или плоской прутковой заготовки. Благодаря этому толщина уменьшается, а длина увеличивается. Детали, изготовленные методом валковой ковки, обладают превосходными механическими свойствами, чем детали, полученные с помощью многих других процессов.
После вставки нагретый стержень пропускается между двумя валками. Он постепенно приобретает форму при прокатке по канавкам станка. Точная геометрия этих канавок — это то, что придает детали заданные размеры.
Поковка валков часто используется для изготовления деталей для автомобильной промышленности. Он также используется для производства ножей и ручных инструментов.
Стандартное кузнечно-прессовое оборудование
В процессе ковки металла используются четыре основных инструмента, в зависимости от конкретного используемого метода.
Молотки
Молоток или механический молоток — это инструмент, чаще всего связанный с ковкой. Будь то ручной молоток или массивный молоток, этот инструмент используется для многократных ударов по металлу с целью его деформации.Пока он обладает движущей силой 50 000 фунтов для нанесения ударных ударов под высоким давлением, молоток может придавать металлу форму.
Прессы
Прессы
используют механическое или гидравлическое давление для непрерывного давления на штамповочные штампы. Для этого вида оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости штампа с контролируемым высоким давлением. Вместо многократных ударов по металлу для его деформации, металл медленно вдавливается в штампы.
Вытяжные устройства
Высаживающая ковка
похожа на ковку на прессе, однако основное отличие состоит в том, что высадочная машина — это ковочный пресс, который используется горизонтально.Вместо того, чтобы прижимать металл вниз в штамп, металл перемещается в штамп штампа в горизонтальном направлении.
Кольцевые ролики
Кольцевые ролики используются для производства колец диаметром от нескольких дюймов до более 300 дюймов. Кольцевые ролики выдавливают неразъемное кольцо, что устраняет необходимость в сварке. Под сильным давлением он поворачивает полый круглый кусок металла относительно вращающегося валка.
Как ковка укрепляет металл?
Известно, что ковка металла позволяет производить одни из самых прочных доступных деталей по сравнению с другими методами производства.По мере того как металл нагревается и прессуется, мелкие трещины закрываются, а пустоты, обнаруженные в металле, закрываются.
Кроме того, процесс горячей штамповки разрушает любые примеси в металле и перераспределяет такой материал по металлоконструкциям. Это приводит к значительному уменьшению включений в кованой детали. Включения представляют собой составные материалы, внедренные в сталь на протяжении всего производства, вызывая точки напряжения в продукте.
Несмотря на то, что во время начального процесса литья необходимо бороться с примесями, этот процесс позволит дополнительно улучшить качество металла.
Другой способ, которым ковка укрепляет металл, — это изменение его зеренной структуры. Это связано с потоком зерна материала при его деформации. Подобно другим процессам формования, может быть создана благоприятная зернистая структура, что сделает кованый металл более прочным.
Какие продукты требуют кованого металла?
Процесс ковки невероятно универсален и может применяться к чему угодно, от небольших деталей в дюймах до компонентов весом до 700 000 фунтов.
Кованые изделия могут быть следующими конструктивными элементами:
- Критические детали самолета:
- Шасси шасси
- Валы реактивных двигателей
- Турбины
- Транспортное оборудование:
- Автомобили
- Железные дороги
- Коленчатые валы
- Рычаги
- Шестерни
- Шатуны
Также ковка используется для укрепления ручных инструментов (например,г., зубила, заклепки, винты и болты).
Какой металл лучше всего подходит для ковки?
Можно выковать любой металл, но есть определенные металлы и сплавы, которые лучше подходят для различных целей.
Чаще всего это металлы, которые подделывают:
- Углеродистая, легированная и нержавеющая сталь
- Исключительно твердые инструментальные стали
- Алюминий
- Титан
- Латунь и медь
- Жаропрочные сплавы, содержащие кобальт, никель или молибден
Из этих вариантов практически невозможно выбрать «лучший», поскольку это действительно зависит от потребностей клиента.
Экономика 101 для ковки металлов
В меньших количествах кованые детали могут быть очень дорогими в расчете на единицу продукции. Это в первую очередь связано с тем, что изготовление штампа для ковки требует высокой первоначальной стоимости — черта, которую разделяют другие расходы, связанные с открытием цеха.
После того, как все настроено и вы приобрели штампы, фактические эксплуатационные расходы становятся разумно доступными, особенно с учетом того, что автоматизация играет огромную роль. Принимая это во внимание, этот метод изготовления металла обычно лучше всего подходит для продуктов, которые производятся в более значительных количествах.
По мере того, как мир продолжает модернизироваться, спрос на высококачественные детали будет только расти. Поскольку ковка производит одни из самых прочных металлов, которые только можно представить, неудивительно, что к 2025 году прогнозируемый объем рынка составит 131,32 миллиарда долларов.
Начало проекта по ковке металла
Если вы заинтересованы в производстве металлических деталей или компонентов по индивидуальному заказу и считаете, что металлическая ковка может быть для вас лучшим вариантом, не стесняйтесь позвонить в The Federal Group USA.Наша опытная группа поддержки рассмотрит вместе с вами требования к вашему проекту, поможет вам определить наилучший план действий и предоставит вам бесплатное ценовое предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Холодная штамповка — низкотемпературный процесс обработки металла с низким энергопотреблением
По мере того, как экологически чистые методы производства становятся все более популярными, энергоэффективная технология холодного формования хорошо справляется с жарой.
