Фрезерование по шаблону
Иногда появляется необходимость изготовить разное количество одинаковых заготовок разной формы, для этого и существует фрезерование по шаблону. Большой сложности в изготовлении различного количества прямоугольных изделий с равными сторонами нет. Допустим необходимо изготовить одинаковыеподелки криволинейной формы, значит средством для ускорения работы, станет шаблон. Смотрите наши рекомендации в способе тиражирования изделий своими руками сложных форм.
Втулки и подшипники: различия в фрезерование по шаблону.
Фрезерование по шаблону можно сделать одним из двух способов. Копирующая втулка и фреза с шарикоподшипником (справа) срезают припуск на заготовке вровень с шаблоном. Копировальная втулка (слева) скользит по краю шаблона, который должен быть больше (для внутренних контуров) или меньше (для внешних контуров)детали. Хотя копировальная втулка работает хорошо и с дешевыми прямыми фрезами, мы предпочитаем более удобные фрезы с подшипниками и шаблоны, которые точно повторяют контуры деталей.
Фрезерование по шаблону совет первый. Изготовьте шаблон, предпочтительно выбрать прочный материал. Начертите на заготовке шаблона контур детали, в натуральную величину или приклейте копию шаблона нарисованную на листе бумаги. Затем просверлите отверстия под пилку для электролобзика или лобзика и обрежьте лишний материал. По линии контура ставьте припуск до 1 мм, отшлифуйте кромки и снимите бумажный лист шаблона.
Фрезерование по шаблону совет второй. По шаблону изготовьте нужное количество деталей. Поместите шаблон и обведите его карандашом на заготовке детали. Обрежьте не нужный материал опиливанием с припуском по линии контура до 1,5 мм, как показано в приспособления разные. Все вышеуказанное проделайте на всех заготовках. Применяйте двухсторонний скотч и установите шаблон на любую заготовку. Для увеличения скорости работы, установите в цангу фрезера фрезу с подшипником на хвостовике (возможна установка фрезера и в фрезерный стол). Подшипник фрезы соприкасается с кромкой шаблона, а лезвия фрезы обрезают оставленные припуски вровень с краем шаблона.
Вначале нужно определиться с типом фрезы. В продаже имеется фреза с подшипником двух типов, они пригодны под фрезерование по шаблону, когда фрезер в руках или когда он установлен в фрезерный стол. Фреза с подшипником на конце дает лучший результат при фрезеровании на фрезерном столе, деталь перемещаем по столу и шаблон находится сверху. Фрезами с подшипником обработку всей толщины детали можно делать и не за один проход.
[tabs title=»» disabled=»false» collapsible=»true» active=»0″ event=»click»]
[tab title=»На фрезерном столе»] Фреза с подшипником для подрезки свесов при работе на фрезерном столе позволяет лучше контролировать обработку крупных деталей, когда тонкий шаблон расположен сверху.
[/tab]
[tab title=»Без прижогов»]Прижимая край шаблона к подшипнику, равномерно подавайте деталь на фрезу, чтобы избежать прижогов.[/tab]
[tab title=»Поднимая фрезу»]Сделайте два или три прохода, каждый раз поднимая фрезу выше, если длина ее рабочей части меньше толщины детали. [/tab]
[/tab]
[/tabs]
Фрезерование по шаблону
Часто возникает необходимость, сделать несколько одинаковых деталей из ЛДСП, МДФ, пластика и др.материалов, причем с фигурными торцами. Для этого вполне сгодится способ фрезерования по шаблону. Довольно распространенный и удобный метод. Для работы понадобится ручной фрезер с копировальной фрезой, ручной электро-лобзик и несколько зажимных струбцин. Нам необходимо изготовить небольшие полки, лицевая сторона которых имеет радиусную (гнутую) форму. Полки прямоугольной формы и нужного размера вырезали предварительно, также изготовили из обрезка ЛДСП толщиной 10 мм шаблон с необходимой формой изгиба. Для изготовления шаблонов желательно использовать МДФ, он менее пористый, имеет плотную структуру и легок в обработке. С помощью предварительного шаблона я изготовил основной шаблон, т.е. получил уже готовую полку, по которой буду фрезеровать все остальные. Полку-шаблон накладываем на обрабатываемую деталь. Отмечаем по контуру линию отреза, ЛДСП темного цвета, поэтому для очерчивания можно воспользоваться резаком. И немного отступив от отметки в сторону края отрезаем ненужное. Для упрощения совмещения шаблона и обрабатываемой детали, упираем одной стороной обе детали к закрепленному к столу бруску с ровным под 90° торцом и закрепляем струбцинами полки между собой и к верстаку. Упорный или опорный брусок предотвращает смещение обрабатываемых деталей относительно друг друга. И снимаем выступающий край фрезой. На фото хорошо видно, копировальная, обгоночная фреза имеет верхний подшипник, который упирается в полку-шаблон и движение фрезера происходит строго по контуру шаблона. Фрезы можно использовать и с нижним подшипником, но тогда шаблон нужно разместить под обрабатываемую деталь, что не совсем удобно при совмещении детали и шаблона перед фрезерованием. На фрезерование сторон 20-ти полок, у меня ушло примерно двадцать минут. Еще повторюсь, для упрощения работы используйте упорный брусок, может кто то знает и более технологичные другие методы, поделитесь, а я в свою очередь поделюсь с читателями нашего сайта.
Отмечаем по контуру линию отреза, ЛДСП темного цвета, поэтому для очерчивания можно воспользоваться резаком. И немного отступив от отметки в сторону края отрезаем ненужное. Для упрощения совмещения шаблона и обрабатываемой детали, упираем одной стороной обе детали к закрепленному к столу бруску с ровным под 90° торцом и закрепляем струбцинами полки между собой и к верстаку. Упорный или опорный брусок предотвращает смещение обрабатываемых деталей относительно друг друга. И снимаем выступающий край фрезой. На фото хорошо видно, копировальная, обгоночная фреза имеет верхний подшипник, который упирается в полку-шаблон и движение фрезера происходит строго по контуру шаблона. Фрезы можно использовать и с нижним подшипником, но тогда шаблон нужно разместить под обрабатываемую деталь, что не совсем удобно при совмещении детали и шаблона перед фрезерованием. На фрезерование сторон 20-ти полок, у меня ушло примерно двадцать минут. Еще повторюсь, для упрощения работы используйте упорный брусок, может кто то знает и более технологичные другие методы, поделитесь, а я в свою очередь поделюсь с читателями нашего сайта.
Как фрезеровать по шаблону — Морской флот
Фрезерование по шаблону является одной из часто используемых операций при работе со фрезером.
Возможны два способа фрезерования по шаблону:
- фрезерование вдоль шаблона фрезой, имеющей подшипник, диаметр которого равен диаметру фрезы
- фрезерование вдоль шаблона фрезером, снабжённым копировальной втулкой.
При фрезеровании вдоль шаблона фрезой, имеющей подшипник, диаметр которого равен диаметру фрезы, фреза совершает режущее движение точно вдоль шаблона. Например, фрезеруя вдоль круглого отверстия в шаблоне мы получим отверстие в заготовке диаметром, равным диаметру отверстия в шаблоне.
При фрезеровании вдоль шаблона фрезером, снабжённым копировальной втулкой, фреза отодвинута от шаблона.
Рассмотрим два примера фрезерования – фрезерование круглых отверстий по шаблону и фрезерование выемки под определённый предмет.
Фрезерование круглых отверстий по шаблону с применением копировальной втулки
Расположение шаблона, копировальной втулки и фрезы при таком способе работы проиллюстрировано на схеме:
Расстояние А от шаблона до профрезерованной фрезой канавки будет зависеть от диаметра копировальной втулки и диаметра фрезы.
Чем больше диаметр копировальной втулки, тем дальше фреза будет находится от шаблона. Чем больше диаметр копировальной втулки, тем ближе к шаблону будет находится фрезеруемая канавка.
Расстояние А от шаблона до канавки = Радиус копировальной втулки – Радиус фрезы.
В реальности фрезер с установленной в нём копировальной втулкой и фрезой выглядит так:
На фото выше изображён фрезер Festool 1400 с установленным в него специальным адаптером копировальной втулки, копировальной втулкой диаметром 30 мм и спиральной фрезой 12,7 мм.
При работе фрезером с копировальной втулкой взаимное расположение шаблона, копировальной втулки и фрезы выглядит примерно так:
Таким образом, имея один или несколько шаблонов и большой ассортимент копировальных втулок можно получать различные траектории фрезерования по одному и тому же шаблону.
Например, имея один несколько шаблонов для круглых отверстий, путём комбинации копировальных втулок и фрез можно фрезеровать окружности самых различных диаметров.
Как пример, можно привести зависимость диаметра отверстия шаблона, диаметра копировальной втулки и диаметра фрезы:
Скачать эту табличку в формате Excel можно по ссылке.
По-другому – задав диаметры отверстия в шаблоне, диаметр копировальной втулки и диаметр фрезы, можно получить диаметр получаемого отверстия:
Скачать эту табличку в формате Excel так же можно по ссылке.
Как понятно из приведённых выше иллюстраций, копировальные втулки бывают «родные», выпускаемые производителями фрезеров под конкретную модель фрезера, и стандартные (универсальные), которые можно закрепить на любом фрезере:
Для крепления стандартных (стандарта Porter Cable) копировальных втулок (таких, как, например, в наборах копировальных втулок), используются специальные переходники – адаптеры копировальных втулок (переходные кольца для крепления копировальных втулок).
Фрезерование углубления для утапливанная в нём предмета.
Если необходимо выполнить углубление (выемку) для утапливанная (вставления) в него предмета, можно предусмотреть либо точное прилегание предмета к углублению, либо предусмотреть некий зазор между углублением и предметом. Такие задачи стоят, например, при изготовлении футляров для ножей, фрезеровании выемки во фрезерном столе под пластину, к которой крепится фрезер иди вставки в кухонную столешницу встраиваемых электроплит. Решая эту задачу придётся изготовить шаблон для фрезерования выемки. Замечательно, что абсолютно точный шаблон можно изготовить непосредственно по самому предмету. По этому шаблону будет выполняться фрезерование выемки.
Такие задачи стоят, например, при изготовлении футляров для ножей, фрезеровании выемки во фрезерном столе под пластину, к которой крепится фрезер иди вставки в кухонную столешницу встраиваемых электроплит. Решая эту задачу придётся изготовить шаблон для фрезерования выемки. Замечательно, что абсолютно точный шаблон можно изготовить непосредственно по самому предмету. По этому шаблону будет выполняться фрезерование выемки.
На первом этапе мы «обгоняем» предмет фрезером с установленными в него копировальной втулкой № 1 и фрезой № 1. Шаблон от предмета при этом будет отстоять на расстояние, равное СУММЕ радиуса копировальной втулки №1 и радиуса фрезы № 1:
На втором этапе мы «обгоняем» шаблон фрезером с установленными в него копировальной втулкой № 2 и фрезой № 2. Углубление от шаблона при этом будет отстоять на расстояние, равное РАЗНИЦЕ между радиусом копировальной втулки № 2 и радиусом фрезы № 2:
Определённой сложностью является предварительный подбор двух пар копировальных втулок и фрез. Общим правилом является следующее: на сколько при фрезеровании шаблона по предмету мы отодвигаемся вовне от предмета, на столько же мы должны будем отодвинуться вовнутрь при фрезеровании выемки по шаблону, другими словами, СУММА радиуса копировальной втулки №1 и радиуса фрезы № 1 должна быть равна РАЗНИЦЕ между радиусом копировальной втулки № 2 и радиусом фрезы № 2.
Общим правилом является следующее: на сколько при фрезеровании шаблона по предмету мы отодвигаемся вовне от предмета, на столько же мы должны будем отодвинуться вовнутрь при фрезеровании выемки по шаблону, другими словами, СУММА радиуса копировальной втулки №1 и радиуса фрезы № 1 должна быть равна РАЗНИЦЕ между радиусом копировальной втулки № 2 и радиусом фрезы № 2.
Например, если мы возьмём для первого фрезерования (шаблона) копировальную втулку № 1 диаметром 20 мм. и фрезу № 1 диаметром 8 мм., то сумма их радиусов будет равна: 10 + 4 = 14 мм. Для соблюдения этой же разницы при втором фрезеровании (углубления), мы должны взять, например, копировальную втулку № 2 диаметром 40 мм. и фрезу № 2 диаметром 12 мм., так как разница их радиусов будет равна те же 14 мм.: 20 – 6 = 14 мм. Таким образом мы соблюдём правило: на сколько при фрезеровании шаблона по предмету мы отодвигаемся вовне от предмета, на столько же мы должны будем отодвинуться вовнутрь при фрезеровании выемки по шаблону.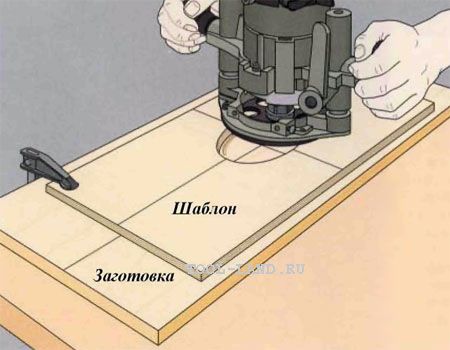
Сочетаний копировальных втулок и фрез может быть множество, придётся подбирать из имеющихся в наличии у вас. Так же надо учесть, что размеры втулок и фрез лучше замерить самому с высокой точностью, так как номинальный размер не всегда соответствует реальному.
При необходимости оставить зазор между предметом и углублением при фрезеровании по сделанному шаблону, РАЗНИЦА между радиусом копировальной втулки № 2 и радиусом фрезы № 2 должна быть МЕНЬШЕ, чем СУММА радиуса копировальной втулки №1 и радиуса фрезы № 1. Насколько меньше – настолько велик будет и получающийся зазор.
Если с расчетами у вас возникнут сложности, напишите нам, мы вам поможем рассчитать пары для фрезерования шаблона по предмету и фрезерования углубления по шаблону.
В заключении можно отметить, что чем больше копировальных втулок и фрез, тем легче подобрать нужное вам их сочетание. Если фрезы, особенно твёрдосплавные спиральные – дорогое удовольствие, то копировальных втулок реально иметь достаточно широкий выбор.
Изделия, созданные из дерева, отличаются своей уникальностью и экологичностью, именно поэтому их так ценят. Но изготовить своими руками деревянный шедевр без ручного фрезера не получится. Кроме этого, к нему понадобятся приспособления, с помощью которых поделка приобретает заданную форму.
Их можно сделать даже своими руками, причем особых сил и навыков не потребуется. Перед работой с фрезером, необходимо первым делом ознакомиться с каждым из этих устройств, а также узнать принцип их работы. В статье рассмотрим самые нужные конструкции для фрезера.
Приспособление — параллельный упор
Данное устройство, как правило, уже продается вместе с фрезером. Следовательно, отсутствует необходимость в его самостоятельной разработке и создании. Для надежного упора обрабатываемого материала используют именно этот элемент. С ним движение фрезы становится прямолинейным относительно базовой поверхности, в качестве которой может выступать направляющая стола, рейки или прямая кромки детали.
Такое приспособление дает возможность быстро осуществить фрезерование разнообразных пазов и обработку кромок, крепко удерживая материал.
Направляющая шина
Если понадобится выполнить прямой рез фрезером, тогда без этого устройства не обойтись. Для его изготовления потребуется любая ровная доска, например, можно использовать кусок ЛДСП.
Сначала нужно узнать расстояние от края фрезерной базы до центра вращения, причем оно всегда одинаково. Для этого надо прикрутить к ненужной части материала направляющую и произвести пробный рез. Потом следует измерить промежуток от края реза до шины, к которому прибавляется радиус фрезы. В результате удастся получить требуемую величину. К примеру, она составляет 59 мм, а диаметр пазовой фрезы — 14 мм, то есть, радиус ее равен 7 мм.
Затем следует прочертить линию под рез, от которой отступаем расстояние 52 мм (59—7), и проводим еще одну. По ней фиксируем направляющую и осуществляем рез.
Фрезерование окружностей
Для подобных целей используют циркули. С их помощью фрезер может двигаться по окружности. Самым простым из них является приспособление, состоящее из штанги, один конец которой оснащен винтом со штифтом, а другой — скреплен с основанием инструмента. Конечно, лучше все же пользоваться циркулем, оборудованным двумя штангами.
С их помощью фрезер может двигаться по окружности. Самым простым из них является приспособление, состоящее из штанги, один конец которой оснащен винтом со штифтом, а другой — скреплен с основанием инструмента. Конечно, лучше все же пользоваться циркулем, оборудованным двумя штангами.
Вообще, для фрезера есть много приспособлений фирменных и даже самодельных для вырезания окружностей, которые отличаются друг от друга удобством пользования и габаритами. Довольно часто циркули обладают механизмом, изменяющим радиус окружности. Как правило, он представляет собой винт со штифтом на конце, передвигающегося по пазу фрезера.
Когда необходимо выполнить фрезерование маленькой окружности, штифт должен располагаться под основанием инструмента. В этих случаях еще применяют другие приспособления, фиксируемые книзу базы прибора.
Но для вырезания окружностей необязательно покупать фрезерный циркуль. Вместо него, можно использовать параллельный упор. Для этого приспособление крепится в паз на подошве. В него вкручивается шуруп, который рекомендуется оснастить втулкой, чтобы его диаметр соответствовал размеру отверстия. Вот и все циркуль сделан. Радиус можно регулировать упором.
В него вкручивается шуруп, который рекомендуется оснастить втулкой, чтобы его диаметр соответствовал размеру отверстия. Вот и все циркуль сделан. Радиус можно регулировать упором.
Приспособления для тиражирования и копирования
Для создания серии идентичных изделий используют:
- Угловой рычаг;
- Копировальные щупы.
На угловом рычаге имеется шкала, цена деления которой — 1/10 мм. Она позволяет центровать под фрезой упорное кольцо, что помогает точно воспроизвести форму детали на заготовке во время копирования. Его часто укомплектовывают защитой от стружки и опорной платой для наилучшей обработки кромок.
Использование копировальных шаблонов и колец
Копировальные кольца — круглая пластина с выступающим бортиком, скользящим по базовой поверхности вдоль шаблона. Такое приспособление обеспечивает точный путь движения фрезы. В основном этот элемент устанавливают к подошве верстака. При этом существует несколько методов его крепления:
- Монтаж специальных усиков в отверстия на подошве;
- Вкручивание кольца в углубление с резьбой.


Применение шаблона тоже позволяет добиться более эффективного и точного выполнения работ. Его прикрепляют прямо на заготовку двусторонним скотчем, а потом обе части приспособления прижимают к станку струбцинами. Причем опытные фрезеровщики советуют проверять, насколько крепко прижато кольцо к краю шаблона.
Вдобавок с таким приспособлением можно обрабатывать не всю кромку, а только лишь углы. Следовательно, процедура обработки материала по шаблону — прекрасный вариант вырезания пазов для изделия.
Пылеудаляющие приспособления
Профессиональные мастера, чтобы обеспечить пылеудаление, специально покупают технический пылесос, подсоединяющийся через адаптер шлангом к фрезеру. Причем управлять инструментом он не мешает, да и разметка и место обработки изделия всегда открыты для визуального осмотра.
