Чертежи станка для холодной ковки своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним . Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная «по халяве»
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что «не поподя», все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся.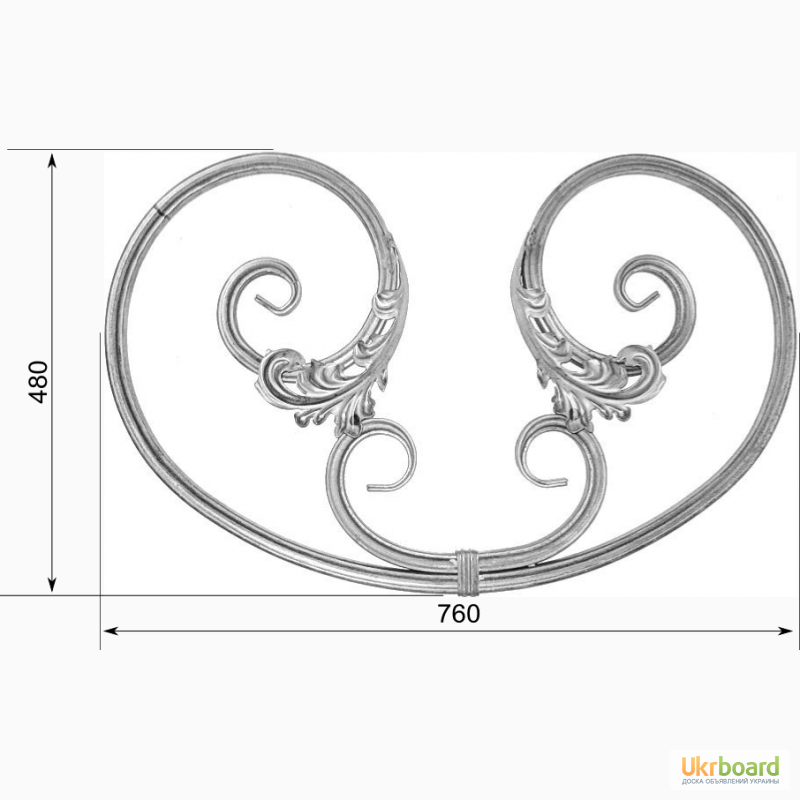 Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для «холодной» ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на «ты». Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю «пресс» из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из «рулевой рейки 2108». Рейку нашел, теперь дрель нужна или мотор.
Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает «затак», 6-ть метров. Он конечно знает что я болен на железки.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
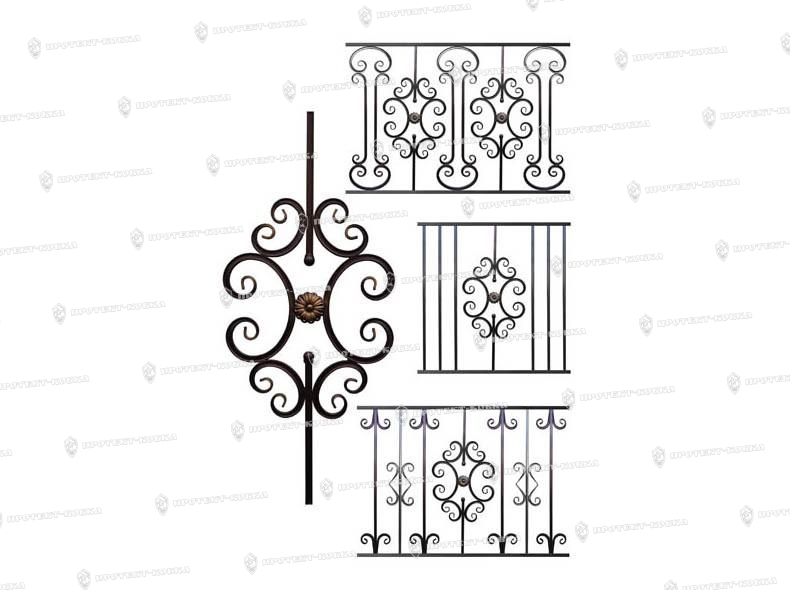
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления.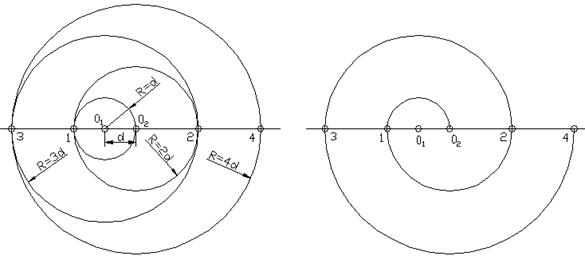 Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм.
 и полосы.
и полосы. - Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
 и полосы.
и полосы.Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
 и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
 Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
 К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки.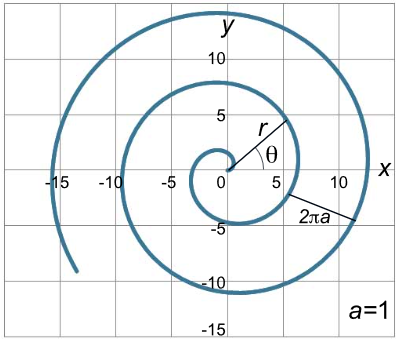 Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Особенности создания элементов холодной ковки, сборка станка, чертежи
Просмотров 9 Опубликовано Обновлено
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
- вытяжка;
- кручение;
- гнутье.

Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия.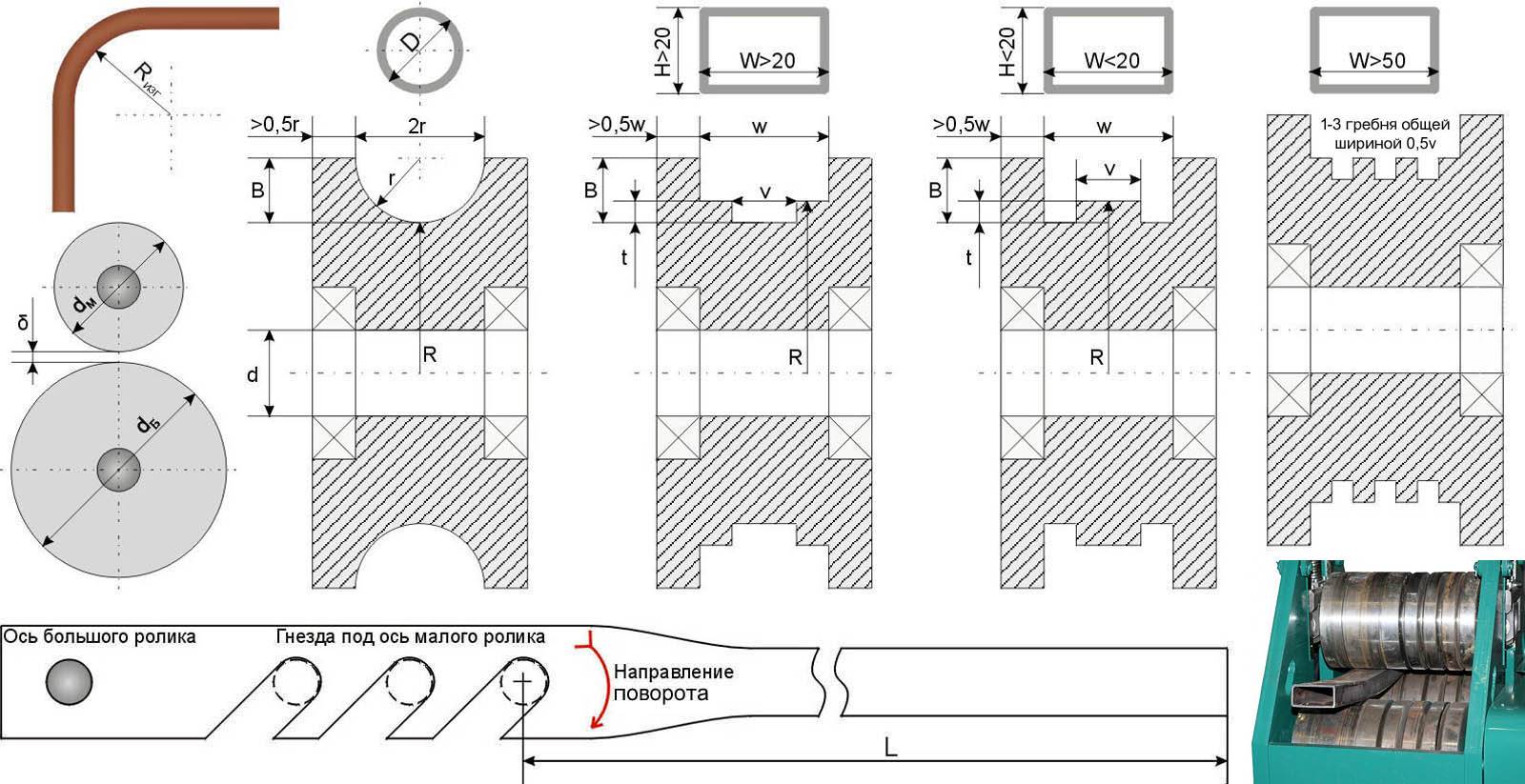 Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра.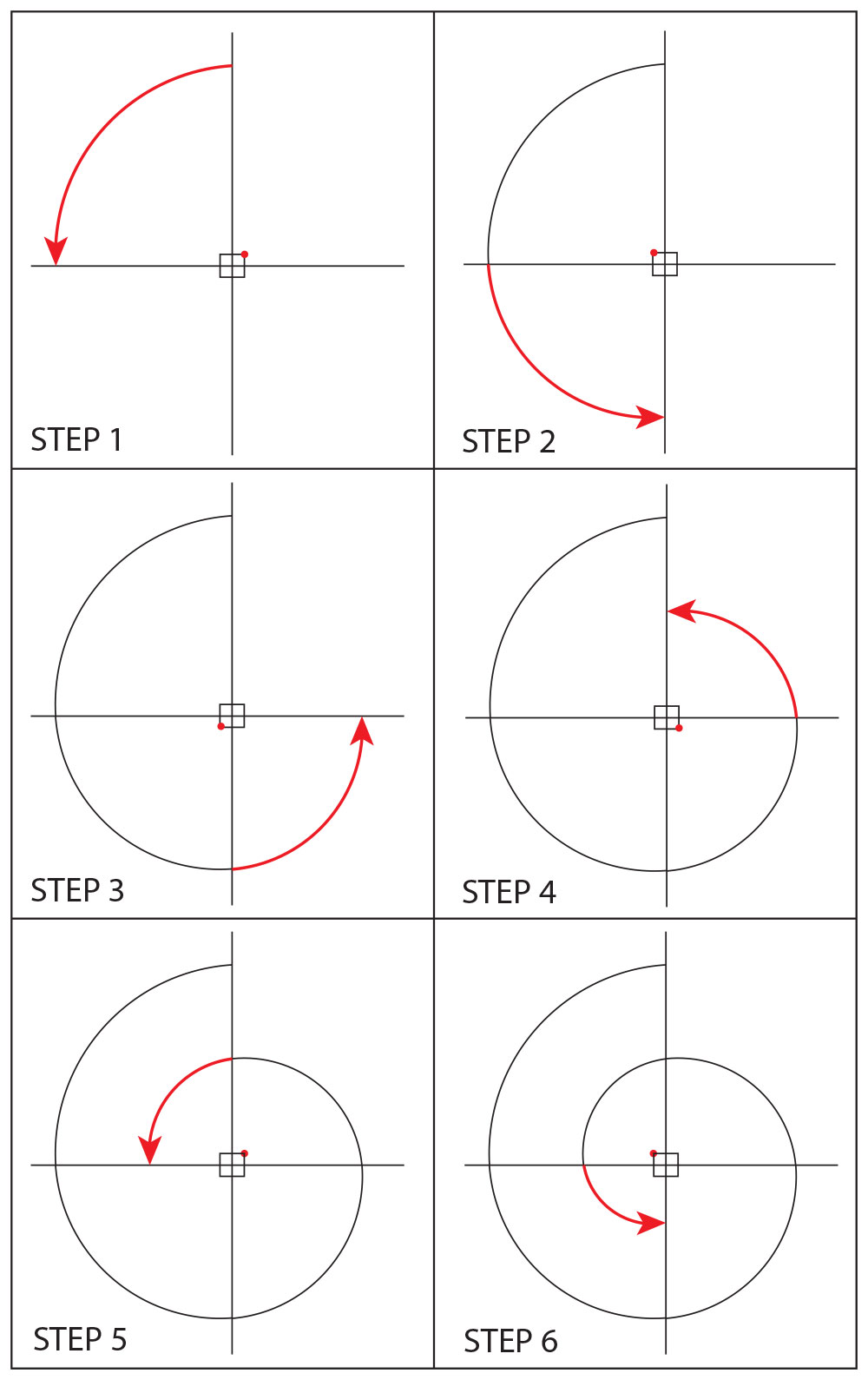 Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.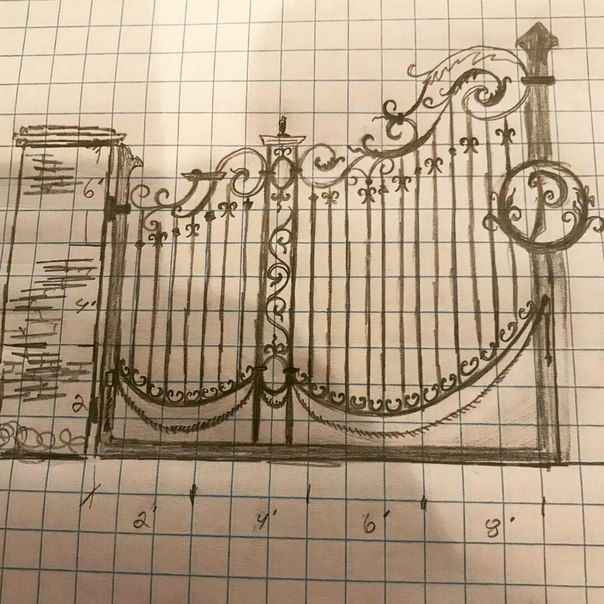
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций.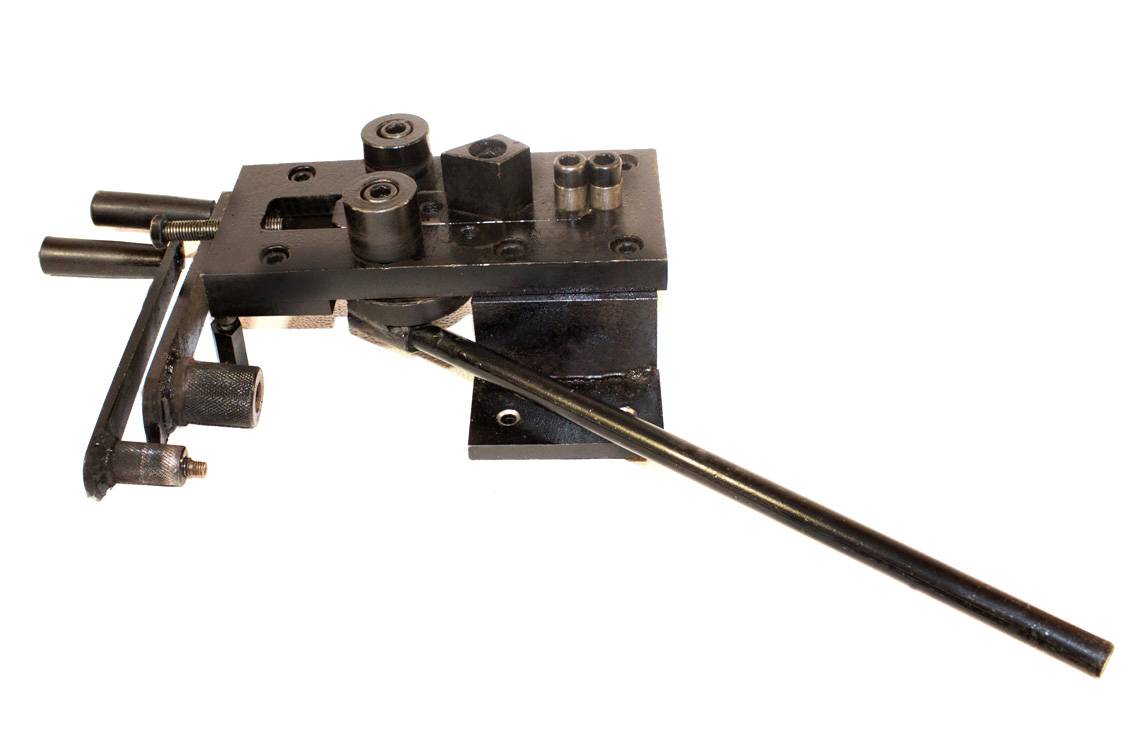 К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
Станок для холодной ковки своими руками: чертежи и инструкции
Известными, благодаря наружному виду, считаются металлические изделия, которые сделаны методом ковки. Такой декор отличается ценой, поэтому не каждый может заказать их себе. Однако, помимо горячей технологии ковки, необходимой для изготовления деталей из металла, существует и холодная. Последний вариант есть возможность сделать самому, для этих целей потребуется изготовить станок для холодной ковки собственноручно.
Устройство станков для ковки по холодному типу
Конструкция станков
Любой прибор для проведения ковки холодным способом обладает характерными чертами и качествами. Чтобы сделать качественный станок для холодной ковки своими руками, важно выяснить, как он устроен.
- Гибочные. Изменяя положение роликов и клиньев, изменяются габариты волн и изгибов. Из-за этого изгибаются прутья до 1,6 см. Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
- Твистер. Снабжен спецшаблоном, к нему придавливают используемую металлическую часть. Сохранность шаблона обеспечивается упорным рогом.
- Основание с проставками. Прибор помогает делать любые узоры. Конструкция отличается простотой, основой является пластиной из материала высокого качества, куда вкручиваются проставки на определенной дистанции. Этот тип прибора эффективен для металла в толщину 0,6 см.
- Улитки. Изделие является пластинкой-основой, где расположен спецвиток. Его применяют как шаблон для обрабатываемой детали. Характерной чертой станет то, что «улитка»-шаблон разделена на фрагменты, закрепленные друг с другом с помощью соединительных спецэлементов. Это даст возможность при работе шаблону менять форму, ввиду чего будут созданы разнообразные волны и изгибы. Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
- Торсионный станок. Подобное приспособление эффективно для винтового скручивания прута. Устройство делают из цилиндрического металлического каркаса и 2 фиксирующих элементов. Принцип работы заключается в том, что прутья помещают в крепежные элементы. С одной стороны их зажимают, а с другой закручивают до необходимых размеров винтовой волны.
Важно! До того, как создать устройство, необходимо ознакомиться с чертежами станка для холодной ковки.
Разновидности и назначение станков для ковки
*
Механизм облегчит работы вручную и создать уникальные изделия. Для ковки холодным методом мастера применяют различное оборудование, которое минимизирует физ. усилия человека и позволяет провести такие основные действия:
- согнуть профиль под необходимым углом;