Производство металлов и манипуляции с ними издавна ассоциировались с высокими температурами.С тех пор, как человек перестал использовать природные материалы, такие как дерево и камень, и то, что, вероятно, было случайным открытием, приготовлением пищи на огне или в гончарной печи, большая часть производства металла осуществляется в процессах, в которых используются температуры в диапазоне От 300 до 1600 ° C.
Таким образом, вы можете быть удивлены, узнав о холодной штамповке, альтернативном процессе ковки металлов при температуре, близкой к комнатной. Холодная штамповка или холодная обработка — это любой процесс металлообработки, при котором металлу придают форму ниже его температуры рекристаллизации, обычно при температуре окружающей среды.
В журнальном столике A15 от Atlas Manufacturing используется черненая холоднокатаная сталь с бронзовыми вставками на ножках и конструкции — Изображение предоставлено Atlas Manufacturing
Какие материалы можно подвергать холодной деформации?
Холодная штамповка — это простой процесс, при котором производит металлические детали при низких температурах без удаления какого-либо материала . Материалы, которые могут быть подвергнуты холодной штамповке, включают, помимо прочего: углеродистую сталь, латунь, свинец, нержавеющую сталь, медь, легированные стали, алюминий, бронзу, никелевые сплавы и драгоценные металлы.
Алюминий, медь и нержавеющая сталь — вот некоторые из материалов, подходящих для холодной штамповки — изображения Рене Мюллера через NEST
Для чего я могу использовать холодную штамповку?
Как и другие методы обработки металлов, холодная штамповка широко применяется. Его можно использовать для создания больших плоских листов, сложных гнутых форм, металлических труб, головок винтов и резьбы, заклепочных соединений и многого другого. . В дополнение к мелким деталям, таким как винты, гайки и болты, также можно манипулировать металлами в более крупном масштабе, такими как компоненты кузова, структурные компоненты и открытые панели, используемые в автомобилях.
Хотите узнать больше о изделиях, созданных из металла? Не пропустите экологичный надувной дизайн Zieta для стильной металлической мебели.
A11 Стол от Atlas Industries, столешница из орехового дерева с черненой сталью холодной штамповки с бронзовыми вставками — Изображения Джона Халперна через Atlas Industries
Стол AD7 от Atlas Manufacturing использует массив белого дуба и холод -формованные стальные ножки — Изображение Рича Гиллигана через Atlas Manufacturing
Дайте мне пошаговое описание
Это немного сложно.Вкратце, методы холодной штамповки обычно подразделяются на четыре основные группы : сжатие, гибка, волочение и резка, каждая из которых имеет разные этапы производства для достижения желаемого результата.
Как правило, в процессе всегда используется один и тот же метод помещения прутка материала в матрицу и последующего сжатия ее второй закрытой головкой. Деформация начинается при комнатной температуре и изменяет форму и размер исходной детали до тех пор, пока она не принимает форму штампа.
В процессе холодной штамповки всегда используется один и тот же метод помещения прутка материала в матрицу с последующим сжатием ее второй закрытой матрицы.
Каковы плюсы и минусы холодной штамповки?
Само собой разумеется, что холодная штамповка намного безопаснее и менее опасна из-за низких температур — условий, которые также улучшают конечный материал. В отличие от горячей обработки, холодное формование может улучшить качество и производительность, поскольку этот процесс вызывает искажение кристаллических зерен и включений вслед за течением металла.
Это может фактически привести к упрочнению конечного продукта и созданию анизотропных свойств материала, что сделает металл более жестким и прочным. К другим преимуществам можно отнести тот факт, что менее энергоемок, чем производство с традиционной высокой температурой.
Но устойчиво ли ?
Поскольку метод менее энергоемкий, холодное формование более устойчиво, чем другие методы . Короткие производственные циклы также делают его менее затратным по времени и менее расточительным за счет методов формы сетки.В целом, производство в больших масштабах может привести к значительной экономии, особенно при использовании таких дорогих материалов, как медь, никель, золото, тантал и палладий.
Могу я сделать это дома?
К сожалению, для холодной штамповки требуется тяжелое оборудование и твердые инструменты , что делает его пригодным только для крупносерийного производства. Другой, более существенный недостаток заключается в том, что холоднокованые металлы менее пластичны, что делает их непригодными для определенных типов.
Кроме того, из-за зернистой структуры, которая придает материалу его прочность, в готовой детали могут возникать нежелательные остаточные напряжения. Важно отметить, что экструзия холодной штамповки, например, требует термической обработки для устранения возможных дефектов, включая трещины, затвердевание трещин или стропил.
Современные инструменты для камина от Atlas Manufacturing из черненой холодногнутой стали — Изображение предоставлено Atlas Manufacturing
Хочу узнать больше!
Есть несколько ресурсов, которые могут пригодиться, когда дело доходит до получения знаний о холодной штамповке. Если вы хотите узнать больше, посмотрите эти :
• Основные этапы холодной штамповки
• 2,5-часовой онлайн-курс и полуторадневный онлайн-семинар по холодной штамповке
• История холодной штамповки от STRUCTURE MAG
• Информационный документ по холодной штамповке от компании точного машиностроения Dawson Shanahan
• Программное обеспечение для моделирования процессов холодной штамповки
Узнайте больше о дизайнерах, создающих невероятные изделия из металла, не пропустите «Написание истории металла» — интервью с Де Кастелли.