Без отсасывающей установки работать очень тяжело. Но не все решаются на подобную покупку, так как она слишком обременительна по деньгам, к тому же не всегда оправдана. Правда, есть и другое решение, можно избавиться от пыли бытовым пылесосом.
Правда, есть и другое решение, можно избавиться от пыли бытовым пылесосом.
Между фрезерной машиной и пылесосом устанавливают герметично закрывающийся бак. Он и будет улавливать основную массу пыли. Оборудуют его дополнительным шлангом, а внутрь вставляют тканевую сетку. Причем эти конструкции можно приобрести готовыми или сделать своими руками. Кстати, самодельный прибор поможет собирать бытовому пылесосу даже крупный строительный мусор и древесную пыль.
Устройство для фрезерования пазов
Такое приспособление применяется для обработки продольных канавок на столбах, балясинах и других телах вращения. Принцип его работы следующий. В корпус устанавливается балясина и фиксируется. С помощью стопорного винта и диска заготовку крепят в строго определенном положении.
После чего в движении приводится каретка, и выполняется фрезерование паза по длине изделия. Потом осуществляется расстопорение детали, ее поворот на необходимый угол, стопорение и создание следующего паза.
Инструкция резьбы по дереву фрезером
Начинающим мастерам работа ручным инструментом может показаться сложной, поскольку процесс управления им представляется трудно. Вот почему, прежде чем приступить к фрезерованию, нужно ознакомиться с принципом его работы.
Сборка фрезера
Первым делом надо проверить место крепления фрезы в станке, как правило, для этого применяется цанговый патрон. Для начала следует выбрать нужную фрезу, соответствующую по размеру патрону. Если потребуется, то можно его заменить.
Но когда необходима глубокая обработка, используется вариант с удлиненным хвостовиком, который вставляется в отверстие патрона и закрепляется ключом. Делать это надо аккуратно не прикладывая силы, иначе пережмете, что не является нормой для правильной работы фрезера. Хотя стоит постараться дотянуть до хорошего упора, чтобы не шаталась фреза. Останется только зажать фиксатор шпинделя и можно переходить к работе.
После этого включается фрезер, надо привыкнуть к звуку и почувствовать старт. Нередко именно из-за неожиданности многие начинают делать брак.
Нередко именно из-за неожиданности многие начинают делать брак.
Выбор глубины
Помимо всего, понадобится установить ограничитель глубины фрезерования. Сначала станок прикладывается к изделию с краю, при этом фреза не должна соприкасаться с материалом. На нее придется надавить, пока она не достигнет необходимой глубины, после чего положение фиксируется.
Для более точной величины используют поэтапный ограничитель. Узнать его шаг можно в руководстве к фрезеру. В данном случае регулятор поворачивается на нужное количество степеней.
Несколько рекомендаций
В первую очередь определяется требуемая скорость. Делается это по таблице в инструкции, исходя от диаметра фрезы и обрабатываемого материала.
Если с фрезером никогда ранее не работали, тогда лучше опробовать свои силы на черновом варианте. Вдобавок это поможет установить нужные параметры прямо в режиме обработки.
Еще желательно сравнить результаты после хода инструмента по часовой стрелке и против, на себя и от себя. При фрезеровании изделия вокруг правильным направлением является против часовой стрелки, а на плоской его стороне, наоборот, от себя. Затем уже можно приступать к резьбе основной заготовки.
При фрезеровании изделия вокруг правильным направлением является против часовой стрелки, а на плоской его стороне, наоборот, от себя. Затем уже можно приступать к резьбе основной заготовки.
Иногда появляется необходимость изготовить разное количество одинаковых заготовок разной формы, для этого и существует фрезерование по шаблону. Большой сложности в изготовлении различного количества прямоугольных изделий с равными сторонами нет. Допустим необходимо изготовить одинаковые поделки криволинейной формы, значит средством для ускорения работы, станет шаблон. Смотрите наши рекомендации в способе тиражирования изделий своими руками сложных форм.
Втулки и подшипники: различия в фрезерование по шаблону.
Фрезерование по шаблону можно сделать одним из двух способов. Копирующая втулка и фреза с шарикоподшипником (справа) срезают припуск на заготовке вровень с шаблоном. Копировальная втулка (слева) скользит по краю шаблона, который должен быть больше (для внутренних контуров) или меньше (для внешних контуров)детали. Хотя копировальная втулка работает хорошо и с дешевыми прямыми фрезами, мы предпочитаем более удобные фрезы с подшипниками и шаблоны, которые точно повторяют контуры деталей.
Хотя копировальная втулка работает хорошо и с дешевыми прямыми фрезами, мы предпочитаем более удобные фрезы с подшипниками и шаблоны, которые точно повторяют контуры деталей.
Фрезерование по шаблону совет первый. Изготовьте шаблон, предпочтительно выбрать прочный материал. Начертите на заготовке шаблона контур детали, в натуральную величину или приклейте копию шаблона нарисованную на листе бумаги. Затем просверлите отверстия под пилку для электролобзика или лобзика и обрежьте лишний материал. По линии контура ставьте припуск до 1 мм, отшлифуйте кромки и снимите бумажный лист шаблона.
Фрезерование по шаблону совет второй. По шаблону изготовьте нужное количество деталей. Поместите шаблон и обведите его карандашом на заготовке детали. Обрежьте не нужный материал опиливанием с припуском по линии контура до 1,5 мм, как показано в приспособления разные . Все вышеуказанное проделайте на всех заготовках. Применяйте двухсторонний скотч и установите шаблон на любую заготовку. Для увеличения скорости работы, установите в цангу фрезера фрезу с подшипником на хвостовике (возможна установка фрезера и в фрезерный стол). Подшипник фрезы соприкасается с кромкой шаблона, а лезвия фрезы обрезают оставленные припуски вровень с краем шаблона.
Для увеличения скорости работы, установите в цангу фрезера фрезу с подшипником на хвостовике (возможна установка фрезера и в фрезерный стол). Подшипник фрезы соприкасается с кромкой шаблона, а лезвия фрезы обрезают оставленные припуски вровень с краем шаблона.
Вначале нужно определиться с типом фрезы. В продаже имеется фреза с подшипником двух типов, они пригодны под фрезерование по шаблону, когда фрезер в руках или когда он установлен в фрезерный стол. Фреза с подшипником на конце дает лучший результат при фрезеровании на фрезерном столе, деталь перемещаем по столу и шаблон находится сверху. Фрезами с подшипником обработку всей толщины детали можно делать и не за один проход.
Фрезерование по шаблону: просто и быстро!
Опубликовано admin мая 8, 2014 в Фрезерные станки
При изготовлении нескольких одинаковых строительных элементов неправильной формы используются шаблоны, с помощью которых можно наиболее быстро сделать данную работу.
Большинство из нас могут самостоятельно изготовлять детали с ровными сторонами. Если же необходимо сделать несколько одинаковых криволинейных деталей наподобие крышки шкатулки с вырезами в форме овала, то ускорить работу в таком случае можно с помощью шаблонов, ну или же можно нанять специалистов которые выполнят фрезерные работы на заказ. Для тиражирования сложных форм необходимо следовать определенным рекомендациям.
Первый шаг. Сделайте шаблон.
Мы отдаем предпочтение созданию шаблонов из МДФ толщиной 12 миллиметров или из оргалита твердого толщиной 6 миллиметра. Оба материала обрабатываются и являются более стабильными по сравнению с древесиной. Они имеют только один минус: их сложные контуры и углы теряют форму и снимаются при ударе или падении. Высококачественная фанера станет лучшим решением, если необходимо изготовление более долговечных шаблонов. Такая фанера стабильна и прочна, но ее цена больше, чем цена МДФ.
На материале шаблона начертите контуры детали натуральной величины или наклейте копию шаблона из бумаги, к примеру, для крышки шкатулки. Просверлите стартовые отверстия, далее лобзиковым станком или электролобзиком удалите лишний материал, при этом вдоль линии контура оставьте припуск размером не более 1 миллиметра. Гладко отшлифуйте кромки и удалите шаблон из бумаги.
Просверлите стартовые отверстия, далее лобзиковым станком или электролобзиком удалите лишний материал, при этом вдоль линии контура оставьте припуск размером не более 1 миллиметра. Гладко отшлифуйте кромки и удалите шаблон из бумаги.
Второй шаг. Сделайте по шаблону строго требуемое количество строительных деталей.
Положите на заготовку детали шаблон и обведите его карандашом. С помощью выпиливания удалите лишний материал с припуском примерно 1,5 миллиметров от контурной линии. Проделайте это с каждой заготовкой.
К одной из заготовок прикрепите на тканевой основе шаблон с помощью двухстороннего скотча. Для ускорения работы вставьте копирующую фрезу с подшипником на хвостовике в цангу фрезера (фрезер может устанавливаться в стол). Подшипник фрезы при этом катится по кромке шаблона, а оставленный припуск срезается вровень с краем шаблона лезвием фрезы.
В первую очередь, необходимо определиться с типом фрезы. Для фрезерования по шаблонам можно использовать оба вида фрез с подшипниками, установив фрезер в стол или держа его в руках. Копирующей фрезой с подшипником на конце обеспечивается лучший контроль во время работы на фрезерном столе при движении детали по столу, шаблон же располагается сверху. Обрабатывать за один проход всю толщину детали с помощью копирующих фрез с подшипником между хвостовиком и лезвиями необязательно. Фрезерование за 2-3 прохода можно выполнить посредством использования более дешевой фрезы с короткой режущей частью.
В процессе работы на фрезерном столе следует отрегулировать вылет фрезы посредством выравнивания ее подшипника с серединой толщины шаблона. Рядом с фрезой установите стержневой упор. Необходимо знать, что стержневой упор не потребуется в случае обработки внутренних контуров, поскольку замкнутый контур не позволит фрезе отбросить деталь. После включения фрезера необходимо прижать к стержневому упору деталь и медленно придвинуть ее к вращающейся фрезе до момента контакта шаблона с подшипником. Внутренние контуры нужно фрезеровать по часовой стрелке (слева направо), а наружные контуры – против часовой стрелки (справа налево). Когда подшипник фрезы начнет упираться в шаблон, необходимо отодвинуть деталь от стержневого упора.
Работа копирующей фрезы с подшипником у хвостовика осуществляется точно таким же образом, однако деталь следует перевернуть, чтобы шаблон был обращен к подошве фрезера или к поверхности стола. Фрезеровать деталь при этом необходимо аналогично тому, как это делается на фрезерном столе. Чтобы не испортить поверхность верстака при работе с фрезером в руках, нужно приподнять находящуюся внизу деталь с помощью подкладок.
Фрезерование круглых отверстий по шаблону
Фрезерование по шаблону является одной из часто используемых операций при работе со фрезером.
Возможны два способа фрезерования по шаблону:
- фрезерование вдоль шаблона фрезой, имеющей подшипник, диаметр которого равен диаметру фрезы
- фрезерование вдоль шаблона фрезером, снабжённым копировальной втулкой.
При фрезеровании вдоль шаблона фрезой, имеющей подшипник, диаметр которого равен диаметру фрезы, фреза совершает режущее движение точно вдоль шаблона. Например, фрезеруя вдоль круглого отверстия в шаблоне мы получим отверстие в заготовке диаметром, равным диаметру отверстия в шаблоне.
При фрезеровании вдоль шаблона фрезером, снабжённым копировальной втулкой, фреза отодвинута от шаблона.
Рассмотрим два примера фрезерования — фрезерование круглых отверстий по шаблону и фрезерование выемки под определённый предмет.
Фрезерование круглых отверстий по шаблону с применением копировальной втулки
Расположение шаблона, копировальной втулки и фрезы при таком способе работы проиллюстрировано на схеме:
Расстояние А от шаблона до профрезерованной фрезой канавки будет зависеть от диаметра копировальной втулки и диаметра фрезы.
Чем больше диаметр копировальной втулки, тем дальше фреза будет находится от шаблона. Чем больше диаметр фрезы, тем ближе к шаблону будет находится фрезеруемая канавка.
Расстояние А от шаблона до канавки = Радиус копировальной втулки — Радиус фрезы.
В реальности фрезер с установленной в нём копировальной втулкой и фрезой выглядит так:
На фото выше изображён фрезер Festool 1400 с установленным в него специальным адаптером копировальной втулки, копировальной втулкой диаметром 30 мм и спиральной фрезой 12,7 мм.
При работе фрезером с копировальной втулкой взаимное расположение шаблона, копировальной втулки и фрезы выглядит примерно так:
Таким образом, имея один или несколько шаблонов и большой ассортимент копировальных втулок можно получать различные траектории фрезерования по одному и тому же шаблону.
Например, имея один несколько шаблонов для круглых отверстий, путём комбинации копировальных втулок и фрез можно фрезеровать окружности самых различных диаметров.
Как пример, можно привести зависимость диаметра отверстия шаблона, диаметра копировальной втулки и диаметра фрезы:
Скачать эту табличку в формате Excel можно по ссылке.
По-другому — задав диаметры отверстия в шаблоне, диаметр копировальной втулки и диаметр фрезы, можно получить диаметр получаемого отверстия:
Скачать эту табличку в формате Excel так же можно по ссылке.
Как понятно из приведённых выше иллюстраций, копировальные втулки бывают «родные», выпускаемые производителями фрезеров под конкретную модель фрезера, и стандартные (универсальные), которые можно закрепить на любом фрезере:
Для крепления стандартных (стандарта Porter Cable) копировальных втулок (таких, как, например, в наборах копировальных втулок), используются специальные переходники — адаптеры копировальных втулок (переходные кольца для крепления копировальных втулок).
Фрезерование углубления для утапливанная в нём предмета.
Если необходимо выполнить углубление (выемку) для утапливанная (вставления) в него предмета, можно предусмотреть либо точное прилегание предмета к углублению, либо предусмотреть некий зазор между углублением и предметом. Такие задачи стоят, например, при изготовлении футляров для ножей, фрезеровании выемки во фрезерном столе под пластину, к которой крепится фрезер или вставки в кухонную столешницу встраиваемых электроплит. Решая эту задачу придётся изготовить шаблон для фрезерования выемки. Замечательно, что абсолютно точный шаблон можно изготовить непосредственно по самому предмету. По этому шаблону будет выполняться фрезерование выемки.
На первом этапе мы «обгоняем» предмет фрезером с установленными в него копировальной втулкой № 1 и фрезой № 1. Шаблон от предмета при этом будет отстоять на расстояние, равное СУММЕ радиуса копировальной втулки №1 и радиуса фрезы № 1:
На втором этапе мы «обгоняем» шаблон фрезером с установленными в него копировальной втулкой № 2 и фрезой № 2. Углубление от шаблона при этом будет отстоять на расстояние, равное РАЗНИЦЕ между радиусом копировальной втулки № 2 и радиусом фрезы № 2:
Определённой сложностью является предварительный подбор двух пар копировальных втулок и фрез. Общим правилом является следующее: на сколько при фрезеровании шаблона по предмету мы отодвигаемся вовне от предмета, на столько же мы должны будем отодвинуться вовнутрь при фрезеровании выемки по шаблону, другими словами, СУММА радиуса копировальной втулки №1 и радиуса фрезы № 1 должна быть равна РАЗНИЦЕ между радиусом копировальной втулки № 2 и радиусом фрезы № 2.
Например, если мы возьмём для первого фрезерования (шаблона) копировальную втулку № 1 диаметром 20 мм. и фрезу № 1 диаметром 8 мм., то сумма их радиусов будет равна: 10 + 4 = 14 мм. Для соблюдения этой же разницы при втором фрезеровании (углубления), мы должны взять, например, копировальную втулку № 2 диаметром 40 мм. и фрезу № 2 диаметром 12 мм., так как разница их радиусов будет равна те же 14 мм.: 20 — 6 = 14 мм. Таким образом мы соблюдём правило: на сколько при фрезеровании шаблона по предмету мы отодвигаемся вовне от предмета, на столько же мы должны будем отодвинуться вовнутрь при фрезеровании выемки по шаблону.
Сочетаний копировальных втулок и фрез может быть множество, придётся подбирать из имеющихся в наличии у вас. Так же надо учесть, что размеры втулок и фрез лучше замерить самому с высокой точностью, так как номинальный размер не всегда соответствует реальному.
При необходимости оставить зазор между предметом и углублением при фрезеровании по сделанному шаблону, РАЗНИЦА между радиусом копировальной втулки № 2 и радиусом фрезы № 2 должна быть МЕНЬШЕ, чем СУММА радиуса копировальной втулки №1 и радиуса фрезы №1. Насколько меньше — настолько велик будет и получающийся зазор.
Фрезерование двух совпадающих профилей.
Если необходимо изготовить две детали, имеющих совпадающие профили, так называемые «Профиль» и «Контрпрофиль», то можно использовать технологию предыдущего раздела: сначала делаем любым способом, например, по шаблону, первый профиль, потом по нему делаем шаблон, по которому затем делаем контрпрофиль.
Если с расчетами у вас возникнут сложности, напишите нам, мы вам поможем рассчитать пары для фрезерования шаблона по предмету и фрезерования углубления по шаблону.
В заключении можно отметить, что чем больше копировальных втулок и фрез, тем легче подобрать нужное вам их сочетание. Если фрезы, особенно твёрдосплавные спиральные — дорогое удовольствие, то копировальных втулок реально иметь достаточно широкий выбор.
Евгений Фукс.
технический консультант компании LeighJigs.ru
Как фрезеровать по шаблону
Кромочный фрезер — это инструмент, который может не найти широкого применения в некоторых мастерских, но это уникальный и удивительно универсальный инструмент. Они легкие, на удивление мощные и достаточно маленькие, чтобы ими можно было работать там, куда большие фрезеры просто не поместятся.
Вот 10 видов работ, где может пригодится кромочный фрезер.
1. Фрезерование по шаблону
Обгонные кромочные фрезы с верхним расположением подшипника позволяют быстро отфрезеровать древесину вокруг шаблона, что идеально подходит для изготовления множества одинаковых заготовок. Для обрезки небольших по толщине заготовок не требуется большой мощности фрезера, поэтому с такой задачей вполне справится и кромочный. И если он справляется с такими задачами, то зачем Вам для этого более крупный и тяжелый фрезер, особенно на небольших или узких деталях.
2. Врезка петель
Врезку дверных петель можно сделать и стамеской, но более эффективно можно это сделать при помощи кромочного фрезера.
При использовании шаблона врезка петель становится стандартной операцией. Используя U-образный шаблон (который можно сделать из отходов) можно значительно ускорить процесс врезки с требуемой точностью.
3. Фрезерование кромок
Кромочный фрезер — это такой же фрезер, в конце концов, только маленький. Поэтому с его помощью вполне реально отфрезеровать фигурные кромки.
Просто следуйте правилам фрезеровки:
- Используйте острую чистую твердосплавную фрезу.
- Начинайте с неглубокого прохода на первом срезе и сделайте серию более глубоких проходов после этого, каждый раз удаляя больше древесины.
4. Обрезка кромок после оклеивания
Ручная обрезка выступающих краёв ПВХ-ленты довольно утомительна и занимает много времени. При помощи кромочного фрезера со специальной фрезой скорость обработки значительно увеличивается, а качество возрастает. После прохода фрезером остается качественная, ровная кромка, которой зачастую уже не требуется дополнительная обработка. Максимум, что может понадобиться — это легкая шлифовка для удаления заусениц.