- изготовить спирали либо завитки;
- скрутить детали вдоль.
Различные механизмы помогают создавать уникальные конструкции, художественное полотно для беседки, декор для скамьи в парке, прочие предметы разнообразного предназначения.
Виды приборов
Декор-станки дают возможность создавать схожие по форме и параметрам детали за короткий временной интервал, помогают уменьшить их себестоимость и сроки изготовления.
Такие станки бывают профильными (выполняют лишь одно действие) и универсальными. Выделяют такие спецстанки:
- гнутики;
- улитки;
- торсионы;
- штамповочные.
Универсальные модели состоят из компонентов спецтехники в разных комбинациях.
Станок «улитка»
«Улитка»
*
Алгоритм сборки станка для холодной ковки своими руками не вызовет сложностей. Во время создания улитки вероятны 3 типа конструкции, и то относительные. Каждый специалист делает завиток, спираль и изгиб изделия по-своему.
По виду исполнения механизмы бывают 3 видов:
- монолитные с фиксированным шаблоном изгиба;
- со съемным изгибом, дающим возможность делать различные завитки;
- с разборными составляющими завитка и крутящейся столешницей, чтобы получать сложные профили изгиба.
Конструкция «улитки»
Монтаж станка начинают с конструирования основных узлов приспособления:
- Каркас. Механизм должен быть изготовлен из металла. Древесина совсем непригодна для сборки прибора: продолжительные и чрезмерные нагрузки разрушают дерево за несколько использований. Как основной материал используется уголок, трубы с толстой стенкой либо швеллер.
- Столешница. Ее изготавливают из плиты из металла, которая вырезана в форме окружности, по толщине 0,4 см. Из такой плиты вырезают вторую столешницу, которая повторит по форме первую. На последней располагаются составляющие, производят изгибы заготовок. При холодной ковке столешница будет принимать большую нагрузку, потому не требуется экономить и создавать ее из тонколистового железа.
- Главный вал и рычаг. Вал расположен посередине, его окружают столешницы. Фиксируется к каркасу 4 треугольниками. Механизм сделан из трубы с толстой стенкой нужного диаметра. Рычаг крепят к валу посредством кольца и вращают вокруг его оси. Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
Станок торсионный
*
Обыкновенное скручивание ряд пользователей осуществляют, не используя станок. Зажимается одно окончание детали в тисках, а второе обращается благодаря стандартному вороту. При такой методике обрабатываемая заготовка скручивается, однако иногда и вытягивается. Во избежание этого, сооружается направляющая конструкция в качестве желоба. Необходимо учитывать:
- протяженность желобка – он не может быть длиннее детали, уменьшаемой во время деформации;
- ширину желобка – требуется, чтобы он вдвое был шире изделия, поскольку в процессе деформации оно увеличится.
Возможно достичь ожидаемых результатов без оборудования – в таких целях потребуется приложить усилия и потратить большое количество времени. Те, кто предпочитает собрать необходимое устройство, должны спроектировать такую спецтехнику.
Торсионный станок
Сборка такого станка собственноручно возможна в 2 вариациях: стандартная и универсальная. Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Главное рабочее усилие, которое требуется, чтобы деформировать материал, принимает опора, потому основание создаваемого устройства должно отличаться высокой прочностью. В таких целях используется двутавр либо 2 швеллера, которые сварены друг с другом. Устойчивости для каркаса добавляют лапы, которые приварены к устройству. Затем возможно изготавливать остальные элементы – заднюю бабку и шпиндель.
В узлах механизма из профильной трубы своими руками находятся патроны, назначением которых станет их размещение внутри заготовки. Они должны обладать прочными фиксаторами (для надежного крепления). Ввиду уменьшения длины используемого изделия во время скручивания заднюю бабку выполняют скользящей. Допустимо сооружать ее из тисков, закрепляя на основании посредством болтов.
Подвижный элемент шпинделя проворачивают при помощи ручки, которая предусматривает наличие нескольких рычажков, имеющих необходимую длину для гашения прилагаемых усилий.
Важно! Возможно добавить втулки из резины, чтобы защитить руки от скольжения.
Сборка торсионного прибора
*
Основным различием в алгоритме монтажа универсального прибора станет устройство подвижного элемента. Он предполагает винтовую подачу при изготовлении фонарей, фиксируется с помощью стандартного скручивания. Потому активный элемент снабжается 2 шпинделями. В этом варианте для скользящей бабки требуется фиксирующий винт.