5. Выравнивание торцевой отделки полок
При изготовлении полок из шпонированной фанеры и оклейки торцов рейками из цельного дерева, гораздо удобнее выравнивать в плоскости края реек кромочным фрезером, чем сошлифовывать выступающие части. При шлифовании можно повредить шпонированную поверхность. Фрезер же пройдет только по дереву не задевая шпона. Компактный размер фрезера делает его удобным для балансировки при этой операции.
6. Срезание заглушек
Кромочный фрезер с прямой фрезой неплохо справляется со срезанием заглушек для крепежа вровень с основной плоскостью. Особенно его эффективность в этом вопросе будет заметна, когда нужно выровнять несколько десятков заглушек, в этом случае он может быть удобнее, чем пилка или стамеска. После прохода фрезером потребуется только слегка подшлифовать место заглушки.
7. Резка материала
Кромочный фрезер, конечно же, никогда не заменит в мастерской ту же циркулярную пилу, но для небольших резов он вполне может пригодиться. Конечно, большие фрезы и глубокие пропилы — это не для него и здесь следует проявлять благоразумие. С помощью кромочного фрезера можно вырезать круги, прорезать небольшие пазы, делать рёбра и четверти. Главное следить за тем, чтобы не перегружать двигатель и вовремя перейти на более мощный инструмент, в этом случае.
8. Художественная резьба
Кромочному фрезеру вполне под силу вырезать различные узоры и надписи на дереве. Его можно использовать совместно с шаблонами, а можно, если навык позволяет, и просто как режущий инструмент. Не мало примеров, когда при помощи кромочных фрезеров создаются практически шедевры. В этом помогают небольшие габариты и вес.
9. Сверление отверстий
Как и в случае стандартного погружного фрезера, Вы можете сверлить отверстия для штифтов на полке с помощью кромочного фрезера и шаблона. Концепция такого использования для отверстий в полках не является революционной. Но, благодаря таким врезным моделям, как Trend T4, DeWALT и Porter-Cable, сверление отверстий является даже профильной задачей.
10. Инкрустация
Для врезки тонких, заподлицо вкладок требуются неглубокие вырезы и точность, что делает фрезер идеальным инструментом для этой работы. Инкрустация требует неглубокую выборку в древесине, чтобы посадить детали на одном уровне с поверхностью. Вы можете выполнить работу и другими фрезерами, но кромочный фрезер подходит для такой задачи лучше всего. Его небольшой размер и гораздо меньший вес являются преимуществом перед другими моделями, так как обеспечивают лучшую точность проведения работы по врезке элементов инкрустации.
Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент – приспособления. Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, – срезая материал именно там, где требуется, – она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них – самые необходимые – входят в комплект поставки инструмента. Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Параллельный упор
Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4. Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение. У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку. Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок «а»). При этом траектория движения фрезы не изменится.
Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант – это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.
Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.
При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры. При этом расстояние от края упора (доски) до края основы (фанеры) равно расстоянию от фрезы до края базы фрезера. Но это условие соблюдается только для фрезы одного диаметра . Благодаря этому приспособление быстро выравнивается по линии края будущего паза.
Следующее приспособление можно использовать с фрезами разного диаметра, плюс при фрезеровании фрезер упирается всей своей подошвой, а не половиной, как в предыдущем приспособлении.
Выравнивание упора происходит по краю откидываемой на петлях доски и центральной линии паза. После фиксации упора, откидываемая доска откидывается, освобождая место для фрезера. Ширина откидываемой доски вместе с зазором между ней и упором (если он есть) должна быть равна расстоянию от центра фрезы до края базы фрезера. Если ориентироваться на край фрезы и край будущего паза, то приспособление будет работать только с одним диаметром фрезы.
При фрезеровании пазов поперек волокон, на выходе из заготовки, при фрезеровании открытого паза, нередки случаи задира древесины. Минимизировать задиры помогут следующие приспособления, которые прижимаю волокна в месте выхода фрезы, не давая им отщепиться от заготовки.
Две доски, строго перпендикулярно, соединяются шурупами. С разных сторон упора используются разные фрезы, чтобы ширина паза в приспособлении совпадала с шириной паза фрезеруемой детали.
Другое приспособление для фрезерования открытых пазов, можно сильнее прижать к заготовке, что еще больше минимизирует задиры, но оно подходит для фрезы только одного диаметра. Состоит оно из двух L-образных частей соединяемых на заготовке струбцинами.
Копировальные кольца и шаблоны
Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.
Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.
На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.
Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.
Шаблон может быть регулируемым.
Фрезерование по шаблону – отличный метод для того, чтобы вырезать пазы для петель.
Приспособления для фрезерования округлых и эллиптических пазов
Лучше конечно, чтобы циркуль был из двух штанг.
Вообще, циркули являются очень распространенным приспособлением. Существует большое количество фирменных и самодельных приспособлений для фрезерования по окружности, различающихся размерами и удобством пользования. Как правило, циркули имеют механизм, обеспечивающий изменение радиуса окружности. Обычно он выполняется в виде винта со штифтом на конце, перемещающегося по пазу устройства. Штифт вставляется в центральное отверстие детали.
Когда нужно фрезеровать окружность маленького диаметра, штифт должен находиться под базой фрезера, и для таких случаев используют другие приспособления, прикрепляемые к низу базы фрезера.
Обеспечивать движение фрезы по кругу с помощью циркуля довольно просто. Однако нередко приходится сталкиваться с необходимостью выполнения эллиптических контуров – при врезке зеркал или стекол овальной формы, устройстве окон или дверей арочного типа и т.п. Приспособление PE60 WEGOMA (Германия) предназначено для фрезерования эллипсов и окружностей.
Оно представляет собой основание в виде плиты, крепящейся к поверхности с помощью вакуумных присосок 1 или винтами, если характер поверхности не позволяет закрепиться с помощью присосок. Два башмака 2, движущиеся по пересекающимся направляющим, обеспечивают движение фрезера по эллиптической траектории. При фрезеровании окружности используется только один башмак. В комплект приспособления входят две монтажные штанги и кронштейн 3, с помощью которых производится соединение фрезера с плитой. Пазы на кронштейне позволяют установить фрезер таким образом, чтобы его опорная поверхность и основание плиты находились в одной плоскости.
Как видно из фотографий выше, фрезер использовался вместо лобзика или ленточной пилы, при этом, за счет высоких оборотов фрезы, качество обработанной поверхности получается гораздо выше. Так же при отсутствии ручной циркулярной пилы, фрезер может заменить и её.
Приспособления для фрезерования пазов на узких поверхностях
Для выполнения пазов в торце, можно изготовить простое приспособление в виде плоского основания, крепящегося к подошве фрезера. Его форма может быть не только круглой (по форме основания фрезера), но и прямоугольной. С двух его сторон нужно закрепить направляющие штыри, которые будут обеспечивать прямолинейное движение фрезера. Главное условие при их устройстве заключается в том, чтобы их оси находились на одной линии с центром фрезы. При обеспечении этого условия, паз будет располагаться точно по центру заготовки, независимо от ее толщины. Если потребуется сместить паз в ту или иную сторону от центра, на один из штырей нужно надеть втулку с определенной толщиной стенки, в результате чего паз сместится в ту сторону, с которой расположен штырь с втулкой. При использовании фрезера с таким приспособлением, его нужно вести таким образом, чтобы штыри прижимались с двух сторон к боковым поверхностям детали.
Если к фрезеру прикрепить второй параллельный упор, тоже получится приспособление для фрезерования пазов в кромке.
Но можно обойтись и без специальных приспособления. Для устойчивости фрезера на узкой поверхности, с двух сторон детали закрепляют доски, поверхность которых должна образовывать с обрабатываемой поверхностью единую плоскость. При фрезеровании фрезер позиционируется с помощью параллельного упора.
Можно сделать усовершенствованный вариант, увеличивающий площадь опоры для фрезера.
Устройство для обработки балясин, столбов и прочих тел вращения
Иногда возникает необходимость во фрезеровании различных пазов в телах вращения. В этом случае полезным может оказаться приспособление, изображенное ниже.
Устройство служит для фрезерования продольных канавок (каннелюр) на балясинах, столбах и т.п. Оно состоит из корпуса 2, передвижной каретки с установленным фрезером 1, диска установки угла поворота 3. Работает приспособление следующим образом. Балясина помещается в корпус и закрепляется там с помощью винтов 4. Поворот на нужный угол и фиксация заготовки в строго определенном положении обеспечивается диском 3 и стопорным винтом 5. После фиксации детали, приводится в движение каретка с фрезером (по направляющим планкам корпуса), и осуществляется фрезерование паза по длине заготовки. Затем производится расстопорение изделия, поворот его на требуемый угол, стопорение и выполнение следующего паза.
Подобное приспособление можно использовать вместо токарного станка. Заготовка должна медленно вращаться помощником или простеньким приводом, например, из дрели или шуруповерта, а лишний материал снимается движущимся по направляющим работающим фрезером.
Приспособления для фрезерования шипов
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений – «ласточкин хвост» (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.
Фрезер для аккуратной работы требует вспомогательных устройств, в то же время комплект аппарата при продаже включает ограниченный набор таких предметов.
Рынок дополнений к фрезерным устройствам простирается от транспортира до многочисленных насадок. Пользователь, которому этого недостаточно, может сделать подсобные приспособления самостоятельно.
Параллельный упор
Полезные приспособления для фрезера по дереву составляют довольно длинный список. Многие владельцы инструмента в состоянии сделать их из подручных материалов или, если это удобнее, попросту купить отдельно.
Одно из таких приспособлений – параллельный упор. Это компонент базового набора любого фрезера, и хозяину инструмента не придётся изготовлять упор самому. Нужен он для прямого следования фрезы вдоль поверхности базы, которой может служить ровный край детали или верстака.
Упор позволяет обрабатывать кромки и пазы, накрепко фиксируя деталь.
Состоит это полезное дополнение к фрезерному инструменту из следующих частей:
- входящие в выемки на фрезере штанги;
- винтовой крепёж, затягивающий их в нужной позиции;
- настроечный винт для мелкой регулировки расстояния оси фрезы от края;
- опорная часть, которая удерживает конструкцию на базе.
Чтобы привести упор для фрезера по дереву в готовность, надо, чтобы штанги заняли положение в выемках на корпусе инструмента и были затянуты стопором. Ослабив затяжку стопора, настроечным винтом можно при необходимости сделать мелкую регулировку.
С небольшим добавлением параллельный упор позволяет делать, помимо прямых резов, и более сложные. Добавление это представляет собой деревянный брусок с одной ровной стороной. Другая сторона имеет угловатую или круглую выемку. Брусок вставляется между опорной частью и кромкой материала, имеющей изогнутую форму.
Брусок соприкасается с опорой своим ровным краем. Сторона, где выемка, находится в контакте с изогнутой базой. Манипулировать инструментом с таким приспособлением следует предельно внимательно, так как брусок вносит элемент неустойчивости.
Направляющая шина
Имея схожее назначение с параллельным упором, шина ответственна за аккуратный ход фрезы по прямой. Время, затраченное на работу, за счёт применения шины заметно сокращается. Она также позволяет направлять инструмент на столе под любым углом к краю.
Обратите внимание! Закрепить шину на столешнице или материале можно струбцинами.
Некоторые шины серийного производства имеют в комплекте отдельный компонент – башмак. Он соединяется с фрезером штангами и, проходя по шине, двигает фрезерную головку по заданной траектории.
Лучше всего шина сочетается с инструментом, чья база стоит на выдвижных ножках. Это позволяет устранить разность высоты между шиной и фрезером.
Бывает, функциональность шин, выпускаемых серийно, не подходит пользователю. Можно всегда создать индивидуальный вариант направляющих для фрезера своими руками. Самый элементарный представляет собой длинный ровный брус, – проще говоря, линейку. Мастеру нужно только обеспечить её креплениями, и шина, по сути, готова. Для изготовления простого приспособления даже не требуется чертёж.
Конечно, такая самодельная версия не будет отличаться устойчивостью. Более стабильным в работе окажется сочетание фанерной основы с прибитой к ней доской. Край фрезерной базы будет упираться в доску, а край основы обозначит зону обработки. Такая конструкция применяется в случае использования фрез одинакового диаметра.
Другой вариант работает, когда фрезы по дереву могут быть разного размера. Здесь доска, выступающая линейкой, не прибита к основе, а укреплена зажимами. Благодаря этому она может корректировать расстояние от рабочей зоны соответственно диаметру фрезы.
Шаблоны и копировальная втулка
Копировальное кольцо – это круг с выступом, скользящим по шаблону, гарантирующим точность обработки. Кольцо может прикручиваться к основанию фрезера или закрепляться усиками. Диаметр приспособления подбирается с таким расчётом, чтобы оно не соприкасалось с рабочей частью инструмента.
Кольцевой шаблон фиксируется на обрабатываемом материале, крепко прилегая к столешнице. Надёжный прижим обеспечивается двусторонним скотчем и струбцинами. Закончив деталь, нужно убедиться, что втулка при работе плотно проходила по краю шаблона.
Сделанный своими руками шаблон для фрезера найдёт применение и для обработки углов детали, когда необходимо, чтобы они были круглыми. В зависимости от расположения и габаритов шаблона, радиусный размер закругления может быть любым.
В шаблонную конструкцию зачастую включаются подшипники либо кольца. Если это кольцо, то его следует подбирать соответственно размеру фрезы. При разнице в диаметрах необходимо добавить в конструкцию шаблона упоры, с помощью которых можно будет сдвинуть приспособление от кромки детали.
Среди вспомогательных устройств для фрезера самые гибкие шаблоны, кроме обработки краёв материала, позволяют также выпиливать сложные пазы. Специальная компоновка аксессуара даёт возможность эффективно создавать выемки под дверные петли. С помощью шаблона можно даже проводить фрезером декоративную работу, например вырезать деревянные узоры.
Циркуль
Этот вспомогательный инструмент предназначен для создания круглых и овальных вырезов. В схему базового циркуля входит штанга с штифтовым креплением на конце. Вставив крепление в дырку по центру круга, по которому делается паз, можно менять размер круга простым смещением штанги.
Обратите внимание! Удобство и надёжность конструкции повышает добавление второй штанги.
Существуют разные подсобные элементы, работающие на циркульном принципе. Они дают преимущество в создании разного радиуса круговых пазов. Обязательный компонент таких вспомогательных устройств – штифт с винтом для регулировки длины радиуса.
Если вырезается отверстие малого размера, циркульная конструкция должна быть приспособлена для крепления на основании фрезера. Штифт при обработке детали находится непосредственно под инструментом.
Фрезер по дереву, помимо круглых, способен вырезать и эллиптические отверстия. Приспособление для этого можно собрать своими руками из следующих частей:
- база с фиксацией на материале из винтов или присосок;
- перемещаемые на скрещивающихся направляющих башмаки – 2 шт.;
- штанги для монтажа – 2 шт.;
- кронштейн для соединения конструкции с инструментом.
Скрепляющий кронштейн благодаря предназначенным для этого пазам позволяет станине конструкции находиться в той же плоскости, что и основа фрезера. Резка круглых проёмов идёт с использованием одного башмака. Если отверстие нужно овальное – задействуются оба. Подобная вспомогательная конструкция даёт возможность выполнять отверстия точнее и быстрее других инструментов, таких как ленточная пила или лобзик.
Для пазов на узких поверхностях
Выемки под замки или дверные петли можно выполнить и дрелью с долотом, но фрезер для этого подходит значительно лучше. Нужно только оснастить инструмент определённым приспособлением. Состоит оно из плоской пластины, которая крепится на основании устройства. Форма пластины может быть округлой или прямоугольной. На ней делаются 2 штыря, обеспечивающих ровный ход инструмента во время работы.
Главный параметр, которого необходимо придерживаться при изготовлении такого элемента, – ось каждого штыря должна быть на той же линии, что и центр фрезы. С условием соблюдения этого параметра паз будет вырезан именно в середине обрабатываемой детали безотносительно толщины. При необходимости смещения паза вправо или влево на соответствующий штырь надевается втулка такого размера, который нужен для желаемого сдвига.
Используя эту конструкцию, фрезер ведётся с плотным прижатием штырей к обеим сторонам заготовки.
Такой же эффект достигается, если использовать с фрезером два параллельных упора.
Даже одного упора может быть достаточно. Нужно укрепить заготовку между двух поверхностей, например досок, так, чтобы все три элемента находились в одной плоскости. Проблема недостаточной ширины детали в этом случае устраняется.
Когда часто приходится работать с узкими поверхностями, неплохим решением будет соорудить специальный стол из двух половин. Зажимая материал между ними, мастер легко добьётся эффекта одной плоскости.
Тела вращения
В работе с заготовками круглого сечения, такими как столбы или балясины, составляется конструкция из рамки, внутрь которой помещается деталь, каретки под фрезер и поворотного диска. Деталь вставляется в раму, надёжно фиксируется, после чего каретка с инструментом выдвигается на участок для обработки. Положение детали в раме можно изменять посредством поворотного диска.
Эта же рама с фрезером в каретке может служить как токарный станок. Всего лишь нужно поворачивать диск с одновременной работой фрезера, едущего по направляющим. Делать это может помощник мастера или подсоединённая к диску дрель.
Шипорезные приспособления
Такие приспособления обеспечивают создание соединений на основе шипов. Требующие высокой точности обработки материала подобные профили легко выполняются фрезером.
Используя ручной фрезер, мастер подводит его к материалу свободно. Следовательно, материал нуждается в надёжном креплении для безошибочной шипорезки.
Такие условия может создать простое устройство, сделанное из следующих деталей:
- жёстко фиксированные направляющие, нижние верхние и боковые;
- планка с одной степенью свободы, которая будет ограничивать выборку.
Параметры частей зависят от конкретного инструмента, под который будет собираться устройство. Порядок сборки следующий.
По краям фанерного основания устанавливаются равного размера вертикальные рёбра с вырезами по центру. К этим рёбрам крепятся рельсы, на которых станет двигаться инструмент. Для безопасности движения фрезера на рельсах они запираются ограничителями, которыми могут служить простые деревянные рейки.
К фанерной основе присоединяется подвижная часть – регулятор выборки края детали. Фиксатором может быть барашковый винт либо иное крепление на выбор мастера.
Независимо от производителя, ручной фрезер с добавлением такого сооружения способен легко обеспечить вырезание простого шипового профиля.
Ещё одно средство для производства шипов – кондуктор. Составляют его основание, упоры и подвижная часть в виде салазок. Приступают к его изготовлению и использованию уже опытные пользователи для очень мелкой и точной работы.
Скрытые возможности
Перечисленный кейс подсобных средств может показаться излишним, когда мастер выполняет фрезером только простейшие операции. Но если взглянуть на этот инструмент под углом его потенциальных возможностей, то перед пользователем возникает целый ряд направлений.
Те работы, которые мастер и не думал, что он может проводить, оказываются вполне доступны – стоит только соорудить несколько вспомогательных конструкций. Словно это не простой ручной фрезер, а координатный станок с ЧПУ.
Фрезерование сквозных (вырезных) ящичных и мебельных ручек
Ящичные и мебельные ручки необходимы для переноски деревянных тарных ящиков и выдвигания мебельных ящиков. В тарных ящиках они вырезаются в передней и задней или в обеих боковых стенках, а в мебельных ящиках ручка изготавливается, как правило, только на стороне фасада, за исключением тех конструкций, в которых ящик выдвигается в обе стороны.
В данном случае процесс фрезерования описывается на примере штабелируемых тарных ящиков. Вырезание ручек всегда выполняется до склеивания ящиков, так как после склеивания эта операция становится чрезвычайно трудоёмкой, кроме того возможности крепления заготовки существенно ограничиваются по сравнению с условиями обработки одной передней или задней стенки ящика.
Проблема:
Фрезерование ручек для штабелируемых тарных ящиков.
Решение:
Для решения данной проблеммы идеально подходит вертикальный фрезер FESTOOL OF 1010.
|
Для изготовления ручек этого типа требуется следующая оснастка:
| ||
|
Специальная фреза для профилирования ручек имеет конструкцию, обеспечивающую возможность непосредственного врезания в обрабатываемую заготовку без предварительного вырезания отверстия пазовой фрезой, как при использовании других фрез этого типа. С помощью подшипника установленного в верхней части фрезы, осуществляется перемещение по шаблонам для ручек. При работе с другими фрезами упорное кольцо заменяется копировальным кольцом, которое нужно приобрести дополнительно. Кроме этого, его необходимо установить и отцентрировать.
|
Подготовка/настройка:
|
|
| Изготовление шаблона:
|
|
|
|
|
|
|
| Отрегулируйте вертикальный фрезер и многофункциональный стол следующим образом:
|
|
|
|
|
|
Порядок действий:
|
|
|
|
|
| Для фрезерования ручки необходимо выполнить следующие действия:
ВНИМАНИЕ:
Помните, что фрезерование должно выполняться во встречном направлении.
|
|
|
|
|
Инструменты и оснастка:
В этом практическом примере используются следующие инструменты, оснастка и расходные материалы, по ссылке вы можете посмотреть описание, наличие, цены, оформить заказ / купить:
|
Вертикальный фрезер Festool ОF 1010 EBQ, доступные варианты комплектации / поставки:
или
или
или
или
Для изготовления ручек этого типа требуется следующая оснастка:
Варианты пылеудаления рабочего места с помощью профессиональных пылесосов Фестул (Германия):
584017 Аппарат пылеудаляющий Festool с сист. Autoclean CTL 26 E AC
|
Статья подготовлена по материалам производителя Festool.
Назад во Все статьи.
Dynamic Фрезерный станок с ЧПУ для бизнеса
Исключительное. Фрезерный станок с ЧПУ , предлагаемый на Alibaba.com по привлекательным ценам, представляет собой отличный способ добиться невероятных результатов в производстве мебели. Они содержат множество передовых инноваций и технологий, которые способствуют повышению эффективности. Они превращают изготовление мебели в простую задачу. При их изготовлении используются прочные материалы. Фрезерный станок с ЧПУ делает их очень прочными и долговечными.
Звездный. Фрезерный станок с ЧПУ , доступный на Alibaba.com, входит в впечатляющую универсальную коллекцию, в которой представлено множество моделей, дизайнов и размеров. Эта продуманная коллекция гарантирует, что каждый покупатель найдет для себя наиболее подходящий продукт, отвечающий всем функциональным требованиям для его бизнеса. Они могут похвастаться высокоэффективными функциями резки и соединения, которые потребляют умеренное количество электроэнергии и топлива, что позволяет пользователям экономить на счетах.
Установка этих топовых. Фрезерный станок с ЧПУ прост, особенно если следовать рекомендациям производителя. Их обслуживание также несложно, потому что они редко ломаются, а их части легко ремонтировать, когда требуется замена. Поскольку их легко чистить, пыль и другие частицы не накапливаются без надобности до такой степени, которая может ухудшить их работу. Они очень безопасны в эксплуатации, поскольку оснащены передовыми функциями безопасности, обеспечивающими максимальную защиту операторам.
Путешествуя по Alibaba.com, покупатели откроют для себя прекрасное. Фрезерный станок с ЧПУ возможности вывести свои операции на новый уровень. Покупки на веб-сайте очень полезны, потому что покупатели получают качественные товары в этой категории, которые соответствуют или превосходят их ожидания. Они подходят как для мелкосерийного, так и для крупного производства мебели, требующего максимальной эффективности.
Полностью автоматизированный фрезерный станок с последовательным фокусированным ионным пучком для криоэлектронной томографии
Сводка приемки:
В этой рукописи представлена автоматизированная процедура истончения клеточных образцов стекловидного тела с помощью криофокусированного ионно-лучевого измельчения.Разбавление необходимо для того, чтобы сделать все участки клетки доступными для криоэлектронной томографии и, таким образом, сделать возможным структурные исследования in situ, которые важны для понимания архитектуры клетки на молекулярном уровне. Создание достаточного количества и стабильного качества разбавленных клеточных образцов было серьезным узким местом. Таким образом, эта статья является значительным достижением в использовании крио-ФИП-измельчения для истончения и поэтому будет представлять большой интерес для широкого сообщества. Авторы сотрудничали с промышленным партнером (Zeiss) для внедрения автоматизации.Они количественно оценили улучшение производительности и предоставили доказательства неизменного качества подготовки дрожжевых клеток, а также цианобактерий. Они используют последний набор данных для усреднения субтомограммы структуры перегородки, которую они охарактеризовали в предыдущей статье, где они генерировали ламели вручную, и теперь они показывают, что данные из автоматически истонченных ячеек приводят к усредненной трехмерной структуре сопоставимого качества.
Письмо-решение после экспертной оценки:
Благодарим вас за отправку вашей статьи «Полностью автоматизированный последовательный фрезерование сфокусированным ионным пучком для криоэлектронной томографии» на рассмотрение eLife .Ваша статья была рецензирована тремя рецензентами, а оценку контролировали рецензирующий редактор и Джон Куриан в качестве старшего редактора. Рецензенты предпочли остаться анонимными.
Рецензенты обсудили рецензии друг с другом и все сильно поддержали вашу рукопись. Он служит необходимым и долгожданным достижением в автоматизации крио-FIB / SEM, не только увеличивая пропускную способность этого метода, но также уменьшая количество ошибок и уменьшая разочарование оператора.Редактор-рецензент разработал это решение, чтобы помочь вам подготовить исправленную заявку.
Существенные изменения:
Есть несколько вещей, которые сделают рукопись более полезной для более широкого сообщества, и мы с рецензентами хотели бы попросить авторов обратиться к ним или включить их перед публикацией:
1) Во всей рукописи очень мало изображений ламелей. Он показывает только две ламели, полученные с помощью SEM (один дрожжевой, один Anabaena) и один TEM (дрожжи).Этого слишком мало для рукописи, описывающей автоматическое изготовление ламелей. Должна быть включена мозаика из множества ламелей, выполненных по крайней мере в течение одного сеанса (в идеале и изображения SEM, и TEM), чтобы опытный пользователь мог оценить качество изготовленных ламелей.
Авторы должны убедиться, что необработанные данные (а именно ряд наклона) хранятся в EMPIAR. Томограммы и средние значения субтомограмм необходимо подавать в EMDB.
2) Авторы заявляют, что все ламели были визуализированы с помощью крио-ЭТ.Были ли сломаны ламели? Были ли на них занавеси или загрязнения? Следует обсудить статистику того, что часто ограничивает производительность производства ламелей.
3) Жалко, что эксперимент в сеансе C не увенчался успехом из-за того, что образцы на время оставались внутри микроскопа. Это ценная информация, и я рад, что авторы включили ее. Однако, так как это был единственный автоматизированный эксперимент, который включал полировку не на бактерии, с которыми лаборатория хорошо знакома (и поскольку технически это должно занять день в двойном луче и день в ТЕА), этот эксперимент следует повторить.
4) Если существуют четкие опубликованные протоколы осаждения вольфрама, авторы должны процитировать их, в противном случае требуется немного более подробное объяснение как для пользователей с одним и тем же инструментом, так и для других, пытающихся адаптировать процесс к доступным им инструментам.
5) При необходимости, можно ли отдельно отрегулировать каждую пластину по глубине? Некоторые образцы сильно различаются, и выбранные параметры могут сильно различаться. Это также касается высоты начальных ящиков. Авторы всегда используют глубину фрезерования 10 мкм.Было ли это значение верхней границей ожидаемой глубины их образцов? Приведет ли меньшее значение к тому, что ламели не прорвутся, не повредятся занавески и т. Д.? Другими словами, как пользователи должны выбирать это значение?
6) Во многих цитируемых авторами статьях, использующих крио-FIB-ET, ламели намного шире. Хотя автоматизация будет очень полезна и является очень необходимым этапом рабочего процесса, нынешние пользователи могут понять, что это на порядок увеличит пропускную способность.2. Напротив, показанные здесь ламели (рис. 2) имеют площадь около половины. Точно так же общий объем, измельченный с исходными паттернами, намного больше в клетках млекопитающих. Клетки млекопитающих имеют объем не менее нескольких тысяч кубических микрон, ср. объем одной дрожжевой клетки 50-100 мкм3. Таким образом, ламелла, содержащая 3–4 дрожжевых клетки, как показано в этой рукописи, на порядок меньше по объему, чем клетка млекопитающего. Таким образом, чтобы иметь возможность сравнивать с другими работами и скорректировать ожидания читателя, авторы должны указать, что цифры, которые они цитируют (даже в их предыдущей ручной работе) до 16 ламелей за 10 часов, относятся к большим одиночным работам. бактерии или для очень маленьких наборов дрожжевых клеток.Хотя их отчеты точны, было бы лучше (и не менее впечатляюще) сравнить любые достижения во времени с их предыдущей работой.
https://doi.org/10.7554/eLife.52286.sa1
Химическое измельчение | techmetinc
Фрезерование поверхности
Химическое фрезерование — это процесс удаления поверхностного материала с помощью химического растворения. Tech Met может химически фрезеровать элементы, определять размеры деталей, уменьшать вес и подготавливать поверхности, удаляя нежелательные поверхностные состояния.
Процесс удаления может быть глобальным удалением на всех поверхностях компонента или выполняться выборочно с использованием методов маскирования для создания участков удаления или шаблонов в соответствии с требованиями приложения.
Точное удаление достигается за счет непрерывного мониторинга и активного управления процессом, включая тщательный контроль химического состава, специально разработанное перемешивание деталей и обширные знания процесса.
Благодаря постоянному мониторингу, обширным знаниям о процессах и активному контролю химических, термических, механических и временных параметров.
Химическое фрезерование сложных поверхностей для достижения определенных размеров, снижения веса и повышения производительности
Избирательное химическое измельчение
Для достижения избирательного измельчения Tech Met обеспечивает маскирование с использованием окунания в ванне и безвоздушного распыления, включая методы нанесения с помощью роботов в определенных случаях для обеспечения консистенции и контроля.
Разметка выполняется с использованием шаблонов, предоставленных заказчиком, или шаблонов, разработанных собственными силами.В некоторых случаях лазерная разметка используется для точного определения местоположения желаемых карманов.
Глубина извлечения и расположение отдельных карманов спроектированы и сертифицированы по качеству в соответствии со всеми чертежами.
Детали точно замаскированы, чтобы гарантировать химическое фрезерование только определенных участков детали
Конусное фрезерование
Химическое фрезерование для получения постепенно уменьшающейся толщины листовых, стержневых и трубных компонентов, изготовленных из любых сплавов, которые можно фрезеровать.Конусное фрезерование можно использовать для ремонта разрушенных обсадных труб, футеровок или насосно-компрессорных труб, предназначенных для очистки без разрезания или повреждения поверхностей. Химические конические фрезы доступны в различных размерах и конфигурациях.
Коническое фрезерование выполняется путем опускания и подъема заготовки в растворе для фрезерования и выхода из нее во время травления. Скорость движения согласовывается с требованиями детали и контролируется с помощью автоматизированных систем. Хотя обычно выполняется для создания линейного сужения, изменение скорости погружения и извлечения в зависимости от кривизны заготовки позволяет также сужать изогнутые элементы.
Коническое или контурное фрезерование может облегчить клиенту удаление профилей длиной до 24 футов
Фрезерование декоративного рисунка
Tech Met может использовать различные методы для создания гравированных рисунков или печатных художественных эффектов на больших плоских панелях для архитектурных приложений. Методы включают растрирование рисунка или лазерное нанесение маскирующих средств для получения желаемого рисунка.
Использование химического фрезерования для создания геометрии поверхности и текстур для архитектурных приложений
Химическое травление 3D фото
Плоские, а также 3D изогнутые поверхности можно точно травить с точностью до 0.00025 «. Посредством химического фрезерования мы точно травим узоры на широком спектре материалов. Фотохимическое травление позволяет получать очень сложные детали с очень мелкими деталями и повторяемыми размерами.
Деталь детали до и после фотохимического травления на изогнутой 3D поверхности
Универсальный фрезерный станок, मिलिंग मशीन्स в Виджаянагарской колонии, Хайдарабад, Alpa Projects And Engineers
О компании
Юридический статус фирмы Партнерство Фирма
Характер поставщика бизнес-услуг
Количество сотрудников от 11 до 25 человек
Годовой оборот R.50 лакх — 1 крор
IndiaMART Участник с сентября 2010 г.
GST36AAQFA5587J1ZS
Мы — ведущие дилеры систем кондиционирования и охлаждения. Мы предоставляем нашим клиентам широкий спектр холодильных систем, от чиллеров с воздушным охлаждением и чиллеров с водяным охлаждением до фанкойлов и систем отопления, вентиляции и кондиционирования воздуха.
Все продукты для кондиционирования воздуха, которые мы предоставляем, имеют высшее качество.Все продукты в ALPA проходят испытания во многих жестких условиях для проверки их функциональности, и мы с гордостью можем сказать, что наши продукты соответствуют всем нормам стандартов качества.
Вся продукция, с которой мы имеем дело, сертифицирована по ISO и производится с использованием лучшего сырья, которое является лучшим в отрасли. Мы не идем на компромисс с качеством предлагаемой нами продукции, мы также заботимся о том, чтобы вся продукция для охлаждения и кондиционирования воздуха соответствовала качеству и международным стандартам.
Принимая во внимание требования рынка и решения клиентов, мы объединили наши руки для поставки и установки всех типов машин OEM, GPM, CNC, систем отопления, вентиляции и кондиционирования, вентиляции и чистых помещений и т. Д.
Мы также выполняем поставку под ключ проектов, консультации с комплексными решениями, предлагаемыми клиентам. Мы верим, что выполнение обязательств по удовлетворению потребностей клиентов является нашей политикой.
Мы твердо убеждены в том, что можем расширить и внести свой вклад с помощью нашего обширного опыта в услуги в таком востребованном секторе, как автомобили, электроэнергетика, цемент, нефтехимия, SSI, блоки питания и их вспомогательное оборудование, предоставляя все эффективные коммерческие технологии и сложные передовые идеи
Обзор вертикального vs.Горизонтальное фрезерование
Поскольку у современных фрезерных станков так много применений и применений, вы можете найти множество различных типов и стилей фрезерных станков. Некоторые станки предназначены для обработки широкого спектра деталей общего назначения, тогда как другое фрезерное оборудование используется для изготовления специализированных деталей, требующих уникальных моделей. Подавляющее большинство фрезерных станков предназначены для работы с тяжелыми и труднообрабатываемыми материалами, такими как медные сплавы, титан и нержавеющая сталь.Для большинства проектов сначала создается спроектированная модель, которая используется для настройки параметров фрезерных станков.
В Precise Tool у нас есть множество специализированных фрезерных и расточных станков для изготовления любых нестандартных деталей. Мы используем лучшее современное оборудование для вашего проекта, нужны ли вам вертикально-фрезерные станки с ЧПУ, токарные станки или гибкие производственные системы. Далее следует обзор различий и преимуществ вертикального фрезерования по сравнению с горизонтальным фрезерованием.
Как работает вертикальный фрезерный станок
При описании фрезерных станков термины «горизонтальный» и «вертикальный» обычно относятся к ориентации шпинделя или режущего инструмента.Шпиндель, также известный как режущая головка, на вертикальном фрезерном станке ориентирован вертикально. Поскольку режущая головка зафиксирована в вертикальном положении, есть другие части станка, которые перемещаются по одной или нескольким осям для перемещения материала, чтобы он находился в нужном месте для правильного фрезерования.
Вертикальные фрезы бывают двух основных типов: револьверные и станиновые. Они работают немного по-другому и дают уникальные преимущества:
- Револьверная фреза: В револьверной мельнице шпиндель остается в фиксированном положении, а станина станка, удерживающая материал, перемещается горизонтально или вертикально.Благодаря способности манипулировать положением материала в обоих направлениях, револьверная фреза чрезвычайно универсальна. Однако эти мельницы обычно ограничиваются проектами, относящимися к более мелким деталям, поскольку двухосное движение может быть затруднено для больших кусков материала.
- Станина: Станина может перемещать материал только вдоль горизонтальной оси. В этом типе фрезерного станка шпиндель ограничен вертикальной осью, но может перемещаться вверх и вниз по мере необходимости. Движение шпинделя в сочетании с горизонтальным движением станины позволяет фрезеровать самые разные формы и глубины.Станина со станиной лучше подходит для проектов, требующих тяжелых и крупных деталей, чем револьверная мельница.
Области применения и преимущества вертикального фрезерования
Хотя многие проекты могут быть реализованы как на вертикальном, так и на горизонтальном стане, каждый тип может предложить уникальные преимущества для определенных спецификаций фрезерования. Вертикальное фрезерование — отличный выбор для проектов, в основном выполняемых с одной стороны, таких как утопление штампов и работа с большими металлическими пластинами. В некоторых случаях вертикальные фрезы проще и менее сложны внутри, чем горизонтальные, потому что шпиндель не должен быть приспособлен для движения в двух направлениях.Некоторые проекты вертикального фрезерования более доступны, чем проекты, требующие горизонтального фрезерования.
Работа горизонтального фрезерного станка
В отличие от вертикального фрезерного оборудования, горизонтальные фрезерные станки не используют фиксированный шпиндель. Вместо этого они используют режущие головки, похожие на маленькие дисковые пилы, которые устанавливаются на горизонтальной оправке. В некоторых случаях, например, когда беседка тянется по всей длине станины, можно установить несколько фрез. В то время как некоторые мельницы ограничивают движение станины в горизонтальной плоскости, у других есть вращающиеся станины.Эти станки могут выполнять фрезерование под разными углами.
Преимущества горизонтального фрезерования для конкретных проектов
Есть несколько проектов, которые лучше всего подходят для горизонтально-фрезерных станков:
- Вырезание одной или нескольких канавок в материале
- Создание слотов
- Выполнение проектов, требующих работы с нескольких сторон и / или в нескольких плоскостях
- Работа над крупными проектами с использованием особо тяжелых материалов
Как правило, горизонтальное фрезерование — лучший выбор для сложных проектов, чем вертикальное фрезерование.Эти машины часто могут выполнять задачи быстрее, хотя проекты, требующие такого рода точной и сложной работы, могут потребовать больших финансовых вложений, чем проекты, которые можно выполнять на вертикальных мельницах.
Станки для крупных фрезерных проектов
Проекты, требующие очень больших деталей, лучше всего выполнять на больших фрезерных станках, специально разработанных для таких материалов. Некоторые из этих проектов включают большие и тяжелые литые детали, пластины и сварные детали. Наши большие фрезерные станки могут обрабатывать проекты, требующие материала длиной до 40 футов и весом 60 тонн, и могут предоставить необходимые возможности для такого рода обработки.