Когда нужно сделать деталь, которая скручена лишь на конкретном фрагменте, к прибору добавляют ограничители. Их изготавливают по принципу задней бабки – присутствуют спецзажимы и есть опция скольжения.
Работы в такой ситуации крайне утомительны, получение изделий высокого качества представляет собой трудоемкий процесс. Потому оснащение электрическим приводом изделия станет наилучшим решением.
Станок «гнутик»
Приспособление отличается эффективностью, массивностью, простотой монтажа. Но существенным минусом станет то, что сложно отыскать и подогнать детали. Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Для каркаса приспособления подбирают толстую раму из стали. Следует учитывать, что устройство крепится к столу. В основном делается крепеж с помощью болтового соединения, к примеру, как в тисках. В середине рамы есть направляющая, отличающаяся подвижностью. Ее приводят в действие с помощью эксцентрикового механизма, фиксируемого на раме-каркасе. Вспомогательно устанавливаются 3 упора, которые создают необычную «вилку» – это рабочие составляющие устройства. С учетом профиля сгиба они меняются: круглые валы – чтобы выполнить волну, «молоток» – чтобы формировать углы.
«Гнутик»
Рабочие комплектующие изготавливаются лишь из особой стали. Они будут отвечать за прочность всей конструкции. Чтобы обрабатывать и подгонять изделия, понадобятся непосредственно спецнавыки и соответствующие инструменты. Потому, когда присутствуют трудности в заказе, при покупке либо изготовлении главных узлов, то рекомендуется приобрести устройство в магазине. Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Станок «волна»
Более логично называть рассматриваемое изделие управляемой волной. Устройство оснащается 2 стальными дисками в диаметре 14 см. Они фиксируются посредством болтов к столешнице. На основном диске закрепляется ось, которая вращает универсальный вороток.
Управлять рассматриваемым приспособлением нужно, меняя дистанцию меж дисков. Во время обкатывания воротом прута формируется узор. Когда прут снимают с кондуктора, образуется узор со второй стороны.
«Волна»
Станок — пресс
*
Чтобы формировать наконечники прутьев, потребуется воспользоваться прессом. Рассматриваемое устройство функционирует аналогично маховику: изначально вращается штанга с грузиками, отводится винтовой боек до конца назад. Затем вставляется внутрь гнезда другой штамп и ставится обрабатываемое изделие. После, штанга быстро раскрутится в противоположный бок. Боек будет бить по хвостовой части штампа, вследствие чего образуется усилие необходимое в целях штамповки.
Детали, которые изготовлены методом холодной ковки, соединяют 2 методами:
- Сварка — изделия приваривают, окалину стачивают «болгаркой» либо иным оборудованием.
- Хомуты — подобный тип соединения выглядит значительно ярче.
Окрашивают заготовки, применяя спецэмали либо краски из акрила.
Пресс
Как сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
Процесс изготовления
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Станок для холодной ковки своими руками: чертежи приспособлений
Содержание статьи:
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Самодельный станок для холодной ковки
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Чертеж улитки для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Гнутик для холодной ковки
Гнутик для холодной ковки
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Схема твистера для художественной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Устройства для холодной ковки: чертежи, необходимые инструменты
Внимание каждого привлекают изящные витые узлы на перилах железных лестниц, а также ажурные металлические ограды. При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При желании можно без труда научиться воплощать в металле такую красоту. Для этого достаточно иметь в наличии специализированные станки и обладать минимальными навыками работы с материалом.
Особенности холодной ковки
Механическое сгибание металлического прута с помощью специализированных станков, в результате которого ему придается задуманная заранее форма, называется холодной ковкой. Такие манипуляции могут осуществляться на станках как вручную с помощью рычагов, так и благодаря функционированию электромоторов. Кроме всего прочего, с помощью холодной ковки могут сгибаться трубы небольшого диаметра, выполняться витые ограды, а также украшаться жилые сооружения, украшения беседок, фонарей, изготавливаться металлические скамейки, решетки, ворота, а также балконы, лестницы и даже мебель.
Начать собственное производство можно, всего лишь освоив несложный метод холодной ковки. На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
Оборудование и инструменты
Для того чтобы своими руками изготовить кованое изделие, нужно иметь в наличии следующие приспособления:
- фонарик;
- твистер;
- глобус;
- улитку;
- волну;
- гнутик.
Из всех перечисленных выше приспособлений, самым главным считается гнутик, так как именно благодаря ему осуществляется изменение формы металла. Основной его функцией является изгиб детали под определенным углом. Улитка необходима для свивания детали в спирали. Фонарик используют для сгибания деталей, а волна предназначена для выполнения волнообразно выгнутых элементов.
Все инструменты, используемые для ковки изделий, очень просты в применении и с их эксплуатацией без труда сможет разобраться каждый желающий.
Преимущества станков для холодной ковки
Чтобы под механическим воздействием металл принял требуемую форму, используется метод холодной ковки. Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Еще одним неоспоримым преимуществом данного способа воздействия на металл является то, что в процессе создания не требуется наличие высочайшего мастерства. Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
- быстрой воспроизводимостью;
- низкой стоимостью;
- высокой скоростью изготовления;
- прочностью покрытия;
- отсутствием нагрева элементов.
Несмотря на то что кованые изделия, выполненные с помощью холодной ковки, имеют множество преимуществ, есть у них и определенные недостатки. Основными из них считаются простота форм и необходимость использования громоздкого и разнообразного оборудования.
Назначение и разновидности станков
Основным предназначением любого станка является облегчение ручного труда человека. Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
- изгиб профиля под требуемым углом;
- продольное скручивание заготовок;
- изготавливаются завитки или спирали.
При использовании приспособлений для холодной ковки получаются специфические детали, которые позволяют выстраивать их в определенной комбинации и создавать художественное полотно. Все станки, предназначенные для данного способа обработки металла, подразделяются на две категории: специализированные и универсальные.
Можно ли сделать станок собственными руками?
Приобрести приспособление для холодной ковки можно только в специализированном магазине или же сделать заказ в Интернете. В таком случае весь процесс приобретения напрямую зависит от платежеспособности покупателя. Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Можно обойтись и без станка, только в таком случае понадобится приложить максимум усилий для того, чтобы достичь желаемого результата. Соорудить приспособление для холодной ковки можно в двух вариантах:
- простом;
- универсальном.
Что касается первого, то в таком случае речь идет о тисках. Универсальная модель дополнена определенными элементами (такими как корзинка или фонарь).
Устройство станков
Все без исключения приспособления, предназначенные для холодной ковки, обладают определенными особенностями и параметрами. Для того чтобы начать заниматься этим не только увлекательным, но и прибыльным делом, требуется иметь представление о том, для чего используется каждый станок. В работе мастера применяют следующие виды приспособлений:
- Гибочные станки. Служат для изменения размеров изгибов и волн. Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
- Твистер – агрегат, оснащенный специализированным шаблоном, непосредственно к которому придавливается обрабатываемый металл. При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
- Основание с проставками создано для выполнения узоров совершенно любой вариации. Подобные механизмы имеют очень простую конструкцию.
Как собрать станок своими руками?
Перед тем как собирать приспособление для холодной ковки своими руками, требуется позаботиться о том, чтобы его основание было достаточно прочным. Только в таком случае результат оправдает ожидания. В качестве опоры могут использоваться швеллеры или двутавры, которые предварительно свариваются между собой. Также рекомендуется обязательно к опоре прикрепить лапы из аналогичного профиля и только после этого можно приниматься за изготовление остальных узлов.
Станок «Улитка»
Если появилось желание самостоятельно изготовить станок, то в таком случае «Улитка» будет одной из самых оптимальных конструкций. Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
В первую очередь необходимо позаботиться о наличии прочного каркаса. Не рекомендуется изготавливать его из деревянных брусьев, так как он не сможет выдержать длительных нагрузок. Самым оптимальным вариантом считается использование толстостенной трубы, металлических уголков или швеллеров.
Из металлической плиты необходимо вырезать в форме круга две столешницы. Именно этот элемент приспособления для холодной ковки металла будет принимать на себя основную часть нагрузки, поэтому на его качестве ни в коем случае нельзя экономить.
Также стоит позаботиться о наличии других необходимых деталей, к которым относится рычаг и вал. Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра. Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Как только все необходимые элементы будут готовы, можно приступать непосредственно к сборке станка. Все действия выполняются в следующей последовательности:
- сначала устанавливается каркас таким образом, чтобы до него обеспечивался беспрепятственный доступ со всех сторон;
- далее ножки станка бетонируются или закрепляются;
- затем к каркасу приваривается основная столешница;
- устанавливается главный вал и приваривается столешнице;
- элемент укрепляется специальными треугольниками и на него надевается вращающийся рычаг.
- после этого устанавливается верхняя столешница и приваривается к основному валу;
- завершается сборка монтажом на столешницу сегментов улитки.
Как только сборка приспособления для холодной ковки своими руками будет полностью завершена, проводится пробное сгибание. Эта операция делается в обязательном порядке.
Торсионный станок
Для одноосного продольного скручивания можно сделать приспособление для холодной ковки торсионного типа. Для основания в таком случае необходимо подготовить двутавр или швеллер.
После этого к нему нужно присоединить с помощью сварки железную полоску, на которую будут непосредственно установлены тиски для зажима. Они надежно закрепляются с помощью четырех болтов. Следующим этапом является наваривание на тиски рифленых пластин и установка направляющих роликов. К последним присоединяется зажимной узел, который обеспечивает подвижность заготовки.
Далее изготавливается специальная ручка, служащая для проворачивания подвижной части зажима. После завершения всех работ и полной сборки станка, он обязательно проверяется на прочность и работоспособность. Только после этого окончательно закрепляется на опорной раме.
Станок «Гнутик»
Чтобы каждое изделие было качественно изготовлено, станки и приспособления для холодной ковки в мастерской должны быть различных видов. Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Если было принято решение заниматься формованием изделий, то обязательно следует позаботиться о наличии станка под названием «Гнутик». Изготовить ее довольно просто. Достаточно четко следовать чертежу приспособления для холодной ковки. Также важно использовать инструментальную сталь.
Станок «Волна»
Согласно фото, приспособление для холодной ковки «Волна», состоит из закрепленных на рабочей столешнице пары стальных дисков с осью вращения.
Управляется он методом изменения расстояния между дисками. В процессе обработки прутка происходит формирование узора, затем он снимается и процесс осуществляется с другой стороны.
Станок-пресс
Для формирования наконечников прутьев необходимо иметь в наличии пресс. Для изготовления такого приспособления для холодной ковки металла своими руками нужно заказать шестерни, валы, валки и подшипниковые втулки. Все эти элементы приобретаются в магазине.
Агрегат функционирует в результате вращения штанги с грузами и отведения назад до упора винтового бойка.
Нюансы изготовления
Несмотря на то что множество станков, предназначенных для холодной ковки, сравнительно просто конструируются, перед их созданием рекомендуется ознакомиться с информацией и всеми нюансами изготовления. Это нужно сделать для того, чтобы в процессе сборки не возникло никаких непредвиденных обстоятельств, которые могут негативным образом сказаться на качестве изделия.
Перед тем как приступить непосредственно к конструированию станка для холодной ковки, необходимо составить чертеж, в котором будут в мельчайших деталях определены все особенности будущего приспособления. После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
Перед изготовлением станка нужно подготовить станину для того, чтобы все детали для конструирования располагались под рукой. Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Особенности соединения и покраски деталей
Как только изготовление приспособлений для холодной ковки будет завершено, можно приступать непосредственно к выполнению художественных элементов.
После изготовления деталей, их следует соединить между собой. Сделать это можно несколькими способами. Нередко элементы соединяются методом сварки. После фиксации и остывания образовавшаяся окалина стачивается.