Создайте свою деталь на наших фрезерных станках
В Precise Tool мы знаем, что лучшее оборудование и первоклассный производственный персонал ускоряют выполнение проекта. Наш собственный инженерный отдел может работать с вами для разработки очень точных моделей. Затем мы используем нестандартные инструментальные головки и фрезы для выполнения ваших проектов максимально точно и с минимальными затратами времени.
Многие из наших высококачественных и точных фрезерных станков используют удобные современные технологии, в том числе ЧПУ.При необходимости мы также можем спроектировать и создать индивидуальный инструмент для вашего проекта. Благодаря нашему оборудованию и опыту мы можем помочь вам быстро завершить обработку без ущерба для качества. Чтобы запросить расценки, свяжитесь с нами сегодня.
Структура использования энергии в рисоводобывающей промышленности — критическая оценка
J Food Sci Technol. 2014 ноя; 51 (11): 2907–2916.
, , и
С. К. Гоял
Институт сельскохозяйственных наук (KVK), Индусский университет Банарас, Южный кампус Раджива Ганди, Баркача, Мирзапур, 23100140 Индия С.
90В. Джогданд
Кафедра сельскохозяйственного инвентаря и энергии, Сельскохозяйственный университет Индиры Ганди, Райпур, 492012 Индия
AK Agrawal
Кафедра молочной инженерии, Колледж молочных технологий, Сельскохозяйственный университет Индиры Ганди, Райпур, 492 012 Индия
Институт сельскохозяйственных наук (KVK), Индийский университет Банарас, Южный кампус Раджива Ганди, Баркачха, Мирзапур, 231001 Индия
Департамент сельскохозяйственных орудий и энергии, Сельскохозяйственный университет Индиры Ганди, Райпур, 492012 Индия
Кафедра молочной инженерии, Колледж молочных технологий, Сельскохозяйственный университет Индиры Ганди, Райпур, 492 012 Индия
Автор, отвечающий за переписку.
Пересмотрено 15 апреля 2012 г .; Принята в 2012 г. 17 мая.
Авторское право © Ассоциация ученых и технологов в области пищевых продуктов (Индия), 2012 г. Эта статья цитируется в других статьях в PMC.
Реферат
Рисовая промышленность — одна из самых энергоемких отраслей. Подобно капиталу, рабочей силе и материалам, энергия является одним из факторов производства, используемых для производства конечного продукта. С экономической точки зрения энергия — это товары, производные от спроса, и ее можно рассматривать как промежуточный товар, спрос на который зависит от спроса на конечный продукт.В этой статье рассматриваются различные типы энергетических схем, используемых в рисоводобывающей промышленности, а именно тепловая энергия, механическая энергия, электрическая энергия и энергия человека. Важными коммунальными услугами рисовой мельницы являются вода, воздух, пар, электричество и рабочая сила. На рисоводобывающей фабрике некоторые операции выполняются вручную, а именно: очистка, сушка на солнце, подача рисового зерна в ковшовые элеваторы, взвешивание и упаковка и т. Д. Таким образом, человеко-часы также включаются в учет энергии. Вода используется для замачивания и образования пара.Электроэнергия является основным источником энергии для этих рисовых заводов и импортируется из государственных электрических сетей. Электроэнергия используется для запуска двигателей, насосов, воздуходувок, конвейеров, вентиляторов, освещения и т. Д. Изменения в уровне потребления энергии из-за использования коммунальных услуг во время обработки также должны учитываться в конечной стоимости готового продукта. Рисовая мельница потребляет значительное количество топлива и электроэнергии. Основное энергопотребляющее оборудование в рисовых мельницах: котлы и парораспределители, нагнетатели, насосы, конвейеры, лифты, двигатели, системы передачи, взвешивание и т. д.Несмотря на то, что было разработано большое количество технологий для эффективного использования энергии для различного оборудования рисовых мельниц, до сих пор лишь немногие из них повысили свой уровень энергоэффективности. Большинство рисовых заводов используют старые и местные технологии, а также полностью зависят от местного технического персонала.
Ключевые слова: Падди, Послеуборочные операции, Рис, Потребность в энергии, Система производства энергии, Потребление энергии
Введение
Рис является важной пищевой культурой в Индии и второй по значимости культурой в мире.Это основной продукт питания для самого густонаселенного региона мира и для сотен миллионов жителей Азии, Африки и Латинской Америки. В Индии переработка риса является старейшей и крупнейшей отраслью по переработке сельскохозяйственной продукции. В настоящее время его оборот превышает рупий. 36 500 крор в год. Индия перерабатывает около 85 миллионов тонн риса-риса в год и поставляет основные пищевые зерна и другие ценные продукты, необходимые населению. В последнее время более 50% всего производимого риса перерабатывается на современных мельницах, 40% — на обычных мельницах, а оставшиеся 10% — путем ручного измельчения (Shweta et al.2011).
В нынешних условиях глобального энергетического кризиса каждая страна изучает возможности сокращения потребления энергии. Решения энергетического кризиса сильно зависят от технологии использования энергии. Эпоха дешевой энергии прошла, но все еще есть энергоемкие промышленные комплексы. Население становится все более энергичным из-за ужасных последствий создания дополнительной нагрузки на нашу биосферу, которая уже демонстрирует серьезные укусы напряжения (Bakhara et al.1991). Энергия играет ключевую роль в социально-экономическом развитии любой страны. Развивающиеся страны в первую очередь нуждаются в разработке стратегий достижения продовольственной самообеспеченности, которые были бы энергоэффективными (Baqui et al. 2007). Индия, с ее типичной социально-экономической ситуацией и не очень хорошей энергетикой, в настоящее время занимается планомерным развитием сельского хозяйства, где плановикам требуется информация о потребностях в ресурсах (Borah and Prasad 1993). Более того, большая часть энергии, потребляемой при переработке сельскохозяйственной продукции, часто бывает значительной.Следовательно, стало необходимо прилагать усилия для экономии энергии за счет ее эффективного использования в сельскохозяйственном производстве в целом и переработке сельскохозяйственной продукции в частности.
Рис является основным продуктом питания 65% населения Индии. Это самый большой источник калорий среди зерновых. При наличии 73,8 кг на душу населения он удовлетворяет 31% общей потребности населения в калориях. Индия является вторым по величине производителем риса в мире после Китая.Общая площадь, производство и урожайность риса в Индии в 2009-10 году составили 45,32 миллиона гектаров, 91,12 миллиона тонн и 2089 кг / га, соответственно. В Индии рис занимает первое место как по площади, так и по производству (FAO 2010). В последние несколько десятилетий страна производит значительное количество основных продуктов питания. Производство риса также увеличилось, чтобы удовлетворить потребности растущего населения страны. Это большое количество необработанного риса производится на месте; как в домашних условиях, так и на коммерческом уровне, и тысячи людей заняты в секторе переработки риса.Энергетические потребности представляют собой серьезную проблему при переработке такого большого количества риса (Shweta et al. 2011).
В этой статье обсуждается потребность в энергии для переработки риса на коммерческом уровне. Переработкой риса занимаются два типа мельниц: обычные и современные рисовые мельницы. Обычные рисовые мельницы : Обычные рисовые мельницы — это агрегаты, в которых обработка рисового риса осуществляется с использованием стальных лущильных машин, что является устаревшей технологией, которая является неэффективной. Различные виды деятельности, такие как очистка, сушка, калибровка, полировка и т. Д.выполняются вручную. Современные рисовые мельницы : Современные рисовые мельницы — это агрегаты, в которых переработка рисового риса осуществляется с помощью резиновых валков, которые являются более эффективной современной технологией. Большинство работ выполняется с использованием оборудования, такого как сушилки, аспираторы, сортировщики, полировщики и т. Д. На промышленных рисовых мельницах выполняются различные этапы обработки рисового риса, а именно: пропаривание, сушка пропаренного рисового зерна и, наконец, операция измельчения для получения готового продукта.
Рисовая мукомольная промышленность является крупнейшей сельскохозяйственной отраслью Индии. В 2009 году в Индии насчитывалось примерно 1,74 296 рисовых фрез. Количество шелушителей составляло 95 808, шелушителей — 6724, шелушителей — 10 540 и современных / модернизированных рисовых заводов — 36 088 соответственно (MoFPI 2010). Информация об использовании энергии на рисовых фабриках имеет жизненно важное значение для разработки плана работы, позволяющего лучше контролировать операции по переработке и правильно оценивать потребление энергии в производстве, планировании и маркетинге.Важными коммунальными услугами рисовой мельницы являются вода, воздух, пар, электричество и рабочая сила. На рисоводобывающей фабрике некоторые операции выполняются вручную, а именно: подача риса на ковшовые элеваторы, очистка, сушка на солнце, взвешивание и упаковка в мешки. Таким образом, человеко-часы должны быть включены в это исследование по учету энергии. Вода используется для замачивания и образования пара. Электричество используется для запуска двигателей, насосов, нагнетателей, конвейеров, вентиляторов, освещения и т. Д. (Shweta et al. 2011). Изменения в уровне потребления энергии за счет использования коммунальных услуг во время обработки также должны учитывать конечную стоимость готового продукта (Gautam et al.1988 г.). Эффективное использование энергии является сложной задачей для исследователей.
Рисовая промышленность — одна из самых энергоемких отраслей (Гупта и Джордж 2009). В качестве топлива он использует рисовую шелуху. Сохранение шелухи также приведет к комбинированному производству тепловой энергии в печах для котлов и сушилок в рисовой промышленности. Таким образом, энергосбережение в рисоводстве приведет к сокращению использования топлива и электроэнергии (Baqui et al. 2007). Если меры, предлагаемые в энергоаудите, будут реализованы должным образом, это снизит стоимость измельченного риса одновременно с увеличением доступности шелухи, увеличив производство аморфного кремнезема, кремния, керамических материалов, фурфурола и т. Д.было бы возможно. Подобно капиталу, рабочей силе и материалам, энергия является одним из факторов производства, используемых для производства конечного продукта. С экономической точки зрения энергия — это товары, определяемые спросом. Энергию можно рассматривать как промежуточный товар, спрос на который зависит от спроса на конечный продукт.
Термин измельчение в связи с традиционным методом обработки или шелушением означает удаление шелухи, отрубей и части эндосперма за одну операцию. В результате получается смесь, содержащая шелуху, отруби и коричневый рис.В шелушащейся мельнице металлический валок используется в качестве фрезерного агрегата, очищаемого с помощью неподвижного или вибрационного грохота и / или вентилятора. Шелушители представляют собой агрегаты малой производительности, обрабатывающие 300–500 кг / ч риса, и в них трудно регулировать степень полировки, а рис, как правило, чрезмерно полируется. Процент поломки составляет 20–30%. Также шелуха измельчается вместе с отрубями, что делает ее неэкономичной для экстракции отрубного масла (Aravllo et al. 1976).
В современном способе обработки термин измельчение включает очистку, сушку, шелушение, отсасывание шелухи, отделение неочищенного и коричневого риса, полировку для удаления отрубей и сортировку риса и дробленого риса.Современная рисовая мельница состоит из системы предварительной очистки рисового риса, которая включает сита и аспираторы, эффективных сепараторов рисового риса, улучшенных отбеливателей для риса, сортировщиков и вспомогательного оборудования, такого как элеваторы, конвейеры, автоматические весы. Пропарка — это предварительная термообработка сырого риса перед измельчением с целью улучшения его качества помола, питательной ценности, качества приготовления и сохранности. На некоторых современных рисовых заводах установлено оборудование для пропаривания и сушки. Если используется пропаривание, то общее увеличение общего извлечения риса примерно на 6% по сравнению с лущильными мельницами и на 10–20% снижается процент дробленого риса (Houston, 1972).Если используются разные комплекты машин, тогда все побочные продукты; шелуха, отруби и ломтики получаются в пригодной для использования форме, и эта система измельчения риса может быть энергоемкой.
Энергетические потребности для послеуборочной обработки рисовых полей
Энергетические потребности для помола риса зависят от качества и типа зерна, процесса, оборудования и других параметров. К ним относятся качество зерна, однородность размера зерна, твердость зерна, качество конечного продукта, тип / мощность / возраст / комбинация используемого оборудования, топливо или источник энергии, эффективность приводов и передача энергии (Roy et al.2008 г.). Такое разнообразие факторов влияет на потребность в энергии в рисоводобывающей промышленности.
Пропаривание и сушка
Пропарка — это гидротермальная обработка перед измельчением, выполняемая в три этапа, а именно замачивание, пропаривание и сушка. Основными факторами, влияющими на качество пропаренного риса, являются время и температура замачивания; Время и стадии давления пропаривания, время отпуска и время сушки, стадии температуры — эти факторы варьируются от мельницы к мельнице. Хотя оборудование и шаги, используемые на большинстве заводов, одинаковы, их управление энергопотреблением отличается (Sehgal et al.1982).
Бхаттачарья (1985) оценил потребность в энергии для различных методов пропаривания. Энергозатратность метода RPEC составляла 9,54 × 10 5 Дж / кг рисового риса, метода CFTRI 16,4 × 10 5 Дж / кг рисового сырца и пропаривания под давлением 3,75 × 10 5 Дж / кг рисового риса соответственно. Несмотря на определенные ограничения, был сделан вывод, что метод пропарки сырца RPEC является наиболее экономичным, хотя метод CFTRI использовался в коммерческих целях.
Арора (1982) классифицировал различные операции на рисовой мельнице и выяснил потребность в энергии для различных операций пропаривания следующим образом: в процессе замачивания , потребность в горячей воде для замачивания одной тонны рисового риса оценивается в 1200 кг.Тепло, необходимое для повышения температуры воды с 25 ° C до 85 ° C, было рассчитано как 72000 ккал (83,72 кВтч). Операция пропаривания , если ее проводить сразу после замачивания, требовала около 21000 ккал (24,42 кВтч) на тонну риса. Для сушки требуется горячий воздух при 80 ° C на протяженность 50 м. 3 / мин в течение 4 часов для сушки одной тонны риса, что означает потребность в энергии 1,37 000 ккал (159,30 кВтч) на тонну риса. Следовательно, потребность в энергии для полной операции пропаривания составила 2 30000 ккал (267.47 кВтч) на тонну произведенного риса. По данным Сегала и Бхатнагара (1987), потребляемая энергия для обработки одной тонны риса составляет от 350 до 920 кВтч. Как правило, при различных процессах пропаривания и сушки наблюдались неоднородные тенденции энергозатрат (Basu 1966). Операции пропаривания и сушки потребляли более 90% всей энергии, необходимой для рисовой мукомольной установки (ФАО, 1969 и Ислам и др., 2004). Интегрированная энергетическая модель мини-системы помола риса показала, что в системе помола сырого риса имеется избыток энергии; в то время как в системе измельчения с пропаркой требовалась дополнительная энергия (Baqui et al.2010). Dash et al. (1994) высказали мнение, что большинство рисовых заводов можно разделить на две основные секции, а именно. участок пропарки и участок измельчения. Они обнаружили, что в секции пропарки используется как электрическая, так и тепловая энергия, включая ручную энергию, а в секции измельчения в основном используется электрическая и ручная энергия. Секции пропарки и измельчения потребляли 4,7 × 10 9 и 1,86 × 10 8 кВтч / год соответственно. Общая потребность в энергии для рисовой промышленности составляла 4 человека.86 × 10 9 МДж / год.
Первичная обработка риса в основном включает удаление шелухи и нижележащих слоев отрубей с рисовых полей на крупных рисовых мельницах, таких как шелушители, шелушители и современные рисовые мельницы (Gupta 1966 and Anonymous 2006). Подсчитано, что 50% риса, перерабатываемого в Индии, представляет собой пропаренный рис с использованием различных методов пропарки (Basu 1966). Сушка в основном выполняется на открытом солнце, в то время как операции пропаривания и сушки в основном требуют тепловой энергии, а операции измельчения требуют механической энергии (Kapur et al.1994). Авторы свели в таблицу различные операции и потребление энергии. В исследовании, проведенном Kapur et al. (1997a) использовали 22, 30, 40 кВтч / т риса в качестве механической энергоемкости помола риса-сырца для оценки потребности в энергии. Полезная тепловая энергоемкость пропаривания составляет 66,94, 108,61, 108,61, 118 и 75,27 кВтч / т рисового риса в случае однократного пропаривания, двойного пропаривания, открытого барабана, горячего пропаривания, пропаривания и пропаривания под давлением соответственно. Для сушки пропаренного рисового риса энергоемкость составила 229.72 кВтч / т риса.
Таблица 1
Потребность в энергии для операций по переработке риса (Капур и др., 1994)
| Эксплуатация | Система / метод | Потребность в энергии, МДж / т | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сырая | Пропаренная | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Фрезерный a | Huller | 144.0 | 164 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sheller | 108.0 | 123 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Современная рисовая мельница | 79.2 | 90 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пропаривание b | Одинарное пропаривание | — | 241 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Двойное пропаривание | — | 391 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| открытый барабан Горячее замачивание и пропаривание | — | 425 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пропаривание под давлением | — | 271 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сушка b | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Механическая энергоемкость, кВтч / т a | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Фрезерование | Parboiling | Сушка | Каталожный номер | ||||||
| Необработанный | Пропаренный | 9.4 | — | Современная мельница 2 т / ч | Pathak et al. (1982) | ||||
| 25,6 | — | ||||||||
| — | — | 3,37 | 9,30 | ||||||
| 8,77 | 30,46 | ||||||||
| 22.38 | 24,61 | ||||||||
| 9,30 | 24,61 | 25,36 | |||||||
| 5,04 | 25,36 | ||||||||
| 3.85 | 13.92 | ||||||||
| 46 | 50 | — | — | Современная мельница 1-2 т / ч | |||||
| — | — | — Современная мельница 2 т / ч | Bakhara et al. (1991-92) | ||||||
| 18 | 20 | — | — | 1,5 т / ч современные мельницы, кроме последнего, который является интегрированным комплексом | |||||
| 25 | 22 | ||||||||
| 55 | |||||||||
| 20 | — | — | Шеллер | ||||||
| 40 | Шелушитель | ||||||||
| 24.75 | 28,46 | 7,83 | 12,51 | 120 и 4 т / ч современные мельницы | |||||
Значения механической энергоемкости операций по переработке риса (таблица) (Kapur et al. 1997a). Энергия в ее различных формах, таких как биомасса, человеческая энергия, ископаемое топливо и электричество, используется в каждой единичной операции. В механизированной перерабатывающей промышленности обычно требуется прямая топливная энергия, пар и электричество. Около 48% общей энергии используется в виде прямого топлива, 13% используется в виде электричества, 29% в виде обработанного пара и 10% в виде горячей воды (Adolfson 1982).Около двух третей электроэнергии расходуется на выработку механической энергии для работы конвейера, насосов, компрессоров и другого оборудования. Другие приборы, такие как освещение и т. Д., Обычно потребляют около 15% электроэнергии (De 2002).
Goyal et al. (2008) провели исследование по оценке энергопотребления на мельнице для пропаренного риса; это была современная рисовая мельница. Следовательно, не было необходимости в дополнительной ручной энергии.