Гораздо более красивым методом соединения считается использование хомутов, которые представляют собой проштампованные полоски металла. Как только все элементы будут зафиксированы между собой, осуществляется их окраска. Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Можно также использовать и порошковые составы, но технология будет относительно дорогой. Перед тем как нанести эмаль на поверхность, последняя должна быть тщательно подготовлена. Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Подводим итоги
Перед тем как приступить к созданию художественных изделий из металла, нужно позаботиться о наличии всех инструментов и приспособлений для холодной ковки. Все работы должны выполняться осторожно и внимательно. Только в таком случае можно добиться идеального результата.
В большинстве случаев изготовить станки для холодной ковки намного выгоднее собственными руками. Эти приспособления играют важную роль и необходимы для производства качественных изделий. Это объясняется тем, что далеко не каждый элемент представляется возможным обработать с помощью ручных приспособлений, да и стоимость большинства станков является достаточно высокой, даже в том случае когда речь идет о самых элементарных агрегатах.
Многие мастера предпочитают самостоятельно изготавливать станки, которые помогают сделать довольно оригинальные изделия. В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
Как создавать художественные изделия из металла. Холодная штамповка
Для изготовления кованых изделий используются два метода — холодная и горячая обработка. Первый способ отличается невысокой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно сделать станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства кованых металлических изделий необходимо обеспечить процесс их контролируемой деформации.При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Он состоит из зерен неправильной формы. В результате деформации конструкции машины для холодной штамповки заготовка уплотняется и меняет конфигурацию. Поскольку одним из условий является сохранение свойств детали, необходимо подбирать чертежи для изготовления станков.
Особенности холодной ковки металла, требования к устройствам для этого:
- можно обрабатывать только низкоуглеродистые стали, обладающие высокой степенью пластичности;
- различного сечения;
- предварительный расчет габаритов готовой продукции. В процессе их изготовления требуется постоянный контроль геометрических параметров;
- использование различных машин для формирования желаемой конфигурации.
В качестве заготовок используются прутки
В настоящее время для художественной обработки металлов методом холодной ковки применяется ряд специальных инструментов. Некоторые из них можно сделать самому. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут одновременно выполнять несколько функций — эстетических и эксплуатационных. Это касается барьерных конструкций различной конфигурации, например, волновой.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа «улитка».С их помощью формируются спиральные заготовки. Конструкция оборудования позволяет изготовить его самостоятельно.
Чертеж станка «улитка» может быть адаптирован для производства определенного вида художественной ковки. Для этого нужно знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрических параметров и формы исходного материала;
- .
Плановое исполнение
Для массового производства необходимо изготовить кузнечно-электрический станок.Если вы планируете работать дома, подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит сгибать бруски большого сечения.
Для формирования разных углов требуется ручной изгиб — одно из самых необходимых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой расположены два опорных вала и подвижный упор.
Заготовка помещается между опорными валами и клином.Последний имеет механизм перемещения в сторону упоров. В результате этого действия возникает худоба. обработка стального прутка. Таким способом можно изготавливать кованые изделия различной формы.
Особенности использования гайки, необходимые для правильного составления ее рисунка:
- предварительный расчет угла деформации;
- в конструкции может быть предусмотрена дополнительная гибочная часть. Для этого установите еще один вращающийся вал;
- монтажный узел для крепления к столу.
Для изготовления гнутки необходимо использовать инструментальную сталь. Это связано с высокими нагрузками при эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого нужно модернизировать исходный рисунок.
Минимальный и максимальный радиус изгиба для тонкой поковки должен быть рассчитан на основе геометрических параметров заготовки.
Крутильная машина для холодной штамповки
Современную художественную ковку сложно представить без винтовых элементов.Для производства аналогичных тонких. детали предназначены для твистера — самодельного станка для холодной ковки.
Особенностью этого инструмента является разматывание стержня по оси. Конструктивно чертеж станка состоит из двух частей — крепежной и подвижной. Деталь скрепляется между ними, и ее информация выполняется с помощью поворотной ручки.
Производительность устройства:
- расчет прижимного рычага для минимизации усилий при изготовлении заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента.Это позволит изготавливать детали разной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно изготавливать кованые элементы оконных решеток, стальных ограждений и т. Д.
Это основной перечень машин холодной ковки. Но кроме них используется различное оборудование, предназначенное для создания действительно тонкого. продукты.
На видео представлены примеры станков для холодной ковки металлов в домашних условиях:
Станки для холодной ковки пригодятся тем, кто любит мастерить и знаком с таким оборудованием.Многие люди используют машины для создания усадеб, интерьеров и подарков. Изделия, изготовленные методом холодной ковки, используются в качестве украшения наряду с другими элементами декора. Холодная ковка требует больших усилий. Дома это сделать сложно. Самый простой способ — художественная холодная ковка.
Чтобы сделать обычное изделие своими руками, вам потребуются инструменты и чертежи. Эти изделия снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы в стыках не было кривизны.Перед тем, как создать самодельный станок для холодной ковки, нужно заняться дизайном. Чтобы делать точные разметки, вам нужно использовать миллиметровую бумагу.
Для начала нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметрию узоров. Расстояние витков нужно размещать так, чтобы оно было больше диаметра стержней и чтобы можно было взять изготовленное изделие из станка. При создании рабочей поверхности нужно использовать листовой металл. Размеры определяются на основе размеров и используемых деталей.Для создания формы понадобится листовой металл в виде полос.
Перед началом работ всем новичкам необходимо ознакомиться с видеороликами по оборудованию для холодной ковки своими руками.
Инструменты и материалы для холодной ковки :
Самым главным приспособлением всегда был гнутик для работы. Используется при изменении формы металла. Основная функция сгиба — сгибать деталь под разными углами.
Улитка применяется для манипуляции по спирали.Это инструмент для гибки различных изделий, профилей и т. Д. При работе с этим инструментом можно не ограничивать спираль по радиусу и вносить нужное значение.
Требуется фонарик для гибки металлических материалов. С помощью фонарика обрабатываются металлические стержни. Благодаря насадке с волнами можно создавать волны и изогнутые детали. Волна применяется при обработке труб круглого сечения.
Твистер имеет подобие фонарика.С его помощью можно крутить стержни.
Globe помогает создать большую дугу из профиля толщиной до 12 мм. В конце также загибают заготовки. Это самый легкий инструмент, и его часто делают вручную.
Станок холодной ковки своими руками, чертежи
По размеру конструкции можно сваривать небольшие отрезки прутьев с расстоянием 5-6 см. В конструкции необходимо проделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обращать внимание на виды основных работ: вытяжка, сгибание и скручивание. Все эти механизмы можно объединить в один. В процессе рисования изделию создается желаемая форма. Лучше всего пропускать продукт через ролики или пресс, из-за этого может уменьшиться сечение исходного материала. Основной процесс гибки состоит из гибки детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона из чертежа;
- приваривание завитка к стальной пластине;
- лист должен быть закреплен на машине в держателе;
- Установка паза и окончательная фиксация.
При создании шаблона необходимо выполнить специальный шов снаружи, чтобы он не мешал работе материала в дальнейшем.
Типы машин холодной ковки
Машины холодной ковки бывают нескольких типов:
Как сделать ковочный станок своими руками?
Из-за дороговизны станков для холодной ковки, а также зависимости цен от производителей, многие прибегают к изготовлению таких станков своими руками.
При создании самодельного станка « Улитка .
» вам понадобится:
- прутки металлические;
- стальных листов в виде полос;
- труба специальная;
- сварка, плоскогубцы, болгарка.
Базовая схема для создания станка:
- Возьмите обычный лист, нанесите на него спиральный узор, проверьте размеры резьбы;
- с помощью болгарки нужно сделать из пластины два отдельных листа;
Первый с параметрами 100×100 мм, второй 130×130 мм.
- взять стержень и полосы из стали, очистить края резов от заусенцев;
- с помощью плоскогубцев изогнуть стальную полосу согласно схеме;
- сварных элементов;
- приварить стальную трубу снизу.
Вот весь простой процесс создания кузнечного станка из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, используемых в работе.
Как создать ковочный станок для торсиона ? Этот станок используется при скручивании спиралей змеевидной формы из металла.
Инструменты для создания:
- лист стальной;
- балка;
- тиски и крепежные детали;
- редуктор, цепной или электродвигатель;
- болгарский;
- сварка.
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных станков своими руками. Главное желание и трудолюбие, тогда все получится. Оборудование и аксессуары для холодной штамповки можно приобрести в любом специализированном магазине.
Холодная штамповка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды машин и устройств для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Аппарат «Гнутик»
Купленный или самодельный «Гнутик» — универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с суппортом, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Чтобы масштабировать размеры, вот чертеж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла на «Гнутик»
Вот так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратного сечения, по продольной оси. Это простое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — улитка-лапа; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — проточка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
Результат должен быть такой прибор:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — база; 5 — направляющие полозья; 6 — ось; 7 — бегунок; 8 — осевая гайка; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — барашек эксцентричный; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.
Несколько полезных видеороликов по самодельным машинам «Улитки».
Делаем улитку
Машинный режим
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
В ролике работа на «Глобусе»
Используя чисто мускульную силу, лук большого диаметра можно сделать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т. Д.
Образец
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные продукты
Устройство в действии
Устройство «Фонарик»
На данной машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу действия станок аналогичен «Твистеру», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Струбцина» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения «гусиные лапки»
«Гусиная лапка» — расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины для различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Станок для гусиных лапок
Устройство для ковки «гусиные лапки»
Подробный процесс изготовления штампов
Ниже показан прокатный станок для выполнения той же операции.
Станок для катания «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от комбайна
б / у.
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, из заготовки толщиной 30 мм вырезается матрица — самый трудоемкий процесс.
Для холодной ковки также потребуются наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Холодная штамповка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды машин и устройств для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Аппарат «Гнутик»
Купленный или самодельный «Гнутик» — универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с суппортом, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Чтобы масштабировать размеры, вот чертеж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла на «Гнутик»
Вот так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратного сечения, по продольной оси. Это простое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — улитка-лапа; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — проточка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
Результат должен быть такой прибор:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — база; 5 — направляющие полозья; 6 — ось; 7 — бегунок; 8 — осевая гайка; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — барашек эксцентричный; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.
Несколько полезных видеороликов по самодельным машинам «Улитки».
Делаем улитку
Машинный режим
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
В ролике работа на «Глобусе»
Используя чисто мускульную силу, лук большого диаметра можно сделать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т. Д.
Образец
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные продукты
Устройство в действии
Устройство «Фонарик»
На данной машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу действия станок аналогичен «Твистеру», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Струбцина» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения «гусиные лапки»
«Гусиная лапка» — расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины для различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Станок для гусиных лапок
Устройство для ковки «гусиные лапки»
Подробный процесс изготовления штампов
Ниже показан прокатный станок для выполнения той же операции.
Станок для катания «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от комбайна
б / у.
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, из заготовки толщиной 30 мм вырезается матрица — самый трудоемкий процесс.
Для холодной ковки также потребуются наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и использовать металлы в своей жизни. До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашнего обихода и ювелирных украшений.
Чтобы освоить традиционное кузнечное дело, требовалось много времени, чтобы научиться и набираться опыта. Изделия кузнеца получились очень трудоемкими и уникальными, это несомненный плюс для художественного творчества и не менее очевидный недостаток там, где необходимо большое количество идентичных изделий.
Недостатки горячей штамповки такие как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки не имеет недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механических напряжений. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, таких как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные заборы, беседки, скамейки, элементы декора и домашнюю утварь в разумные сроки и по доступной цене, в несколько раз, а то и в десятки раз ниже, чем при использовании горячей ковки.
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используются специальные станки.
- Гнутик — один из самых популярных. Он позволяет изгибать брус под заданным углом и радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсион предназначен для скручивания стержня вдоль его продольной оси.
Устройство «Гнутик»
Ролики на неподвижных упорах сменные, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. К подвижному упору также прикрепляется съемный ролик или клин, в зависимости от необходимой формы изгиба.
Пока прямая заготовка еще зажата неподвижными упорами и, вращая привод червячной передачи изгиба, к ней подводят подвижный упор — клин или ролик. Продолжая вращать привод, согните заготовку на нужный угол.
Сделать гайку для холодной ковки своими руками вполне реально, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании и сверлении отверстий в высокопрочной стали.
Если такого оборудования в цехе еще нет, то лучше оформить заказ на основные детали хлыста в производстве — сверлом и лобзиком такие работы не будут.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера.Лучше всего обработать детали пескоструйной очисткой, чтобы удалить возможную ржавчину и очистить поверхность перед сваркой и покраской. Пескоструйный агрегат также можно изготовить автономно из использованного газового баллона, пары насадок и кранов. Керамический корпус использованной свечи зажигания можно использовать для форсунки. Для этого достаточно иметь навыки сварщика и слесаря.
После пескоструйной обработки детали выкладываются на место сборки. Для удобства работы можно использовать подкладочные бруски. После того, как детали были размещены, стоит еще раз проверить, соответствуют ли они чертежу.Далее, закрепив хомутами ключевые элементы конструкции, необходимо прижать их друг к другу точечной сваркой. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки требуется очистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах — вручную. Конструкция готова к покраске. В зависимости от выбранных грунтовок и финишных покрытий, а также от способа нанесения, сборка размещается на распорных стержнях или фиксируется вертикально с помощью временных упоров.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора; для редкой решетки для уменьшения потери краски придется вооружиться кисточкой.
Холоднокованые изделия
Методом холодной ковки изготавливается широкий спектр изделий. Это, прежде всего, элементы решеток и заборов — как сами штанги, так и перекладины, вершины, украшения. С расстояния в несколько метров его сложно отличить от кованой решетки.Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обыкновенный забор помимо утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые стойки для фонарей, перила для мостов над прудами, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории. Да и саму беседку неплохо сделать из кованого бруса. Завитки и спирали придадут ему неожиданную для сурового металла легкость и воздушность, а закрученные опоры подчеркнут устремление кверху.
Сегодня широко распространены кованые мангалы, которые эстетически дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Также очень популярны перила балюстрады, лестницы и балкона. Завитки и спирали здесь также широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней.Также на торсионном станке производят т.н. «Фонарик» — несколько гнутых по спирали стержней, соединенных концами сваркой.
Следующая область применения холодной ковки — это внутренняя отделка и детали мебели. Дверные ручки и защелки, каминные инструменты и вешалки, подставки для зонтов и карнизы для штор и карнизы — здесь широко используются маленькие завитки и витые стержни.
Мебель изготавливается как для садовой мебели, которая не боится осадков и смены времен года, так и для домашней мебели, сочетающей металл с деревом и тканью.
Производитель запчастей с холодной головкой | Федеральная группа США
Преимущества холодной товарной позиции
Поскольку объем заготовки забивается в матрицу, а резка не требуется, в процессе остается мало или совсем нет брака. Холодная высадка позволяет создавать более прочные изделия гораздо эффективнее. Кроме того, поскольку не требуется тепла, это снижает воздействие на окружающую среду, и рабочие получают более безопасную среду. Производство происходит быстро, без необходимости охлаждения, и создаются изделия с более точными допусками без дополнительных операций.
Недостатки холодной высадки
Без нагрева детали должны создаваться с большей силой. Хотя штампы могут быть дешевле, необходимое оборудование больше и дороже. Детали не могут быть такими толстыми, как они могут быть при обработке, потому что молотки могут только загнать такое количество металла в заданное пространство. Более твердые металлы могут потребовать нескольких ударов для заполнения штампа, а некоторые материалы вообще нельзя использовать в машине для холодной высадки. Более сложные детали потребуют вторичных операций, поскольку машины для холодной высадки не могут выполнять такие операции, как прокатка, штамповка или гибка.
Приложения для холодной высадки
Холодная высадка обычно используется для создания таких деталей, как простые крепежные детали, хотя с постоянно совершенствующимися технологиями холодная высадка может использоваться для создания узкоспециализированных крепежных изделий и специальных деталей. Сюда входят крепежные детали, используемые в мостах, автомобилестроении, электронике и специальные болты.
Возможности компании Federal Group по холодной высадке
Наше оборудование варьируется от ваших средних 2 штампов / 2 выдувных машин до самых современных доступных машин с 5 штампами / 5 выдувными устройствами.Мы используем широкий спектр материалов, таких как сталь, нержавеющая сталь, сплав, латунь, бронза, медь, инконель, 17-4ph, экзотические и специально смешанные материалы.
Краткий перечень наших сильных сторон: автомобильные компоненты, заготовки шестерен, шариковые шпильки, поршневые пальцы, кожухи свечей зажигания, держатели пружин клапанов, тарельчатые клапаны двигателя (впускной и выпускной), валы трансмиссии, сельскохозяйственные детали, подшипники, винты, болты, гайки, специальные детали. и по элементам печати.
Что такое холодная высадка? — Grandeur Fasteners, Inc.
Что такое холодная высадка? Давайте начнем с определения общего термина вместе с основными принципами участия в процессе холодной высадки.
Холодная головка
/ kōld / / ‘hediNG /
глагол
- Процесс постепенного формирования заданной формы из металлической проволоки без добавления тепла — с использованием повторяющейся серии штампов, молотков и пуансонов на высокой скорости.
Проще говоря: холодная высадка — это подача проволоки в машину, разрезание ее на куски и удар по ней.Материал не нагревается и не подвергается механической обработке, ему придается желаемая форма при комнатной температуре. Возможность формировать материал вместо его удаления делает этот процесс чрезвычайно эффективным и рентабельным при производстве больших партий.
В Grandeur Fasteners мы проектируем и производим собственные инструменты и производим почти все формы крепежа, включая несколько конфигураций высадки, индивидуальные формы головок и замены для сборок, состоящих из нескольких частей. Преобразование ваших поставок в холодную высадку может принести пользу во многих отношениях.
- Жесткие допуски
- Скоростная производительность
- Возможности для больших объемов
- Сниженные отходы сырья
- Улучшенные физические свойства
- Снижение затрат по сравнению с обработкой
- включают широкий диапазон диаметров
- Стандартные и нестандартные комплектации изготавливаются по спецификации заказчика.
- Доступно множество дополнительных операций для изготовления деталей по индивидуальному заказу
Возможности
Холодная высадка (или холодная штамповка) — это метод постепенного формования металла в детали в форме сетки или детали, близкие к форме сетки.Начиная с заготовки, которая вырезается из непрерывной катушки проволочного материала; В машине для холодной высадки используется серия мощных молотков и штампов для изготовления детали. Этот процесс практически не приводит к отходам, обеспечивает значительную экономию материальных затрат, а объем исходной заготовки примерно такой же, как и у готовой детали. Чистый объем остается прежним, поскольку материал формируется в матрице, а не вырезается из заготовки. В процессе холодной высадки создается более прочная деталь с гладкими сплошными поверхностями, улучшая при этом поток зерна материала.
Напротив, операции по резке металла обычно выполняются медленно и могут приводить к образованию до 60% отходов.
Холодная высадка более эффективна, чем механическая обработка, что позволяет быстро производить большие партии с сохранением допусков до +/- 0,002 ″ без дополнительных операций.
Прогресс
Прогресс — это процесс постепенного развития к более продвинутому состоянию. Начиная со слага, на каждом этапе прогрессии материал все ближе и ближе к его окончательной форме.Сложные застежки часто требуют более длительного выполнения, чем простые застежки, так как многие простые застежки могут быть завершены за 1-2 удара на машине для холодной высадки.
Прогресс не для всех частей одинаков. Каждый тип крепежа или компонента имеет свою собственную серию пуансонов, штампов и молотков, разработанных в соответствии с уникальными техническими характеристиками. Требования к материалам также играют роль в том, как разработан прогресс. Более мягкие металлы (например, медь, алюминий) образуются легче, а более твердые (например, медь, алюминий).грамм. Нержавеющая сталь, никелевый сплав) может потребоваться несколько ударов для достижения окончательной формы.
Основные методы формования
Осадки и экструзия — это два основных типа технологий, используемых при производстве с холодной головкой. Эти методы включают контролируемое формование материала путем приложения силы, достаточной для того, чтобы материал заполнил пустое пространство внутри штампа. Каждая матрица спроектирована соответствующим образом, чтобы обеспечить необходимое количество движения материала на протяжении всего процесса.
Осадки
Осадки — это наиболее распространенный и основной метод, используемый сегодня при холодной высадке. Осадка образуется при уменьшении высоты пули и увеличении начального диаметра. Этот метод часто используется для создания головки детали и может быть сформирован с помощью открытых инструментов, между инструментами или закрытыми инструментами — в зависимости от расположения и формы высадки. Для составных частей может потребоваться несколько головок и диаметров. Для достижения этих сложных конфигураций на протяжении всего процесса разработки детали используются различные отклонения.
Экструзии
Другой распространенный метод холодной высадки называется экструзией. Существует два типа выдавливания: прямое и обратное.
Прямые экструзии проталкивают материал через отверстие меньшего диаметра, тем самым уменьшая его диаметр и увеличивая длину. Исходный материал может частично или полностью содержаться в инструментах до начала этого типа экструзии.
Обратное выдавливание заставляет материал обтекать проникающий пуансон или штифт, находясь в штампе или вставке пуансона. Эта экструзия обычно используется для формирования отверстия или полости внутри детали.
Вторичные операции
Сложные крепежные детали и компоненты часто требуют вторичных операций для производства готовых деталей. Эти операции нельзя выполнять на машине холодной высадки, и они дополняют процесс холодной высадки.
- Резьбовой ролик
- Сверло и метчик
- Накатка и обработка канавок
- Штамповка
- Термообработка
- Покрытие
- Шлифовка и бритье
- Обработка и полировка металла
- Фрезерный станок с ЧПУ
- Развернуть
- Пирс
Холодная высадка изначально предназначалась для изготовления крепежных изделий. Однако с учетом современных технологических достижений и исследований холодноголовые детали, крепежные детали и компоненты можно найти в тысячах различных продуктов и конструкций по всему миру.Этот процесс постоянно совершенствуется для новых приложений, что позволяет увеличить производство и снизить затраты для производителей.
С 1975 года мы постоянно улучшаем наш процесс, находя новые способы помочь нашим клиентам снизить затраты. Являясь ведущим и лучшим поставщиком в отрасли, компания Grandeur производит узкоспециализированные крепежные изделия непревзойденного качества по индивидуальному заказу. Если для вашей застежки или компонента требуется что-то особенное, будь то материал или дизайн, тогда Grandeur Fasteners может вам подойти.Свяжитесь с нами сегодня, чтобы запросить ценовое предложение или узнать, подходит ли вам холодная высадка!
Автор: Derrick Pledger
Внутренние продажи и маркетинг
Телефон: 479-489-5168
Grandeur Fasteners, Inc.
[email protected]
Как это работает — холодное формование позволяет производить крепеж и многое другое
Сегодняшний мировой архив механической обработки: Январь 2008 г., Vol. 4, выпуск 01
Детали без стружки
«Холодная высадка — это, по сути, заливка материала в матрицу и удар по ней», — сказал один отраслевой эксперт.В отличие от горячей ковки, где металл нагревается перед формованием, или литья, где металл плавится и затвердевает, холодная высадка и другие методы холодной штамповки вызывают деформацию металла при комнатной температуре. Хотя в 1794 году в США был выдан патент на «холодную головку» (на самом деле заклепочную машину), холодная штамповка стала практичной технологией производства после Второй мировой войны.