Nayak (1996) сравнил однокорпусную и современную рисовую мельницу в Западной Бенгалии и обнаружил, что современная рисовая мельница не только самодостаточна по энергии, но и требует еще 4.0179 трудозатрат на тонну переработанного риса дает 3,5 миллиона тонн риса на сумму 10,5 миллиона рупий и дает 4,2 миллиона тонн чистых рисовых отрубей, которые могут частично дать 84000 тонн отрубного масла в Западной Бенгалии. Дополнительные продукты современной рисовой мельницы, которые имеют значительную экономическую ценность, — это цемент и кремний из рисовой шелухи, корм для животных и химикаты, такие как силикат натрия, фурфурол и т. Д. Все эти продукты могут быть экономично произведены из побочных продуктов мукомольной промышленности, обеспечивая дополнительный доход. занятость и общее процветание экономики страны.
Система производства энергии на рисовых заводах
В основном на рисовых заводах коммерчески доступны два типа систем производства энергии:
Газификация
Генераторный газ представляет собой горючую газовую смесь, полученную путем газификации биомассы. Газификация включает сжигание биомассы, такой как рисовая шелуха, скорлупа арахиса, стебли голубиного гороха и т. Д., В условиях ограниченного притока воздуха (Quaak et al. 1999). Это включает: (а). окисление углерода до диоксида углерода и монооксида углерода, восстановление диоксида углерода до монооксида углерода, (b) высвобождение H 2 из химической связи и (c) образование небольших количеств газообразного метана (CH 4 ).
Андре и др. (1980) обнаружили, что эффективность процесса газификации обычно составляет около 70–80%. Термодинамический КПД теплового двигателя составил около 37%. Двигатель соединен с генератором переменного тока, что позволяет вырабатывать электроэнергию с КПД 93%. Каждый кВтч (3,6 МДж) получается из 0,55 фунта (25 г) дизельного топлива и 2200 ккал (2,56 кВтч) в газообразной форме.
Наиболее распространенный метод сжигания твердого топлива — это прямое сжигание. Сжигание твердого топлива в долгосрочной перспективе приводит к образованию газообразных веществ (т.е.е. летучие вещества) и твердый остаток, состоящий из углерода и золы (Quaak et al. 1999). В топке одновременно происходит прямое сжигание твердого углерода в топливном слое и сжигание летучих газов в топочном пространстве над топочным слоем. Для сжигания топлива в слое и газообразных горючих веществ в топочном пространстве воздух подается через колосниковую решетку и частично в топочное пространство над топкой. Для обеспечения полного сгорания твердого топлива в топку всегда подается лишний воздух.Куппусвами (1976) сообщил, что рисовая промышленность производит больше, чем потребляется. Установлено, что примерно 200 кг шелухи получается при измельчении одной тонны риса. Он произвел 660 кг пара, который с помощью паровой турбины произвел 100 кВтч электроэнергии. Но для измельчения одной тонны рисового риса потребовалось всего 65 кВтч электроэнергии, что позволило получить 35 кВтч в качестве избыточной энергии. Дасгупта и др. (2003) обнаружили, что различные физические факторы, которые влияют на сжигание рисовой шелухи и эффективность печи, включают разновидность рисовой шелухи, размер частиц шелухи, содержание влаги в шелухе, сортировку по размеру и скорость воздушного потока через слой и высоту топлива. кровать.
Средняя теплотворная способность рисовой шелухи составляет 3000 ккал / кг (3,5 кВтч / кг). Следовательно, рисовая мельница производительностью одна тонна в час, производящая 200 кг шелухи в час, способна вырабатывать 600000 ккал (700 кВтч) тепловой энергии в час. Таким образом, если предполагается, что общая эффективность преобразования энергии в системе составляет 41%, избыточная энергия в размере 5,00 000 ккал (583,33 кВтч) может быть доступна на мельнице, где операции пропаривания не выполняются (Arora 1982). Патхак (1999) изучил это 4.Пар под давлением 5 кг производится из 1 кг лузги. В когенерационной установке паровая турбина извлекала часть энергии из пара для преобразования и подачи ее в мельницу в качестве механической энергии. Отработанный пар служил теплом для пропаривания. Но для того, чтобы установка топка-котел-паровая турбина, работающая на рисовой шелухе, работала экономично и эффективно, она должна быть рассчитана на выработку не менее 500 кВт мощности и соответствующего количества пара. Очевидно, что обычная мельница производительностью 2 т / ч не удовлетворяет этому требованию. С другой стороны, кластер из 5 таких мельниц или мельница производительностью 10 т / ч может быть размещена в следующем удобном положении.Производство лузги — 1,5 т / час, выработка пара (среднее давление при 4,5 кг / кг лузги) — 6,75 т / час, выработка механической энергии при 1 кВт / 11 кг пара 610 кВт, наличие технологического пара — 0,6 т / т рисового риса. .
Из одной тонны рисового риса получается 200 кг лузги, из которых не менее 180 кг можно извлечь для использования в качестве топлива. Теплотворная способность лузги составляла около 5 кВтч / кг. 180 кг шелухи при общем КПД 70% в когенерационной установке могут обеспечить 437,5 кВт · ч энергии. При соотношении 1: 9 между мощностью на валу и технологическим паром около 44 кВт-ч механической энергии, что намного больше, чем требуется для помола, и достаточное количество тепловой энергии будет доступно для производства пропаренного риса (Dasgupta 2001).
Ahiduzzaman and Islam (2009) провели энергетический анализ паровой электростанции большой белой мельницы. Котел, работающий на рисовой шелухе, поднимал пар для парового двигателя, соединенного с генератором. Дополнительная электроэнергия была импортирована для удовлетворения общего спроса и комбината. Потенциал выработки электроэнергии оценивается в двух альтернативных системах, а именно в системе котла и турбины, а также в системе газогенератора и двигателя внутреннего сгорания. Рассмотрены оба случая совпадения шелухи и совпадения мощности.В случае согласования мощности обе альтернативные системы выработки электроэнергии экономически целесообразны.
Печи на рисовой шелухе
Коробчатая печь
Ильяс и Наг (1984) разработали коробчатую печь, использующую рисовую шелуху в качестве источника топлива в рисоводобывающей промышленности для рисовых полей. Он оснащен наклонной решеткой, регулируемой на 40 °, 45 ° и 50 °, и состоит из чугунных стержней, расположенных в виде лестницы.
Согласно Ahiduzzaman and Islam (2009) принцип работы циклонной печи аналогичен принципу работы вихревой горелки.Центробежная сила удерживает частицы топлива, вращающиеся по фиксированным кругам в соответствии с их размером, в равновесии с сопротивлением спиралевидного внутрь воздуха, так что относительное движение между воздухом и топливом ускоряет сгорание. Шелуха переносится потоком воздуха и входит в касательные к камере циклона с вихревым движением. Крупные частицы шелухи под действием центробежной силы выбрасываются наружу и горят у стенок, а мелкие частицы сгорают во взвешенном состоянии в воздухе. При скорости подачи лузги 25 кг / ч подача 2 100 см 3 нагретой смеси воздух-дымовой газ может поддерживаться при температуре 90 ° C или может генерироваться пар со скоростью 42 кг / ч.Топка обеспечивает идеальное сгорание без следов дыма в дымовых газах. Наивысший КПД печи 80% наблюдался при скорости подачи 20 кг / ч и расходе воздуха 2,83 м 3 / мин. Максимальная температура дымовых газов составляет 1000 ° C при скорости подачи лузги 30 кг / ч и скорости воздушного потока 2,80 м 3 / мин.
Для повышения эффективности сгорания наиболее подходящей считается печь с псевдоожиженным слоем. Печь представляет собой полую камеру цилиндрической формы с концентрическим цилиндром.Внешний цилиндр имел вход для воздушно-лузги на высоте 0,3 м изнутри уровня пола. Топливно-воздушная смесь поступает во внешнюю камеру по касательной в кольцевом пространстве, смесь движется по круговой траектории во внешней камере, поднимается к куполу и входит в центральный цилиндр, чтобы очистить топку до нагнетателя. Температура этой зоны всегда выше 600 ° C. При расходе лузги 4 кг / мин тепловыделение составляет примерно 8,72 кВтч / мин. Постоянная температура, достигаемая на выходе из печи, составляет 100 ° C.Внутренняя температура печи достигает 1200 ° C. Фактический КПД печи большей мощности, количество воздуха, необходимого для горения, должно поступать в печь из нескольких точек (Равиндран, 1982). В настоящее время забота об окружающей среде значительно возрастает в каждом сельскохозяйственном секторе. Чтобы предпочтительно избежать или хотя бы уменьшить воздействие на окружающую среду, производство пищевых продуктов должно включать оценку воздействия на окружающую среду всей пищевой цепочки. Одной из хорошо известных методологий, используемых для оценки окружающей среды, является оценка жизненного цикла (LCA) (Kasmaprapruet et al.2009 г.).
Исследование, проведенное Bhatia (1974), показало, что КПД котлов составляет 50–85%. Прямая выработка электроэнергии снижает общий КПД примерно до 20%. Расход лузги составляет 350 кг / ч, а извлечение из лузги — 2,56 кВтч / кг. Площадь поверхности 46 м 2 , давление 7 кг / см 2 . Агрегат с естественной тягой и высотой дымохода 18,28 м.
Преобразование энергии и источник различной энергии
Рисовая шелуха является побочным продуктом риса и имеет хорошую ценность в качестве топлива из биомассы.Эта биомасса составляет 20% от общего количества произведенного риса-сырца (падди). Рисовая шелуха в основном используется в качестве топлива для пропарки и сушки рисового риса перед измельчением. В исследовании, проведенном в Западной Бенгалии, Индия, сообщалось, что на пропарку риса было израсходовано 1 659 МДж энергии биомассы (Roy et al. 2006). В исследовании IDRC (Международный исследовательский центр развития, Канада) сообщалось, что теоретически чистая потребность в энергии для горячего замачивания, пропаривания и сушки составляла 360 МДж, 105,5 МДж и 574 МДж, соответственно, для обработки одной тонны риса.Также было упомянуто, что около 200 кг рисовой шелухи (2800 МДж) требовалось для обработки одной тонны рисового риса, если эффективность котла, работающего на шелухе, составляет 45% (Araullo et al. 1985).
На самом деле, это обычная практика в Бангладеш, когда рис сначала пропаривают и сушат, а затем очищают от шелушения. Однако сообщалось, что если рис очищается от шелухи перед пропаркой, то потребление энергии при пропаривании может быть сокращено на 40% (Ka et al. 1999). Процесс сушки в основном происходит под прямыми солнечными лучами на полу.Существует несколько механических процессов сушки рисовых полей, при которых рисовая шелуха используется в качестве источника тепловой энергии для нагрева воздуха, а электричество используется для работы электродвигателей воздуходувок. Удельный расход энергии на сушку во многом зависит от влажности и температуры горячего воздуха.
Сушилки типа LSU (Университет штата Луизиана) используются для механической сушки риса в Бангладеш. Сушилки типа LSU — это сушилки смешивающего типа. Они состоят из вертикального отсека, и рисовое зерно падает сверху сушилки и повторно циркулирует до тех пор, пока не высохнет.По мере того, как рис опускается в сушилку, он перемешивается, так что отдельные зерна подвергаются воздействию не только самого горячего воздуха, но, скорее, комбинации как более горячего, так и более холодного воздуха. По этой причине в сушилках типа LSU обычно используются более высокие температуры и более низкая скорость воздуха, чем в сушилках без перемешивания (Араулло и др., 1985). В результате сравнительного исследования вращающейся сушилки и 3-ступенчатой противоточной сушилки было сообщено, что использование 3-ступенчатой противоточной сушилки привело к экономии энергии на топливе на 34% (Bakker-Arkema et al.1984). После сушки процесс измельчения полностью осуществляется с использованием электроэнергии.
Теоретически предполагается, что с каждой тонны риса можно получить около 200 кг лузги, однако на практике было обнаружено, что в среднем с каждой тонны риса можно получить 187 кг лузги (Ahiduzzaman 2007). Процесс пропаривания и сушки риса потребляет огромное количество энергии из возобновляемых источников. Удельное потребление энергии при переработке риса сообщается в нескольких исследованиях.Однако в этом исследовании также анализировался национальный спрос на энергию для переработки риса в Бангладеш. Настало время, поскольку Бангладеш, страдающая от нехватки энергии, нуждается в надлежащей оценке энергопотребления для переработки риса с национальной точки зрения. Проблема окружающей среды вызывает серьезную озабоченность в такой стране, как Бангладеш, особенно из-за неблагоприятных последствий повышения уровня моря из-за глобального потепления.
Существенно, вся механическая энергия производится в результате тепловой энергии или прямого преобразования электрической энергии (Сарда, 1966).Преобразование тепловой энергии в механическую обычно осуществляется в каком-то тепловом двигателе, работающем на термодинамическом тепловом двигателе или силовом цикле с ограниченной эффективностью преобразования (RESC 1983). Преобразование электрической энергии в механическую обычно осуществляется в результате взаимодействия магнитных полей, обнаруженных в электродвигателях (Mukharjee 1984).
Согласно Baqui et al. (2010) для обеспечения механической энергией оборудования, выполняющего технологические операции, требуется первичный двигатель.Первичными двигателями могут быть дизельные двигатели, двигатели с искровым зажиганием, двухтопливные двигатели, электродвигатели и т.д. л.с., обычно используется в режиме ожидания), распределяет жидкое топливо (средняя и легкая скорость 700–2000 об / мин, до 4000 л.с., обычно используется для резервной мощности или мощности на валу), легкое домашнее топливо (средняя скорость, 600–1000 об / мин, до 5000 л.с., обычно используется для непрерывного производства мощности на валу) и тяжелого мазута (низкая скорость, до 400–600 об / мин, до 30 000 л.с., непрерывный режим).
Ручная энергия
Труд (ручная энергия) играет решающую роль в индийской рисовоперерабатывающей промышленности, поскольку некоторые операции выполняются вручную, и, следовательно, их нельзя избежать ни в одном процессе учета энергии (Бахара и др., 1991). Человеческая энергия, необходимая для выполнения различных операций по фрезерованию, рассчитывается путем отдельного наблюдения за мужскими и женскими часами. Многие исследователи преобразовали и использовали ручную энергию в мегаджоулях (МДж). Следующие константы используются для их преобразования в MJ (Mittal et al.1985) .2
Снижение потребления энергии
Pathak et al. (1982) подсчитали, что растения, производящие 15 т / ч, могут обеспечивать себя источником энергии только за счет рисовой шелухи. Энергосбережение может быть достигнуто за счет использования эффективных систем печь-сушилка, энергоэффективных электродвигателей, менее длинных цепей питания, а также равномерного количества сырья. Снижена потребность в энергии на тонну риса-сырца, если производительность завода превышает 4 т / ч (De 2002). Патак (1999) предположил, что вклад отходов переработки и побочных продуктов в внутреннее производство электроэнергии на предприятиях по переработке риса станет более значимым, если будут предприняты одновременные усилия по энергосбережению.Использование энергоэффективных процессов и оборудования, когенерация, рекуперация и переработка тепловой энергии, надлежащая изоляция и т. Д. — вот некоторые из шагов, которые могут снизить валовое потребление и позволить отрасли приблизиться к самообеспеченности энергией с использованием собственных возобновляемых источников энергии. ресурсы, такие как технологические отходы.
Сокращение времени пропаривания
Пиллайяр (1998) сообщил, что замачивание рисового риса в течение 1 часа при 70 ° C, слив воды и отпуск в течение 4 часов ограничивали влажность зерна, а при пропаривании влажность составляла 28%.Падди, пропаренный путем короткого отпуска, высыхает быстрее и сокращает время высыхания на 25%. В технике пропаривания песком пропитанный рис смешивают с горячим песком при температуре 150–180 ° C. За время прохождения 40–60 с через коммерческий механический состав песка пропитанный рис желатинизируется и сушится до содержания влаги 16–18% в прямоточном процессе. В новейшей системе пропарки термофлюида, разработанной Исследовательским центром Paddy Processing Research Center (PPRC), пропитанный рисовый сыр пропускается через установку желатинизации, и полученный пропаренный рисовый сыр может быть высушен быстрее и сэкономить 40% времени сушки.
Возможности энергосбережения на рисовых мельницах
Воздуходувка рисового чана работает круглый год, поэтому необходимо проанализировать эффективность его системы.
Горячая вода после замачивания может быть потрачена в качестве дренажа, что означает потерю энтальпии.
Необходимо провести исследования воздуходувок сушилки и установить эффективность системы, в зависимости от условий на объекте, и необходимо оценить наилучшие меры по исправлению положения.
Конденсат из осушителей вполне может улетучиваться, что представляет собой возмещаемую потерю тепла.
Эффективность системы воздуходувок для удаления шелухи и предварительной очистки должна быть изучена, в зависимости от условий на площадке, необходимо оценить наилучшие меры по исправлению положения.
Эффективность воздуходувки должна быть изучена, и в зависимости от условий на объекте необходимо оценить наилучшие меры по исправлению положения. Кроме того, в глушителе может быть большой перепад давления, и во избежание этого может потребоваться изменение системы.
Полировальные машины имеют двигатели с большим номиналом.Следует провести обследование нагрузки двигателя. Также с этими полировальными машинами может быть проанализирована эффективность их нагнетательных систем.
Заключение
Эффективное использование энергии является сложной задачей для исследователей. Рисовая промышленность — одна из самых энергоемких отраслей. Если бы рисовая шелуха использовалась в качестве топлива, сокращение использования рисовой шелухи позволило бы рисовой промышленности сэкономить на рисовой шелухе. Сохранение шелухи также приведет к комбинированному производству тепловой энергии в печах для котлов и сушилок в рисовой промышленности.Таким образом, энергосбережение в рисоводстве приведет к сокращению использования топлива и электроэнергии. Такой вид обзора поможет определить структуру энергопотребления, а также общее потребление энергии рисовой мукомольной системой страны и даст представление о том, как лучше планировать сохранение и применение технологий, заменяющих энергию.
Благодарности
Авторы сердечно благодарны доктору С. Пателю, заведующему отделом сельскохозяйственного процесса и пищевой инженерии, факультет сельскохозяйственной инженерии, ИГАУ, Райпур (К.Г.), Эр. Суреш Чандра и профессор Самшер (руководитель отдела), сельскохозяйственная инженерия и пищевые технологии, S. V. B. Patel Uni. сельского хозяйства. & Tech., Meerut (U. P.) за их постоянные советы, руководство и поддержку при подготовке этой рукописи.
Ссылки
- Адольфсон В.Ф. (1982) Фотоэлектрические приложения вне фермы в сельском хозяйстве. Tech. SAND 81-7115 / 11 подготовлен для Sandia National Laboratories, Albuquerque, NM, p 106
- Ahiduzzaman M. Энергетические технологии из рисовой шелухи в Бангладеш.Agric. Engg. Int. СИГР E-J. 2007; 9: 4–5. [Google Scholar]
- Ахидуззаман М., Ислам АКМС. Использование энергии и экологические аспекты рисовоперерабатывающей промышленности в Бангладеш. Энергии. 2009. 2: 134–149. DOI: 10.3390 / en20100134. [CrossRef] [Google Scholar]
- Андре А., Франсуа Д., Джордж Л., Бонничи Ф. (1980) Производство энергии из остатков биомассы с использованием газогенератора / двигателя с канальным топливом. В: Джерри Л. Джонс, Ширли Б. Рэддинг, Сигэёси Такаока, А.Г. Буекенс, Масакацу Хираока, Ральф Оверенд (редакторы) Термическая конверсия твердых отходов и биомассы, Серия симпозиумов Американского химического общества 130: 635–638
- Аноним.Постмодернизационные проблемы рисоводства и экспорта риса. Ludhiana: Департамент обработки и сельскохозяйственных структур, Punjab Agric. Университет; 1966. [Google Scholar]
- Аноним. Правительство Индии: Рисовая промышленность Индии — перспектива на 11-й пятилетний план. Нью-Дели: Департамент продовольствия Министерства продовольствия и сельского хозяйства; 2006. [Google Scholar]
- Анвар А., Капур Т. (1983) Объем использования добывающего газа в сельском хозяйстве и отраслях агропромышленного комплекса. Опыт стран региона ЭСКАТО.Индийское общество инженеров сельского хозяйства, XX Ежегодный съезд, проведенный в сельскохозяйственном и технологическом университете им. Говинда Баллабха Панта, Пантнагар, Индия, 5–7 марта 1983 г. IDRC-053e. Оттава: Центр исследований международного развития; 1985. С. 198–200. [Google Scholar]
- Аравлло Э.В., Де Д.Б., Грэм М. Годовой отчет о технологиях послеуборочной обработки риса. Канада: Центр исследований международного развития; 1976. с. 9. [Google Scholar]
- Арора Б.К. (1982) Управление проектированием рисовой мельницы.Материалы национального семинара по рисовой шелухе для энергетики. 25–27 августа. Нью-Дели, Национальный совет по производительности
- Бакари М., Нгади М., Кок Р., Рагхаван В., Диань А. (2010) Энергетический анализ для пропаривания в малых и средних сельских районах Африки к югу от Сахары. В: 2-й Африканский рисовый конгресс по инновациям и партнерству для реализации потенциала выращивания риса в Африке, Бамако, Мали, 22–26 марта 2010 г .; pp 6.6.1–6.6.5
- Бахара СК, Даш СК, Маджумдар ГК. Энергопотребление на коммерческих рисовых заводах: отдельные тематические исследования.Дж. Агрил Энгг сегодня. 1991. 15 (1–6): 32–38. [Google Scholar]
- Bakker-Arkema FW, Fontana C, Kalichik SJ, Westelaken CM. Сушка в коммерческих пропарочных установках для риса. CAB Abs. 1984; 2: 423–433. [Google Scholar]
- Baqui MA, Ahiduzzaman M, Khalequzzaman M, Rahman MM. Оценка энергоэффективности существующих систем пропарки риса в Бангладеш. Дакка: Отчет об исследовании представлен в GTZ; 2007. [Google Scholar]
- Баки М.А., Ахидуззаман А., Рахаман М.М. (2010) Опыт установки и эксплуатации энергоэффективной системы пропарки риса.Краткий курс по энергоэффективности, Бангладешский научно-исследовательский институт риса (BRRI), Газипур, Дакка, ISBN: 984-32-1803-6, стр 108-124. http://www.lged-rein.org/archive_file/books/ces/Inst_operat_eng_effi_rice_parbo.pdf Оценка 21 ноября 2011 г.
- Басу А.К. (1966) Механизация процесса пропарки риса. Семинар по современной технологии измельчения риса, EIRMA, стр. 11
- Bhatia SK. Полезное использование побочных продуктов современной рисовой мельницы. Нью-Дели: Продовольственная корпорация Индии; 1974. [Google Scholar]
- Bhattacharya KR.Пропарка риса. В: Джулиано Б.О., редактор. Рис: химия и технология. 2. Сент-Пол: Американская ассоциация химиков злаков; 1985. С. 289–348. [Google Scholar]
- Бора А., Прасад С. Оценка потребляемой мощности во время помола на промышленных предприятиях по переработке риса: тематическое исследование. Дж. Агрил Энгг сегодня. 1993. 18 (1–6): 12–14. [Google Scholar]
- Дасгупта Н. Социально-экономические аспекты мелкомасштабного производства риса. Выгоды от повышения эффективности сгорания рисовой шелухи. Проект DFID: R7659.Гринвич: Институт природных ресурсов Гринвичского университета; 2001. [Google Scholar]
- Dasgupta N, Baqui MA, Dhingra S, Raman P Ahiduzzaman M, Kishore VVN (2003) Преимущества улучшенного сжигания рисовой шелухи, Бангладеш. Отчет NRI № 2764, представленное в DFID, UK
- Dash SK, Mohanty SN, Mahapatra M. Производственные мощности и использование энергии рисовых заводов в штате Орриса. Дж. Агрил Энгг сегодня. 1994. 18 (1–2): 6–11. [Google Scholar]
- De D (2002) Энергетический аудит в агроперерабатывающей промышленности.Учебное пособие для Зимней школы по развитию предпринимательства сельских женщин с помощью соответствующих технологий переработки сельскохозяйственной продукции. 12 ноября — дек. 2, 2002 в Центральном институте сельскохозяйственного машиностроения, Бхопал, стр. 4.28–4.45
- Экасилп В., Сопонроннарит С., Тердиоти А. Анализ энергии на рисовой мельнице для когенерации в Таиланде. Бангкок: 4-я Азиатская неделя науки и технологий, Техническая информационная служба по возобновляемым источникам энергии, резюме; 1995. [Google Scholar]
- FAOSTAT (2010) Статистическая база данных продовольственных и сельскохозяйственных организаций; Рим.http://apps.fao.org/. Оценка 5 ноября 2011 г.
- Фолкнер MD, Рид Г. Н., Браун Д. Д. (1969) Отчет правительству Индии об увеличении объемов помола риса на рисовых полях в Индии, сентябрь Цитируется Wimberley JE, Оценка современной программы измельчения риса в Индии, Фонд Форда, Нью-Дели, октябрь, стр. 1
- Gariboldi F (1974) Эксплуатационное обслуживание оборудования для измельчения риса. Продовольственная и сельскохозяйственная организация, Agril. Бюллетень услуг (22), U.N. Rome
- Gautam DS, Singh N, Nahtker SB.Анализ рентабельности заводов по переработке риса в рисовой чаше в Индии. Agril Mktg. 1988. 31 (3): 24–36. [Google Scholar]
- Goyal SK, Jogdand SV, Agrawal AK. Исследование энергоаудита в машинах для переработки риса. Прогрессивное сельское хозяйство. 2008. 8 (1): 34–38. [Google Scholar]
- Gupta HP (1966) Рисовые отруби, семинар по современной технологии помола риса. ЕИРМА, стр. 27
- Гупта В.К., Георгий П.С. Модернизация рисоводобывающей промышленности в Пенджабе. Индийский J. of Agric. Экон. 2009; 29: 215–217.[Google Scholar]
- Houston DF. Химия и технология риса. Сент-Пол: Американская ассоциация химиков зерновых, Inc; 1972. С. 12–15. [Google Scholar]
- Ильяс С.М., Наг Д. К самообеспечению электроэнергией на рисовых заводах. Харагпур: Технологический центр послеуборочной обработки, Индийский технологический институт; 1984. с. 14. [Google Scholar]
- Islam MR, Shimizu N, Kimura T. Энергетические требования при пропарке и их связь с некоторыми важными показателями качества. J. of Food Engg. 2004. 63: 433–439.DOI: 10.1016 / j.jfoodeng.2003.09.002. [CrossRef] [Google Scholar]
- Ка Н, Джайн Р.К., Шривастав П.П. Пропарка очищенного от шелухи риса. J. Food Engg. 1999; 39: 17–22. DOI: 10.1016 / S0260-8774 (98) 00138-1. [CrossRef] [Google Scholar]
- Капур Т. (2002) Потребность в энергии, источники и возможности сохранения для операций по переработке сельскохозяйственной продукции. Учебное пособие для Зимней школы по развитию предпринимательства сельских женщин с использованием технологий переработки сельскохозяйственной продукции, 12 ноября – дек. 2, Центральный институт сельскохозяйственного машиностроения, Бхопал, стр. 3.1–3,6
- Капур Т., Кандпал ТК, Гарг Х.П. Оценка спроса на энергию для производства риса в Индии. Возобновляемая энергия. 1994; 5: 2112–2114. [Google Scholar]
- Капур Т., Кандпал Т.К., Гарг Х.П. Модель оптимизации энергоснабжения рисовых заводов в Индии. Международный журнал энергетических исследований. 1997. 21 (4): 341–358. DOI: 10.1002 / (SICI) 1099-114X (19970325) 21: 4 <341 :: AID-ER264> 3.0.CO; 2-L. [CrossRef] [Google Scholar]
- Капур Т., Кандпал Т.К., Гарг Х.П. Обработка риса в Индии: обобщенная система оценки спроса на энергию.Международный журнал энергетических исследований. 1997. 21 (4): 309–325. DOI: 10.1002 / (SICI) 1099-114X (19970325) 21: 4 <309 :: AID-ER228> 3.0.CO; 2-H. [CrossRef] [Google Scholar]
- Kasmaprapruet S, Paenjuntuek W., Saikhwan P, Phungrassami H. Оценка жизненного цикла производства молотого риса: тематическое исследование в Таиланде. Европейский журнал научных исследований. 2009. 30 (2): 195–203. [Google Scholar]
- Куппусвами М. (1976) Помол риса: проблемы и перспективы в мелкомасштабном секторе. Региональный семинар по модернизации рисоводобывающей промышленности в Западном У.P., 15-16 марта, Меерут, Индия
- Mittal VK, Mittal JP, Dhawan KC. Дайджест исследований по потребностям в энергии в сельскохозяйственном секторе. Ludhiana: Пенджабский сельскохозяйственный университет; 1985. с. 159. [Google Scholar]
- MoFPI (2010) Статус рисовой промышленности Индии. Отчет Министерства пищевой промышленности, стр. 8–12
- Mukharjee KK. Модернизация рисоводобывающей промышленности и государственная политика. Харагпур: семинар в Центре послеуборочных технологий Индийского технологического института; 1984 г.п. 23. [Google Scholar]
- Nag D, Bhole NG. Особенности некоторых известных мини-рисовых мельниц. Дж. Агрил Энгг сегодня. 1983; 7 (1): 29–33. [Google Scholar]
- Наяк П. Проблемы и перспективы модернизации рисовых заводов: на примере. J. of Assam Univ. 1996. 1 (1): 22–28. [Google Scholar]
- Патак Б.С. (1999) Энергетическая самообеспеченность в пищевой и сельскохозяйственной промышленности. Национальный семинар по переработке пищевых продуктов, 25-26 ноября 1999 г., Гуджратский сельскохозяйственный университет, Ананд, стр. 235–238
- Патхак Б.С., Сингх А., Сингх Д.Энергозатратность помола риса. Дж. Агрил Энгг сегодня. 1982; 6: 3–6. [Google Scholar]
- Pillaiyar P (1998) Энергосбережение при пропаривании рисового риса. Пропарка и сушка для получения качественного риса. В: 4-я Международная продовольственная конвенция, проходившая в Центральном научно-исследовательском институте пищевых технологий, Майсур, 23–27 ноября, Индия.
- Quaak M, Knoef H, Stassen H (1999) Энергия из биомассы: обзор технологий сжигания и газификации. Технический отчет Всемирного банка № 422, стр. 5
- Равиндран С.Н. (1982) Печи с псевдоожиженным слоем, работающие на лузге.Материалы национального семинара по рисовой шелухе для энергетики. Национальный совет по производительности, Нью-Дели, Индия
- RESC. Годовой отчет (1982-83) Харагпур: Технологический центр послеуборочной обработки, Индийский технологический институт; 1983. с. 1. [Google Scholar]
- Рой П., Иджири Т., Окадома Х, Ней Д., Орикаса Т. Влияние условий обработки на общее потребление энергии и качество риса ( Oryza sativa L.) J. of Food Engg. 2008. 89 (3): 343–348. DOI: 10.1016 / j.jfoodeng.2008.05.015. [CrossRef] [Google Scholar]
- Рой П., Симидзу Н., Шиина Т., Кимура Т.Анализ энергопотребления и затрат на местные процессы пропаривания. J. Food Engg. 2006. 76: 646–655. DOI: 10.1016 / j.jfoodeng.2005.06.034. [CrossRef] [Google Scholar]
- Сарда П.С. (1966) Модернизация рисоводства. Семинар по современной технологии помола риса, ERIMA, стр. 20, 85-86
- Сегал В.К., Бхатнагар А.П. (1987) Управление энергией при помоле риса. Производство энергии в сельском хозяйстве и пищевой промышленности. Индийское общество инженеров сельского хозяйства Серия монографий 1: 250–255
- Сегал В.К., Гровер П.К., Бхатнагар А.П.Оценка энергопотребления для операций пропаривания и сушки на рисовых мельницах Пенджаба. Агрил Энгг сегодня. 1982. 6 (2): 24–27. [Google Scholar]
- Светлана М.К., Махаджанашетти С.Б., Керур Н.М. Экономика переработки риса: сравнительный анализ традиционных и современных рисовых мельниц. Karnataka J. of Agric. Sci. 2011; 24 (3): 331–335. [Google Scholar]
Полное руководство [Советы, методы и секреты]
Примечание : Это Урок 7 нашего мастер-класса по бесплатным каналам и скорости.
Хотите улучшить качество фрезерования? Пытаетесь сократить объем финишной обработки после обработки или просто улучшить внешний вид деталей?
Вы попали в нужное место. Эта статья посвящена маленьким хитростям, специально предназначенным для улучшения отделки поверхности.
Узнайте, как будет измеряться чистота поверхности
Если ваша забота о чистоте поверхности основана на требованиях, предъявляемых к конкретной детали, узнайте, как будет измеряться чистота поверхности.Какая система измерения шероховатости поверхности будет использоваться — RA, RZ или какая-то другая? Ссылка приведет вас на нашу страницу, посвященную измерению шероховатости поверхности, которая поможет вам понять все тонкости этих систем, а также обеспечит удобное преобразование между различными системами.
Используйте правильную подачу и скорость
Крайне важно иметь правильную подачу и скорость для чистовой обработки — не гадать!
Используйте соответствующий калькулятор подачи и скорости, такой как G-Wizard — при выполнении большинства чистовых работ необходимо учитывать радиальное утонение стружки, компенсацию шарового наконечника и множество других сложных факторов.
Поддерживайте скорость вращения на должном уровне и уменьшайте скорость подачи для получения более качественной отделки. В G-Wizard есть ползунок «Черепаха и Заяц» для этой настройки. Переместите его до упора влево. Это специальная настройка «Чистая отделка», при которой нагрузка на стружку настолько близка к трению, насколько вы хотите для достижения наилучшего результата.
Переместите ползунок «Черепаха и Заяц» до упора влево, когда закончите…
Не позволяйте стружке опускаться слишком низко, иначе вы будете тереть инструмент вместо того, чтобы делать чистые срезы.В целом ползунок «Черепаха-Заяц» обеспечивает компромисс между качеством отделки и скоростью удаления материала при черновой обработке.
Используйте чистовой проход с легкой резкой
Сохраняйте небольшую ширину реза (или глубину реза, если вы говорите о дне кармана или поверхностной фрезе) и выполните отдельный чистовой проход. Глубина резания должна быть больше, чем нагрузка на стружку, иначе вы можете столкнуться с трением. Обычно для финишного прохода подходит что-то вроде 2-3-кратной загрузки чипа. Я делаю много финишных передач в 0.015 ″ район. Более легкий проход снизит силу резания и сохранит гладкость для лучшего результата.
Потяните вверх, чтобы закончить стенки кармана
Видел отличный наконечник от авиакосмического машиниста на одной из ниток Hoss CNCZone:
Когда вы выполняете чистовой проход, уменьшите глубину резания на несколько тысячных, чтобы резалась только сторона концевой фрезы. Это улучшит качество поверхности и уменьшит вибрацию.
Звучит как хитрый совет!
Очистите чипы!
Осколки на заготовке поцарапают ее, когда резак будет двигать их в отверстии.При работе с упрочняемыми материалами, такими как нержавеющая сталь, вы также можете разбросать несколько стружек из закаленной стали, чтобы поцарапать свою работу.
Используйте охлаждающую жидкость или струю воздуха, чтобы полностью удалить стружку из отверстия. Hurco называет это одним из первых и наиболее важных шагов, которым необходимо уделить внимание, чтобы улучшить качество обработки поверхности.
Держите стружку в чистоте, чтобы она не поцарапала заготовку или не затупила режущий инструмент…
Стружка не удаляется сама по себе, хотя тенденция силы тяжести, помогающая процессу, является одной из причин, по которой горизонтальные фрезерные станки могут быть более производительными, чем вертикальные (или токарные, если на то пошло).Либо заливная охлаждающая жидкость, либо продувка воздухом с туманом, если необходимо, сделают работу при правильной настройке. Подробнее читайте в нашей статье о роли охлаждающей жидкости.
Используйте максимально жесткие зажимы
Жесткость во всех областях является ключом к чистоте поверхности, и любая вибрация изгиба плохо скажется на отделке поверхности.
Основное воздействие зажима на поверхность — это вибрация. В худшем случае вибрация превратится в стук, который является гармоническим эффектом, который будет очень заметен на вашей поверхности.Очевидно, что чем прочнее вы сделаете опору, тем меньше будет вероятность возникновения вибрации.
Убедитесь, что ваша заготовка поддерживается и зажата на максимально возможной площади вокруг разреза, при этом оставляя место для резака, который может войти туда и выполнить свою работу. Помните, что, удаляя материал в процессе обработки, вы в некотором смысле ослабляете заготовку. Вы можете ослабить его до такой степени, что тиски или другие зажимные приспособления могут начать деформировать деталь.
Например, предположим, что вы плотно зажали относительно тонкий кусок алюминиевой пластины в тисках. Вы собираетесь обработать середину, чтобы она была похожа на рамку для картины. Первоначальный проход прорезания паза может освободить достаточно материала, чтобы паз прижимался к фрезу с плохими результатами.
Пластины — одни из самых сложных для обработки деталей, потому что они часто хотят вибрировать, как гонги. Чем тоньше и хуже закреплена пластина, тем больше тенденция. Вот несколько моментов, которые следует учитывать при обработке пластин:
— Приклейте пластину к опорной плите суперклеем.Когда готово, выделяется тепло (осторожно, пары токсичны!). Вы также можете использовать двусторонний скотч и различные коммерческие продукты для машинистов, которые предназначены для этой цели. Ювелирный воск (иногда называемый «Dop Wax») также хорош для закрепления деталей, как и горячий клей. Убедитесь, что все эти клеи выдерживают воздействие охлаждающей жидкости!
— Если вы ставите пластину на торец в тисках или другом приспособлении для обработки края, поддерживайте пластину как можно глубже до края.Пара блоков 2-4-6 образует отличный укрепляющий бутерброд вокруг стоящей вертикально пластины:
Обеспечивает небольшую дополнительную опору для плиты с 2-4-6 блоками…
— Переместите губки тисков наружу, чтобы пластина поддерживалась в середине тисками:
— Как правило, при всех операциях обработки сохраняйте как можно меньший вылет заготовки без опоры.