Типичный метод одной штамповки и двух пуансонов широко используется при производстве деталей с головками, особенно крепежных деталей. Первый удар сочетает частичную высадку головки (конусность) с выдавливанием хвостовика.Затем второй удар завершает форму головы. (Иллюстрации любезно предоставлены Capenter Technology Corporation.)
Матрица и пуансон
Современные машины для холодной штамповки, также называемые жатками или формовочными машинами, имеют от одной до семи станций штамповки напротив ряда пуансонов, установленных на салазках, которые обычно перемещаются горизонтально. Распространенным типом, используемым для изготовления болтов или винтов, является насадка с одним штампом и двумя ударами, аналогичная показанному на рисунке примеру. Он имеет одну матрицу, диаметр которой равен диаметру стержня формируемого болта или винта.По материалу матрицы один за другим наносят удары двумя разными пуансонами.
Крупный план пуансонов в многополюсной жатке. (Корпорация Reed & Prince Manufacturing. Фото Джин Батлер.)
Существует предел того, насколько сильно вы можете деформировать материал одним ударом, поэтому для создания правильной геометрии головки часто необходимы два удара, — сказал Стив Коупленд, вице-президент по продажам и маркетингу Reed Machinery, Inc. Вустер, штат Массачусетс. Первый удар делает форму тюльпана.Затем механизм переключения перемещает первый пуансон и устанавливает второй на место. Второй пробойник дает окончательную форму головы. После второго удара выбивающий штифт выталкивает деталь из матрицы. На жатке с несколькими штампами есть передаточная стойка с пальцами, которые захватывают деталь и перемещают ее от одной станции штампа к другой. При необходимости механизм переноса может повернуть деталь на 180 градусов, чтобы следующий удар попал в другой конец детали.
Матрица и пуансон
Форма металлической заготовки, наиболее часто используемой при холодной штамповке, — это «проволока», диаметр которой может составлять полдюйма или более.Он поставляется в больших бухтах, удобных для подачи в машины, производящие много деталей в минуту. Когда металл сжимается внутри штампа, важно вводить в штамп только правильное количество материала, часто в пределах плюс-минус один процент или даже меньше. Слишком мало материала не заполнит матрицу, что приведет к плохой детали. Слишком большое количество материала может привести к деформации детали или появлению заусенцев, которые необходимо удалить. Избыток материала может вызвать раскол матрицы при ударе пуансона. Машины для холодной штамповки предназначены для отрезания проволоки определенной длины, но диаметр проволоки также должен быть точным.Чтобы обеспечить это, многие магазины проводят окончательную вытяжку проволоки от 3 до 10 процентов, прежде чем она будет разрезана и сформирована, чтобы получить хороший, жесткий допуск на диаметр, сказал Кевин Хьюз, специалист по изделиям из проволоки, Carpenter Technology Corporation, Рединг, Пенсильвания.
Больше не просто крепеж
Изначально для изготовления головок крепежа применялась холодная высадка. Кусок проволоки удерживался на месте, и удар по одному его концу вызывал растекание части материала или «грибовидную форму», создавая головку для крепежа без необходимости обработки большого количества материала для формирования стержня.После формирования головки нити можно было обрезать или накатывать. Этот процесс не только быстро сформировал застежку, но и позволил эффективно использовать материал, практически не производя брака.
Пример детали, переведенной с винтовой обработки на холодную штамповку. Первоначально обрабатывалась плоскость на правой стороне хвостовика и просверлялось отверстие. На детали, подвергнутой холодной штамповке, формируется плоскость и создается отверстие путем обратной экструзии. Формовщик деталей с несколькими головками производит их со скоростью 140 штук в минуту.(Фотография любезно предоставлена Reed & Prince Manufacturing Corporation.)
Помимо крепежа, многие виды деталей сложной формы можно изготавливать путем холодной штамповки. Машины можно назвать «заголовками», но они делают гораздо больше, чем просто заголовок.
Инструмент может быть разработан для выдавливания материала. Когда пуансон попадает в каждую станцию, он вдавливает материал вперед в матрицу, создавая суженную секцию, конус или хвостовик. Или пуансон может давить на материал в пределах штампа, так что материал выдавливается назад над пуансоном, создавая стенки отверстия.Кроме того, в инструмент можно встроить формы и контуры для создания шлицев, зубьев шестерен и других элементов.
Высаживание, другой термин для обозначения заголовка включает образование выпуклости в цилиндрической части, а также формирование головки на одном конце.
Используя сложную оснастку, обеспечивающую сочетание осадки и экструзии, когда пуансон ударяет по каждой станции, станок для холодной штамповки может изготавливать сложные детали. Допуски на размеры и качество поверхности могут соперничать с теми, которые достигаются при механической обработке, в зависимости от цеха и точности инструмента.
Таким образом, холодная штамповка позволяет изготавливать детали почти чистой формы, используя минимум материала, с жесткими допусками и со скоростью десятки или сотни в минуту. Кроме того, холодногнутые детали демонстрируют отличную прочность, поскольку материал принимает свою окончательную форму, а не режется, как при механической обработке.
Однако все это добра не дается бесплатно. Затраты на инструмент для холодной штамповки могут быть значительными: от 5000 до 25000 долларов за набор инструментов, в зависимости от сложности геометрии детали.Время разработки и настройки для обработки холодногнутых деталей часто измеряется неделями, что намного больше, чем на программирование и настройку той же детали на токарном станке с ЧПУ или обрабатывающем центре. Для небольших партий холодное формование может оказаться неэффективным.
Какие количества экономичны? Это зависит от цеха холодной штамповки. Компания Reed & Prince регулярно заказывает около 1000 специальных больших шурупов по дереву, используемых в Атлантик-Сити для ремонта дощатого настила, и постоянно производит много миллионов маленьких штифтов с точными канавками и накаткой в год.Другие источники рекомендуют количество в сотни тысяч или миллионы.
Buchanan Metal Forming, Inc., Бьюкенен, штат Мичиган, — это предприятие по холодной ковке, которое производит более крупные детали, в основном от одного до 20 фунтов. диапазон. По словам Криса Таппера, президента и генерального директора компании, для его процесса рентабельные объемы производства могут варьироваться от минимум пары тысяч до максимум 250 000 деталей.
Сравнение холодной штамповки и механической обработки
Обработанная деталь начинается с куска материала, достаточно большого, чтобы вместить желаемую деталь.Затем вы отсекаете все, что вам не нужно. Это производит стружку, которая является бесполезным материалом. Резка также может нарушить зернистую структуру металла.
Однако при холодной штамповке материал используется очень эффективно. Он также имеет тенденцию производить очень прочные детали, поскольку материал принимает желаемые формы, сохраняя свою зернистую структуру. А холодная штамповка производит детали быстро — десятки или сотни деталей в минуту.
Некоторые обрабатываемые детали, производимые в больших количествах, особенно небольшие круглые детали, такие как детали, изготовленные на винтовых станках, могут быть изготовлены более экономично с помощью холодной штамповки.По словам Джеймса Ричардсона, президента Reed & Prince Manufacturing Corporation, экономия может быть больше или равна 50 процентам. Если деталь, подвергнутая холодной штамповке, может заменить сборку, состоящую из нескольких частей, экономия может быть еще более значительной.
Таким образом, холодная штамповка часто рассматривается как прямой конкурент механической обработке. Однако механический цех иногда может использовать преимущества холодной штамповки, имея заготовку для детали, подвергнутую холодной штамповке до почти чистой формы, а затем выполняя чистовую механическую обработку. Это позволяет сэкономить на материальных затратах и времени обработки.И Ричардсон из Reed & Prince, и Тэппер из Buchanan Metal Forming сообщили, что у них есть клиенты из механических цехов, которые заказывают заготовки холодной штамповки.
В Buchanan Metal Forming Тэппер обнаруживает, что иногда механические мастерские приходят к нему с деталями, которые особенно сложно обработать, например, с внутренним зубчатым колесом или шлицем в глухом отверстии. «Один клиент, у которого было самое высокотехнологичное формовочное оборудование, раньше занимал пять минут, чтобы вырезать внутреннюю шлицевую шпонку», — сказал Таппер. «Этот клиент смог сократить это время до двух с половиной минут.Мы сделали это за шесть секунд ». Бьюкенен холодно формирует заготовку для клиента, который затем обрабатывает ее. На чертеже изображена холоднокованая заготовка с внутренним шлицем. Пунктирная линия указывает на окончательно обработанную поверхность.
Большинство компаний по холодной штамповке будут работать со своими клиентами в механических цехах, чтобы определить правильный материал и геометрию для заготовок, которые будут подвергаться чистовой обработке.
Материалы для холодной штамповки
Лучшим материалом для холодной штамповки детали может быть не тот материал, который вы использовали бы для ее обработки.Компания по холодной штамповке или поставщик материалов могут вместе с вами определить правильный сплав для вашей детали при холодной штамповке. «Расход материала и пластичность — очень важные вопросы», — сказал Хьюз. Знание поведения материалов может стать решающим фактором между успешным переходом к холодной штамповке и неудачным экспериментом. Специалисты по холодному формованию проконсультируют вас, и вы должны быть открыты для их рекомендаций. Например, любое содержание серы в металле может отрицательно повлиять на процесс заголовка.Свойства, которые сера придает легирующему сплаву, повышают вероятность разрушения материала в процессе холодной штамповки. Таким образом, такой материал, как нержавеющая сталь Тип 303, не подойдет. Однако 302 HQ (качество заголовка) было бы идеальным. Материал должен быть как можно более мягким, после финишной обработки заказывать отжиг.
Еще одна вещь, на которую следует обращать внимание на материал для холодной штамповки, — это высокое отношение предела текучести к пределу прочности. По словам Хьюза, это позволит вам выполнить больше холодных работ до того, как деталь сломается.
Детали холоднокованые. (Фото любезно предоставлено Buchanan Metal Forming, Inc.)
Тот же старый принцип, новые продукты
Современная технология холодной штамповки далеко ушла от простого процесса холодной высадки, который используется в производстве крепежных изделий более ста лет. В то время как холодная штамповка все еще «берет кусок металла и ударяет по нему молотком», теперь этот процесс позволяет экономично производить сложные прецизионные детали в больших количествах.
Sacma — Выигрышные технологии
SACMA , основанная в 1939 году, начала проектировать и производить станки для холодной ковки незадолго до мировой войны.Постоянное развитие и значительный рост сделали название SACMA хорошо известным мировым производителям крепежа и специальных деталей.
Ежедневно более 6500 машин SACMA работают по всему миру, на сотнях заводов, превращая тысячи тонн в высококачественные крепежные детали и специальные детали, используемые во многих различных отраслях промышленности.
Для промышленности, которая массово производит расходные материалы, такие как крепежные детали, преимущество холодной ковки является неизбежным следствием по причинам высокой прочности, жестких допусков, сокращения отходов, конкурентоспособности и производительности.
В рамках стратегии поставки станков высочайшего технологического уровня, SACMA продолжает совершенствовать и разрабатывать новые модели прогрессивных станков холодной штамповки и комбинированных производителей болтов, поставляя их на постоянно растущий рынок деталей нетто-формы.
Конечные пользователи высоко ценят машины SACMA и считают их хорошо спроектированными, хорошо изготовленными, мощными, щедрыми в изготовлении специальных деталей, гибкими для изготовления длинных или коротких деталей, быстрыми, надежными и производящими дешевое производство.Чтобы помочь своим клиентам по всему миру, SACMA разработала эффективные сервисные центры по всему миру, способные поставить любую запасную часть в очень короткие сроки, чтобы клиенты всегда работали и производили запчасти.
На следующих страницах мы хотели бы дать вам четкое представление о том, что такое Winning Technologies ®
которые сделали SACMA настолько известным и успешным в мире.
ГЛАВНАЯ РАМА МОНОБЛОКА
Основная рама является основополагающим элементом любой машины, особенно машины холодной штамповки, поскольку она обеспечивает жесткость, точность и надежность во времени.Для этого базового компонента опыт, накопленный на протяжении многих лет, исследования с использованием самых сложных методов моделирования и экспериментальный анализ деформации были главными элементами проектирования.
Среди различных методов производства SACMA выбрала моноблочную отливку из перлитного чугуна с шаровидным графитом, нормализованную и стабилизированную старением более 12 месяцев, чтобы гарантировать максимальную жесткость и высочайший уровень устойчивости при больших нагрузках.
Кроме того, выбор лучших поставщиков отливок вместе с постоянным контролем соответствия техническим характеристикам SACMA — лучшая гарантия постоянного качества.Точная обработка, строгий контроль процесса, высокая степень подавления вибраций, типичная характеристика этого материала, делают наши машины идеальными для производства деталей с постоянными стандартами точности на протяжении многих лет.
СВЕРХТОЧНОСТЬ
Высокая точность обработки необходима для производственных машин, которые должны работать с высокой производительностью и эффективностью.
Для достижения этой цели не должно быть никаких компромиссов в отношении качества каких-либо механических компонентов, присутствующих в машинах, которые подвергаются высоким нагрузкам, например, в машинах для холодной штамповки.
Компания SACMA выбрала производство всех компонентов на собственном предприятии и установила самое современное производственное оборудование, доступное сегодня на рынке, для обеспечения общего качества всей своей продукции.
Систематическая и тщательная процедура проверки всех изготовленных деталей перед складированием на склад является лучшей гарантией взаимозаменяемости и доступности запасных частей.
Правильный выбор материалов с высокой прочностью на разрыв, надлежащие характеристики термообработки, точность операций шлифовки и притирки поверхности делают станок SACMA самым надежным, самым производительным и самым дешевым станком в производстве.
БЫСТРАЯ ЗАМЕНА ИНСТРУМЕНТА
Концепция выполнения смены инструмента в кратчайшие сроки представляет собой бесспорную необходимость для современного промышленного производства холоднокованых деталей меньшими партиями, что делает формовку более конкурентоспособной по сравнению с традиционными методами обработки.
При разработке системы смены инструмента SACMA не пошла на компромисс в отношении жесткости и мощности станков; типичная характеристика его машин.Система быстрой смены инструмента CR, стандартная для станков серий 3, 4, 5 и 6, позволяет легко снимать штамповочный блок, зажимаемый гидравлически, а также легко снимать надрессоренный блок пуансона и весь передаточный узел.
В качестве опции можно выбрать из множества различных принадлежностей, предназначенных для действительно быстрой замены держателей инструмента. Доступны стенд для установки оператора, сервисная тележка или полный внешний стенд для центровки и наладки инструмента.
ПРЕДВАРИТЕЛЬНАЯ НАСТРОЙКА ИНСТРУМЕНТА
Станки для быстрой смены инструмента SACMA — CR, разработанные для выполнения производственных изменений в короткие сроки, по-прежнему обладают известными характеристиками прочности, точности, надежности и эффективности, типичными для станка SACMA .
Станки SACMA могут быть оснащены внешним стендом предварительной настройки для настройки инструментов.
Стенд предварительной настройки позволяет выполнять вне станка точное совмещение пуансонов с матрицами, правильное осевое положение пуансонов и идеальную настройку передаточных пальцев. Эту процедуру лучше всего выполнять в инструментальной комнате, чтобы на станок были доставлены правильные предварительно настроенные инструменты для следующей работы. Это позволяет более рационально использовать производственные площади и оптимизировать технические ресурсы компании.
МОТОРИЗАЦИЯ
Принимая во внимание нынешнее промышленное производство небольших партий, количество смен инструментов значительно увеличивается: производители все больше вынуждены обрабатывать большее количество деталей в любой момент времени, и процедуры смены инструмента должны происходить в кратчайшие возможные интервалы.
Автоматическая система моторизации M, доступная на SACMA прогрессивных и комбинированных машинах, является важным методом сокращения времени наладки машины и точной настройки регулировок.Предварительно установленные данные, содержащиеся в базе данных деталей, которые будут изготовлены, будут определять автоматические регулировки подачи, положения остановки заготовки и выброса штампа. Новый штамповочный пресс SP 670 model 6 может быть оснащен индивидуальной автоматизацией регулировки кулачков с синхронизацией пальцев.
Моторизованные машины используют программное обеспечение SACMA SC-MATIC , разработанное на платформе Siemens и работающее с Windows-CE.
База данных, содержащая более 20 000 различных номеров деталей, может быть сохранена в системе, которая также будет отображать всю информацию о сигналах тревоги, относящуюся к остановке машины.Система также имеет порт Ethernet для передачи данных и модем, который можно активировать для телесервиса.
СИСТЕМЫ МОНИТОРИНГА
Для обеспечения постоянного качества системы мониторинга сегодня необходимы на всех многопозиционных машинах для холодной ковки.
Контроль длины отрезка и нагрузок при ковке и профилировании, помимо безопасной защиты инструментов и механических органов машин, также является эффективным косвенным контролем за производством деталей для печати.
Все машины SACMA могут быть оснащены современными системами управления и контроля, разработанными совместно с ведущим производителем в этой области:
SC10 : система управления короткой подачей, доступная для всех станков, но входит в стандартную комплектацию всех прогрессивных и комбинированных станков CRM;
SC500 : система контроля нагрузки при ковке, откалиброванная для получения точных показаний в кН нагрузок, действующих в основной раме машин, при каждом ударе.Доступен на всех прогрессивных и комбинированных машинах;
SC600 : монитор нагрузки при профилировании с датчиками, расположенными непосредственно позади
неподвижная роликовая матрица и укомплектованная разгрузочной заслонкой для устранения неисправных деталей.
Доступно на всех комбинированных машинах.
Любая машина также может быть специально подготовлена для установки систем контроля нагрузки других производителей.
ГИДРАВЛИЧЕСКИЙ ЗАЖИМ
Гидравлический зажим регулировок и инструментов очень помогает при настройке станка и гарантирует повторяемость регулировок.Зажимание и разжимание легко выполняется одним нажатием переключателя, что позволяет избежать ручной работы с ключами внутри корпуса станка.
Все машины SACMA стандартно оснащены гидравлическим зажимом боковой регулировки резьбовых втулок, рычагами выталкивания и кулачком триммера на последней станции.
Все станки для быстрой смены инструмента CR поставляются с гидравлическим зажимом всей пресс-формы.
На машинах серии 6 весь блок передаточных пальцев и вал распределительного кулачка фиксируются на месте с помощью гидравлического зажима.
Новый SP 670, большой 6-штамповочный станок для холодной формовки, имеет гидравлическое разжимание отдельных кулачков с синхронизацией пальцев, которое можно регулировать автоматически.
НАПРАВЛЯЮЩИЙ СЛАЙД ИДЕАЛЬНОГО ЗАЗОРА
Главный направляющий суппорт — это элемент, передающий энергию деформации, и поэтому он должен обладать большой стабильностью и прочностью. Кроме того, направляющая каретка должна точно соответствовать штампам при каждом ходе и с высокой точностью.
Все направляющие суппорта SACMA изготовлены из отливки из легированной стали NiCrMo, термически обработаны и имеют особую геометрическую форму с двойными направляющими, что обеспечивает максимальную стабильность в передаче энергии ковки инструментам.
Эффективная система смазки гарантирует, что направляющие скольжения всегда хорошо смазываются даже в худших и несбалансированных условиях ковки.
Эксклюзивная коническая направляющая скольжения гарантирует идеальное выравнивание инструментов при каждом ходе, что позволяет изготавливать все детали, требующие экстремальных допусков.
ТРАНСФЕРНАЯ СИСТЕМА
Настоящее сердце высокоскоростных горизонтальных машин холодной штамповки — это передаточный механизм, который должен иметь возможность переносить детали с одной станции на другую: только с точным и надежным захватом можно получить наилучшие результаты с точки зрения эффективности и производительности.
Механизм передачи заголовков SACMA Progressive and Combined настолько широко считается мировым эталоном, что неоднократно подвергался безуспешным попыткам имитации.
Точное движение передаточных пальцев, определяемое плавным колебательным механизмом, создаваемым совершенными двойными кулачками привода Desmo, придает всей системе идеальный контроль положения даже на максимальных производственных скоростях.
Множественные регулировки, синхронизация фазы переноса, изменение силы зажима, изменение скорости открытия / закрытия пальцев, вместе с отсутствием пружин, позволяют переносить длинные части и самые короткие части в безопасность на максимальных скоростях.
ПАКЕТ ПОДДЕРЖКИ ПЕРЕДАЧИ
Хорошая и эффективная система передачи должна быть способна передавать с одной станции на другую детали любого типа, независимо от геометрии и длины.
По этой причине была разработана специальная система помощи при перемещении, которая работает в идеальное время с выбросом штампа, чтобы легко переносить все эти сложные детали.
Хорошо известная и широкая возможность переноса SACMA для работы со сложными и короткими деталями теперь становится еще более универсальной с появлением запатентованного вспомогательного пакета для переноса SACMA , который может перемещать конические или плечевые части, которые могут упасть при ударе.
Система состоит из опорных пальцев, идеально синхронизированных с движением передачи и выталкивающих стержней, вызываемых прямым соединением со стержнями, и системой двойных кулачков Desmo Drive, которая контролирует поперечное движение.
Эта система теперь доступна на всех машинах серии 3, серии 4, серии 5 и серии 6.
СЕРВИСНОЕ ОБОРУДОВАНИЕ
Вмешательство оператора в рабочую зону должно производиться в условиях абсолютной безопасности и комфорта.Эта необходимость особенно ощущается при работе с большими машинами, чтобы облегчить процедуру смены инструмента и технического обслуживания.
Запатентованная система эргономичных платформ и держателей инструментов, поставляемая SACMA на станках Series 6, является очень хорошим примером помощи, без компромиссов, для удовлетворения требований конечного пользователя. Система состоит из двух платформ с гидравлическим приводом, которые автоматически позиционируются над рабочей зоной:
- нижняя платформа, используемая для смены инструмента, принимает специальные инструментальные люльки для установки или снятия штампов и пуансонов;
- верхняя платформа безопасности используется для вмешательства оператора при замене или настройке пальцев передачи и кулачков ГРМ.
Манипуляции с коробками штампов, надрессорными блоками пуансонных блоков и узлами передаточных пальцев производятся с помощью специальных кранов, которые могут быть установлены по запросу Заказчика:
- козловой портальный кран с электротельфером, имеющим трехмерное моторизованное перемещение;
- автоматический моторизованный портальный манипулятор с заданными положениями для приема и выдачи державок. Доступно на машинах серии 6.
ЭЛЕКТРОННЫЙ МАХОВИК
При окончательной регулировке переноса очень полезно иметь возможность проверить правильность синхронизации пальцев переноса, чтобы избежать опасных столкновений ударов с пальцами, даже если инструменты были спроектированы и изготовлены безупречно.
С намерением наилучшим образом помочь установщикам инструмента в деликатный момент регулировки инструмента и синхронизации, SACMA разработал электронное колесо для перемещения всей машины в замедленном темпе, чтобы проверить правильность синхронизации перемещающих пальцев по отношению к скольжение курса, избегая опасных столкновений.Направляющие салазки можно остановить в любом положении, избегая толчков машины и повреждения главного блока сцепления / тормоза.
Этот специальный блок доступен для всех SACMA прогрессивных и комбинированных машин.
Комбинированные станки также могут быть оснащены инверторным приводом двигателя направляющего шпинделя для оптимизации скорости резания в соответствии с формой острия и типом материала.
КОМБИНИРОВАННЫЕ СТАНКИ
Правильный и лучший ответ на требования высокой производительности, рационализации методов производства, планировки этажей и потока материалов в среде производства крепежных изделий — это машины, которые имеют ковочные, остроконечные и резьбонакатные станции, все в одном.
Эти машины будут определять максимальную эффективность и качество в процессе производства стандартных крепежных элементов и специальных автомобильных креплений, поскольку они поставляют готовую продукцию.
Комбинированные жатки SACMA сохраняют все механические и рабочие качества жаток Progressive, от которых они заимствованы.
Направляющие и резьбонакатные узлы спроектированы и изготовлены так, чтобы быть удобными для пользователя и простыми в настройке для изготовления острия различных форм.
При производстве очень коротких деталей, деталей с тяжелой головкой или деталей, которые не могут быть поданы в указатель с помощью стандартного пальцевого подъемника, SACMA предлагает V-образную версию комбинированных жаток, которые используют вибропитатель для преодоления всех трудностей.
ТЕПЛОЕ ФОРМИРОВАНИЕ
Применение системы горячего формования на горизонтальных ковочных машинах расширяет возможности изготовления сетчатых деталей более сложной формы и работы со специальными материалами, которые нельзя ковать в холодном состоянии.
Чтобы удовлетворить эти новые требования в отрасли, SACMA разработала специальные машины, включающие блоки индукционного нагрева в зонах подачи. Типичный диапазон температур при горячей формовке составляет от 400 ° C до 900 ° C.
Высокочастотный индукционный нагрев достигается с помощью специальных катушек, которые могут быть установлены снаружи или внутри основной рамы машины между подающими роликами и отрезным пером.
Имеется специальное охлаждение катушек и корпуса, а температура провода считывается специальными оптическими пирометрами.Затем приложение WF может быть завершено регулированием температуры корпуса штампа и охлаждающей жидкости.
КОНСТРУКЦИЯ ИНСТРУМЕНТОВ
Постоянное развитие кузнечного дела вынуждает инженеров-проектировщиков инструментов развивать инструментальную технологию на более высоком уровне, чтобы производить все более специальные и сложные детали. Сегодня, на этапах планирования новых инвестиций, тем более важно иметь возможность полагаться на поддержку надежного партнера, имеющего опыт в разработке инструментов и прогрессе штамповки, для разработки подходящего метода ковки для производства рассматриваемых деталей. .
Многолетний опыт и ноу-хау SACMA в области анализа проблем ковки и поиска подходящих технических решений, которые затем передаются заказчику, делают нас надежным партнером, который может оказать помощь на критических этапах разработка, чтобы довести проект до успешного решения в кратчайшие сроки. Команда инженеров-проектировщиков, которым помогает современное программное обеспечение для проектирования и расчета, работает вместе с заказчиком, чтобы найти лучшие производственные решения для промышленной разработки продукта.В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов «под ключ».
SacmaForm
®
Современные компании-производители крепежных изделий должны иметь возможность оперативно реагировать на производственные запросы, которые они получают от всех потенциальных клиентов.
Следовательно, необходимо иметь доступную технологию, которая может сократить время на оценку возможностей и развитие процесса ковки новых деталей, чтобы облегчить выбор наиболее подходящего станка для производства.
SACMA в сотрудничестве с отделом машиностроения и прикладной инженерии Падуанского университета разработал SacmaForm ® ; прикладное программное обеспечение, которое дает разработчикам инструментов действенный метод и помощь для первоначальной инженерной разработки продукта.
Программное обеспечение SacmaForm ® предлагает простой и интуитивно понятный метод расчета объемов и нагрузок на ковку вместе с другими необходимыми данными для оценки экономических показателей проекта, начиная с конструкции инструмента и характеристик материала.В программное обеспечение включена большая и богатая библиотека материалов, конкретных данных и примеров, полезных для разработки инструментов.
Влияние моделирования на конструкции холодной штамповки | 2017-08-03
Прогностическая ценность моделирования процессов и изделий с помощью моделирования методом конечных элементов помогла при холодной штамповке крепежных изделий. В этом случае пуансон, используемый в поковке колесных болтов, был пересмотрен и переработан, чтобы исключить «заедание» пуансона в полой части поковки.
Мощность моделирования методом конечных элементов в нашей отрасли возросла за последнее десятилетие из-за их высокой прогнозирующей способности во всех прикладных дисциплинах, особенно в операциях обработки металлов давлением. Моделирование процесса обработки металлов давлением используется для разработки уникальных методов обработки за счет исключения большого количества лабораторных испытаний, требуемых в таких исследованиях, но они также широко используются для прогнозного обнаружения возможных отказов материала, определения силы ковки, правильной конструкции штампа и оптимизации топологии в индустрия.
Моделирование влияет на затраты, но также облегчает работу людей на производстве. Например, увеличение срока службы штампов с помощью результатов численного моделирования в офисе приводит к уменьшению количества операций по замене штампов, выполняемых рабочими.
По сравнению с горячей штамповкой поток материала при холодной штамповке менее подвижен. Следовательно, проектирование штампов требует большого опыта и способности прогнозировать возможные проблемы с помощью моделирования методом конечных элементов на этапе проектирования.В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, показывающего влияние инженерного программного обеспечения на кузнечную промышленность.
Неожиданная проблема при ковке колесных болтов
Процесс холодной штамповки важен при производстве болтов из-за сильной пластической деформации заготовки под прессами, что значительно укрепляет материал без потери материала в виде стружки.Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов. Примером этого является тема данной статьи.
Во время производства колесных болтов M12x1,5×12 на четвертом этапе ковки был обнаружен отказ пуансона, что привело к увеличению количества штампов, необходимых для изготовления указанного крепежа.Шестигранная форма головки болта подготавливается на третьем этапе, а окончательный размер шестигранника и полого сечения головки формируется одновременно на четвертом этапе ковки (рис. 1). Здесь было видно, что пуансон застрял в сформированной полой секции, вероятно, во время вытягивания пуансона в последовательности ковки, и он сломался (Рисунок 2).
Система ковочных штампов включает неподвижные и подвижные штампы. Система подвижной матрицы включает в себя пружину матрицы, которая обеспечивает деформацию головки болта с шестигранной головкой и перемещение пуансона через полуболт.В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие пакеты программного обеспечения для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно. Однако сложные движения штампа можно смоделировать легче, задав конкретные движения штампа как функцию времени.
Конечно-элементное моделирование: быстрое открытие
Было подготовлено конечно-элементное моделирование этого четырехэтапного процесса ковки.Сначала операции формовки и вытягивания на четвертом этапе ковки моделировались без пуансона, чтобы определить величину уменьшения диаметра отверстия (рис. 3).
Шестигранная матрица состоит из деформирующей и релаксационной частей. В то время как деформирующая часть ковает материал, стенка фильеры была наклонена для уменьшения трения между текущим материалом и фильерой в релаксационной части. Это позволило материалу течь легче. Было видно, что деформирующая деталь при вытягивании выталкивала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта.В результате диаметр отверстия, указанный в диапазоне от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
После критической точки пуансон перестает двигаться в полости из-за повышенного давления и ломается в результате высокого напряжения растяжения. Чтобы устранить это, геометрия пуансона была изменена из-за заданного уменьшения диаметра отверстия, как показано на рисунке 4. Таким образом, было предсказано, что контактное давление между материалом и пуансоном было уменьшено.
Докажите решение
Моделирование методом конечных элементов дает конструкторам кузнечных изделий возможность проверить свои решения без проведения каких-либо испытаний методом проб и ошибок в цехе. Чтобы подтвердить предложенное решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена в связи с проведенным нами моделированием ковки.
Лучший способ сделать правильный вывод — повторить моделирование с пересмотренными конструкциями и сравнить важные механические переменные (такие как силы ковки и возникающие напряжения) с предыдущими результатами.Эта методика была применена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b. Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя исправление не изменило историю силы во время формования болта, приложенные силы на пуансон были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Благодаря усовершенствованному программному обеспечению для моделирования можно легко провести анализ напряжений на заданном компоненте системы штампа. Как мы знаем, проведение моделирования формовки с использованием упругих штампов требует больших вычислительных мощностей и длительного времени центрального процессора. Однако в промышленности время — критическая переменная, и ее нельзя тратить зря.
В программном обеспечении для моделирования пользователям не нужно запускать трехмерное моделирование с упругими штампами для определения распределения напряжений на штампах и пуансонах. Специальные модули нагрузки штампа позволяют пользователям применять силы ковки, рассчитанные на основе предыдущих моделей, проведенных с жесткими штампами, и прикладывать эти нагрузки к упругим штампам.Таким образом, время процессора значительно сокращается.
С помощью этого модуля были определены максимальные и минимальные распределения главных напряжений на измененном пуансоне и сравнены с текущей конструкцией, как показано на рисунках 6a и 6b. Значения напряжений собирались по траектории по окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
Заключение
Важность и эффективность моделирования методом конечных элементов, используемого для холодной штамповки, были проиллюстрированы в этой статье путем представления уникальной проблемы, которая возникла во время ковки колесных болтов. Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от огромных трудозатрат и проектирования, потери времени на неактивные ковочные прессы, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Ведущий автор Доктор Дженк Килиджаслан является специалистом по исследованиям и разработкам в Norm Fasteners Co., крупнейшем производителе крепежа в Турции. С ним можно связаться по телефону +90 232 376 76 10 или по адресу [email protected]
Прессы для холодной штамповки | K1-E
Часто задаваемые вопросы
- Что такое HOLP
- Тандемные линии механического пресса с зазором рамы
- Муфта и тормоз мокрого типа
- Конструкция рамы пресса с ЧПУ
- Конструкция шаровой чашки по сравнению с конструкцией наручного пальца
Мы предлагаем ответы для всех типов общих вопросов — будь то технические по своей природе или такие простые, как поиск карьерных возможностей.Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое обратный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Посмотреть F.A.Q.
Официальные документы AIDA-Tech
Темы, такие как расстояние между соединениями, системы направляющих скольжения, обратный тоннаж и многое другое, официальные документы AIDA-Tech предлагают информацию по различным техническим вопросам, связанным с штамповочными прессами и прессовыми операциями.
Просмотреть официальные документы AIDA-Tech
Отзывы пользователей
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своих возможностей и возможностей. Приводятся примеры различных типов компаний, от мастерских до поставщиков оборудования и производителей комплектного оборудования. Читайте дальше, чтобы узнать, как лидеры многих отраслей успешно сотрудничают с AIDA.
Посмотреть отзывы пользователей
Статьи о металлообработке
Мы поддерживаем библиотеку статей о металлообработке из различных отраслевых изданий, охватывающих широкий круг тем, связанных с штамповкой и прессованием. Темы включают в себя технологии печати, тенденции рынка и приложения для печати. Многие из собранных здесь статей были написаны или предоставлены сотрудниками AIDA.
Посмотреть статьи о металлообработке
Партнеры по образованию
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но также активно участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU), Institut für Умформтехник, Эдисон Свардинг и другие.
Об образовательных партнерах
Исследования приложений и испытания штампов
Испытания штампов, предоставленные AIDA, в режиме реального времени с использованием ваших собственных штампов доказывают, что технология пресса AIDA может иметь множество преимуществ для ваших операций по штамповке, включая повышение производительности, более высокое качество деталей и т.