— Сделайте набор «Vise Jaws of Doom», как я, для поддержки длинных заготовок двумя тисками:
ЦИФРОВАЯ КАМЕРА OLYMPUS
— Используйте краевые зажимы (например, Mitee Bites) или используйте отверстия в заготовке для зажима на фиксирующей пластине.
— Остерегайтесь затягивать любую заготовку, чтобы она не деформировалась, не защемила резак или не нарушила точность работы.
— Относительно новая разработка — гашение вибраций.
Использование различных инструментов для черновой и чистовой обработки
Не выполняйте чистовую обработку тем же инструментом, который вы использовали для черновой обработки. Сохраните новые острые инструменты для чистовых проходов и поверните их для черновой работы после того, как они завершат короткий тур. Если вы используете индексируемый инструмент, например торцевую фрезу, используйте два разных набора пластин.
Минимизация прогиба и вибрации, максимальная жесткость инструмента
Невозможно получить хорошее качество поверхности, если инструмент сильно отклоняется или стучит. Вы увидите все это на отделке обрезанных боковин.
Минимизируйте прогиб инструмента для достижения наилучшего качества поверхности и минимизации вибрации!
Инструмент, который отклоняется, хочет действовать как камертон. Он не оставит хорошей поверхности и не будет точным. Насколько велик прогиб? В каталоге компании Ingersoll говорится о том, что всего одна тысячная дюйма ведет к склонному к дребезжанию инструменту.Удивительно, насколько легко добиться такого небольшого отклонения с помощью инструментов малого диаметра или большого вылета. Фактически, соотношение диаметра к длине инструмента — отличное место для начала разговора о снижении прогиба.
Уменьшение отношения длины к диаметру на 25% делает инструмент более чем в два раза более жестким, поэтому он отклоняется менее чем вдвое. Прогиб прямо пропорционален длине в третьей степени (инструмент вдвое длиннее будет отклоняться в 2 * 2 * 2 = 8 раз при прочих равных!) И обратно пропорционален диаметру в четвертой степени (инструмент вдвое меньше диаметр прогибается в 2 * 2 * 2 * 2 или в 16 раз больше при прочих равных!).Другими словами, используйте самый короткий и самый толстый инструмент.
Вместо того, чтобы беспокоиться обо всех этих оценках, используйте калькулятор G-Wizard Calculator не только для расчета отклонения инструмента, но и для помощи в выборе оптимальных параметров для минимизации отклонения:
Использование калькулятора G-Wizard для оптимизации отклонения инструмента на удалении…
Рассмотрим смену инструмента между черновой и чистовой обработкой. Вместо того, чтобы использовать самый большой инструмент, который соответствует наименьшему радиусу траектории инструмента, используйте еще больший инструмент для черновой обработки и позвольте чистовому проходу обрабатывать меньшие радиусы.Черновая обработка — это то место, где вы в любом случае обрабатываете глубокие порезы, склонные к вибрации.
Никогда не используйте более длинный инструмент, чем необходимо. Любая длина, превышающая 3-кратный диаметр инструмента, начинает склоняться к вибрации, и на 5-кратном увеличении вы желаете всяческой помощи, которую вы можете получить, чтобы контролировать вибрацию.
Зафиксируйте инструмент в патроне как можно сильнее, чтобы уменьшить вылет.
Кстати, рифленая часть концевой фрезы слабее цельного хвостовика. Используйте как можно более короткие концевые фрезы с минимально возможной длиной канавок для максимальной жесткости.
Цельнотвердосплавные фрезы намного более жесткие, чем фрезы из быстрорежущей стали. Следовательно, даже если вы не используете их на постоянной скорости вращения карбида, они все равно могут обеспечить лучшую чистовую обработку. Это особенно актуально для более длинных участков, меньших диаметров и т. Д. Между прочим, карбид обычно принимает меньшую стружку, чем HSS, но он работает на гораздо более высоких оборотах в минуту, что все равно выходит вперед.
Используйте оптимизатор резки G-Wizard, чтобы минимизировать отклонения, избежать дребезга при чистовых проходах и сделать все возможное, чтобы повысить жесткость и минимизировать вибрацию любого рода.Дребезжание — это наихудший вид вибрации, который будет хорошо заметен на отделке. Прочтите нашу главу о болтовне, чтобы узнать, как от нее избавиться. В нашем калькуляторе G-Wizard даже есть калькулятор вибрации, который поможет вам определить оптимальную скорость вращения шпинделя для минимизации вибрации:
G-Wizard включает калькулятор шага вибрации, который может дать вам оптимальную скорость вращения шпинделя для минимизации вибрации…
Использование сбалансированного инструмента для снижения вибрации
Еще один способ уменьшить вибрацию — использовать сбалансированный инструмент.Чем выше частота вращения, тем важнее это.
Обработка поверхности торцевыми фрезами
Торцевые фрезы используются в большинстве магазинов. Они отлично подходят для квадратов и облицовки больших площадей. При торцевом фрезеровании следует помнить о некоторых вещах:
— Одна из проблем, связанных с чистовой обработкой поверхности при торцевом фрезеровании, заключается в том, что каждая пластина отличается по глубине резания лишь на небольшую величину — не все они режут с одинаковой глубиной. Более дорогие торцевые фрезы позволяют настраивать каждую пластину индивидуально.Если вы можете настроить их на пару десятых или меньше, качество обработки будет значительно улучшено. В противном случае попробуйте мухорезку. Большая регулируемая мухорезка может покрыть большую часть территории за наименьшее количество проходов и часто оставляет самый приятный результат. Однако вы можете превратить даже обычную торцевую фрезу в мухорезку, просто удалив все пластины, кроме одной.
— Наивысшая эффективность достигается, когда 2/3 торцевой фрезы одновременно входят в зацепление с заготовкой (шаг 67%). Это также приводит к лучшей отделке поверхности.Полное зацепление фрезы удерживает силы по обе стороны от центральной линии, противодействуя друг другу (что приводит к вибрации), а также вызывает отслоение стружки при нулевой толщине. Образование стружки должно начинаться с толстой и заканчиваться тонкой для обеспечения наилучшего качества поверхности. См. Примечание ниже о вводе заготовки («вкатывании») для получения более подробной информации о начале толстой и заканчивая тонкой.
— Подъемная фреза с таким соотношением резания 2/3. Обычное фрезерование с помощью торцевой фрезы приводит к тому, что стружка вначале становится тонкой, что иногда приводит к трению в начале стружкообразования, что плохо сказывается на чистоте поверхности и может привести к BUE.Лучшая отделка начинается с того, что стружка удаляет жир, а затем истончается до того, как стружка высвободится.
— Сделайте легкий пропил при чистовой обработке: 0,003 — 0,010 ″
— Следите за мощностью, необходимой для резки. При торцевом фрезеровании используется много его с удивительно низкой глубиной резания, потому что фреза такая широкая. Широкая фреза по отношению к заготовке обеспечивает более приятную отделку (меньше полос «косить»), но при резке может быть задействована слишком большая мощность, что приведет к проблемам с вибрацией. Используемая вами мощность (или измеритель нагрузки на вашем VMC) говорит вам о том, насколько существует эта тенденция.
— Выполните пропил с помощью торцевой фрезы, как описано ниже в разделе «Рекомендации по траектории».
— Если вам не нужен квадратный уступ, торцевая фреза с углом в плане 45 градусов часто дает лучшее покрытие, чем 90 градусов. Стружка также примерно на 30 процентов тоньше по сравнению с торцевой фрезой под углом 90 градусов, поэтому возможны более высокие скорости подачи.
— Там, где важна чистота поверхности, используйте сверхострые чистовые вставки, они имеют большое значение.
— Перерезка или обратная резка происходит, когда поверхность, которая уже была обрезана, снова режется задней кромкой торцевой фрезы.Идеально проработанная машина режет только переднюю кромку, но совершенство возникает только в теории. Небольшие ошибки при проталкивании и прогиб могут сделать обратную резку реальностью и обычно приводят к более плохой отделке. Некоторые машинисты могут очень незначительно выдвигать свои станки из трамвая, чтобы рез всегда производился на переднем крае траектории. Это также помогает предотвратить волочение стружки по окружности пропила, что еще больше ухудшает качество обработки. Очевидно, вы также хотели бы сократить путешествие только в одном направлении.Уклон трамвая должен быть очень небольшим, чтобы угловой нож не создавал слишком выраженных гребешков. Фрезы большего диаметра усиливают эффект зубчатости.
— Пластины «Wiper» могут быть использованы с большим эффектом для улучшения качества поверхности. Грязесъемник — это плоская поверхность на вставке. Он режет передней кромкой плоскости (которая параллельна заготовке), а затем «скребок» полирует заготовку, когда она проходит под ним. Ширина этой плоской кромки должна быть больше, чем шаг за один оборот, чтобы режущие кромки могли перекрываться.Наклон шпинделя, о котором говорилось выше, очень важен при использовании дворников. Из-за острых концов пластины чрезмерный наклон шпинделя может вызвать закапывание.
Используйте мухорезку PCD для алюминия
Пластины из поликарбоната
призваны оставлять на алюминии самую удивительную отделку из возможных. Некоторые машинисты имеют в своем арсенале инструмента мухорез с поликристаллическим алмазом только для финишной обработки алюминия.
Для получения более подробной информации об использовании мухорезов см. Нашу страницу «Мухорезки» в нашей Поваренной книге по кормам и скоростям.
Используйте радиус и попробуйте круглые пластины
Попробуйте круглые пластины для лучшей обработки…
Концевая фреза с выпуклым носом или концевая фреза с радиусом оставит более тонкую поверхность, чем плоская концевая фреза. Если мы говорим о вставном инструменте, используйте закругленную пластину или круглые пластины. Фреза со сменными пластинами с круглыми пластинами называется «Фреза для пуговиц».
Круглые пластины наиболее подвержены вибрации (но если они не вибрируют, большой радиус оставляет отличное качество обработки!), А пластины с углом упора в 45 градусов наименее подвержены вибрации и дребезжанию.
Используйте острые пластины, угол подъема и положительный передний угол
Учитывая все обстоятельства, более острые пластины, больший угол подъема и положительный передний угол позволяют улучшить качество поверхности. Торцевая фреза под 45 градусов обеспечивает гораздо более качественную отделку, чем торцевая фреза с квадратным уступом 90 градусов.
Геометрия резания с положительным передним углом обычно требует меньших усилий резания (что приводит к меньшему прогибу) и обеспечивает более качественную поверхность. Положительная геометрия входит в плоскости сдвига материала с меньшей силой.
— Предпочитаю более острые пластины. Часто это более дорогие шлифованные вставки, чем штампованные или формованные.
Шлифованная пластина CCGT с острыми краями…
Фрезы с высоким и переменным углом наклона спирали могут улучшить финишную поверхность
Фрезы с большим шагом спирали улучшают качество обработки. Фрезы с изменяемой спиралью подавляют вибрации, потому что изменяющаяся спираль не позволяет вибрации устанавливаться на одной частоте.
Больше канавок соответствует более высокому числу оборотов в минуту для обработки поверхности
Чем больше канавок или пластин, тем выше частота вращения.Многие старые мельницы имеют ограниченную скорость вращения шпинделя. Возможность использования большего количества канавок или пластин может частично восстановить это преимущество.
Обязательно учитывайте зазор от стружки. Вы не должны использовать фрезу с 4 зубьями при прорезании пазов в алюминии (недостаточно зазора для стружки), но вы можете использовать фрезу с 3 зубьями для прорези, и это эквивалентно на 50% больше об / мин, чем 2 зубья. Еще лучше, если вы фрезерствуете по внешнему профилю (периферийное фрезерование), может быть много зазора для отвала стружки, и вы можете использовать фрезу с 4 зубьями для обработки алюминия.
Противоречивый аргумент против использования большего количества канавок или пластин заключается в том, что меньшее количество канавок / пластин менее подвержено вибрации.
Концевая фреза с одной канавкой также обеспечивает гораздо больший зазор от стружки. Это может улучшить качество поверхности таких материалов, как пластмассы, которые легко поцарапываются собственными сколами.
Удалите вставку для уменьшения вибрации
Иногда можно устранить вибрацию на торцевой фрезе или другом индексируемом инструменте, удалив пластину. Это регулярные удары пластин о заготовку, которые вызывают вибрацию.Удаление вставки означает, что время от времени этот регулярный узор нарушается.
Переместите резак назад, чтобы отполировать материал
Будьте осторожны с этой техникой — это самый быстрый способ затупить резак, и если вы сильно продвинете инструмент в материал, вы сломаете инструмент. Однако, если вы можете получить инструмент, который вам неинтересен (только концевые фрезы, никаких индексируемых инструментов!), И вы достаточно хорошо управляете инструментом, он оставит полированную поверхность на заготовке, которая может быть просто билетом для вашей работы. .Не используйте этот прием для чего-нибудь более твердого, чем алюминий или латунь.
Подъем и обычное фрезерование: не предполагать ничего лучшего для чистовой обработки
Это сложная тема. Фрезерование с подъемом снижает силы резания, и обычно это лучший вариант для чистовой обработки. Но лазание отклоняется в стену, а обычное — нет. Прочтите нашу страницу «Подъем и обычное фрезерование», чтобы решить, что лучше всего подходит для ваших нужд.
Подъем и обычное фрезерование…
Вход в пропил и выход из него
Раскатайте прорези и вытащите их для лучшего качества поверхности.Смотрите нашу страницу Toolpath для получения дополнительной информации об этой технике.
Don’t Dwell
Каждый раз, когда инструмент останавливается при контакте с заготовкой, он оставляет след. Никогда не задерживайтесь (не останавливайте инструмент напротив заготовки), когда качество поверхности имеет значение.
Избегайте срезания средней линии
Обрезка по средней линии приведет к удару пластины или канавки о край материала, что создает заусенцы и, как правило, затрудняет получение хорошей обработки поверхности. Вместо 50/50 срезания средней линии выберите примерно 70/30 для лучшего результата.
Осторожно переместите мельницу на трамвай или намеренно выведите ее из трамвая
Речь идет о торцевом фрезеровании и резке на лету или финишной обработке. Когда дело доходит до отделки территории, есть две точки зрения на трамвай и отделку поверхности: либо доведите вашу мельницу до идеального трамвая, либо немного вытесните ее из трамвая. Соображения в основном эстетические. Если ваша фреза хорошо утрамбована, вы увидите одинаковые следы инструмента с обеих сторон. Если шпиндель немного «наклоняется» в пропил, вы увидите только одну метку инструмента.Некоторые люди предпочитают симметрию двух знаков, а некоторые — одну. В любом случае, если отделка имеет значение и ваша фреза может перемещаться, вам нужно будет отвести ее перед тем, как будут выполнены критически важные отделочные работы.
Используйте самую большую концевую фрезу, радиус которой меньше углового радиуса для чистовой обработки
Концевая фреза не может вырезать угол меньше собственного радиуса, но когда концевые фрезы и угловые радиусы совпадают, это может вызвать проблемы. Сделайте концевую фрезу немного меньше. Возможно, вам придется увеличить радиус угла, если ваш заказчик позволит это, или сделать что-то коварное, например, использовать метрический размер, если он ближе, чем следующий меньший британский размер (или наоборот).
Если нет внутренних углов, используйте самый большой инструмент, который у вас есть, для чистовой обработки. Его размер будет способствовать жесткости и гладкости поверхности.
При использовании сменного инструмента на фрезерных и токарных станках попробуйте пластину Wiper
Пластины Wiper
имеют небольшую плоскую поверхность, примыкающую к радиусу вершины инструмента, которая фактически делает поверхность гладкой. В результате получится довольно мило.
Используйте более высокие углы подъема для фрезерования и токарной обработки и отдавайте предпочтение положительному переднему краю
Оба варианта обеспечивают лучшее качество поверхности.Подробнее читайте в нашей статье о торцевых фрезах под углом 45 и 90 градусов.
Минимизировать биение
При биении ваш инструмент (или заготовка на токарном станке) вращается по эксцентрической траектории, а не по истинной окружности. Это очень плохо для отделки поверхности. Чем больше биение, тем хуже результат. Если вы знаете, что некоторые комбинации фрезы и державки имеют меньшее биение, отдайте предпочтение им при чистовой обработке. Например, цанговый патрон ER почти всегда будет иметь меньшее биение, чем держатель концевой фрезы с установочным винтом. При окончательной обработке используйте цанговый патрон.
DFM Насадки для чистовой обработки поверхности
Насколько качественную отделку следует указать? Если вы просите слишком много, вы увеличиваете стоимость производства. Слишком мало — снижает качество продукта. Если вы хотите, чтобы на большинстве станков с ЧПУ была получена дешевая и удобная отделка, укажите не менее тонкой обработки, чем 64 мкм. Обработка 32 мкм не приведет к увеличению стоимости, а покрытие толщиной 16 или даже 8 мкм можно будет сделать, но теперь вы столкнетесь с увеличением затрат. Спасибо ProCNC.com за эти советы!
Здесь обсуждается стоимость чрезмерных допусков, которая также применима к чрезмерным требованиям к отделке.
Державки и обработка поверхности
Очевидно, что резцедержатель во многом способствует повышению жесткости и гашению вибрации системы. Держатель CAT40 намного жестче, чем R8 у Бриджпорта. Даже NMTB30 имеет гораздо большую массу, чем R8:
.
Я прочитал увлекательный анализ эффективности державки в дипломной работе Университета Британской Колумбии («Механика и динамика интерфейса шпинделя державки»), в которой были собраны некоторые хорошие данные, которых я раньше не видел:
— Инструментальные оправки HSK в 4 раза жестче, чем державки CAT40 аналогичного размера.В основном это связано с двухсторонним контактом конструкции HSK.
— В диссертации сравниваются характеристики фрезерных патронов, горячей посадки, гидравлических патронов и цанговых патронов. Важнейшей характеристикой чистовых операций является модальная жесткость. Вот как оцениваются различные державки в порядке от лучшей к худшей:
Держатель инструмента Тип | Модальная жесткость | Динамическая жесткость |
| Термоусадка | 0.89 | 0,065 |
| Цанговый патрон | 0,75 | 0,155 |
| Гидравлический | 0,53 | 0,196 |
| Фрезерный патрон | 0,52 | 0,184 |
Удивительно, но цанговый патрон с невысокими характеристиками работает почти так же хорошо, как и сложный инструмент для горячей посадки, и немного лучше, чем более дорогие гидравлические и силовые держатели!
Однако, что касается черновой обработки, динамическая жесткость важна для подавления вибрации.Для максимальной скорости съема материала мы хотим максимизировать динамическую жесткость. Здесь цанговый патрон также работает чертовски хорошо, и именно при выкачивании большого количества материала держатели гидравлических и фрезерных патронов начинают проявлять себя. Термоусадка работает плохо, потому что она не гасит вибрации, а просто очень плотно удерживает инструмент. Заставляет задуматься, не увеличивает ли вероятность того, что он будет звонить, как колокольчик, когда его держат так крепко?
Другие мнения о держателях:
— Рассмотрите возможность балансировки державок.Это требование для об / мин более 10K, но оно сглаживает вибрации даже при более низких оборотах. Очевидно, такие инструменты, как мухорезы, изначально изначально неуравновешены, или они должны быть такими? Возможно, сбалансированный дизайн даст более гладкий результат.
— Учитывайте биение. Держатель с большим биением вызывает сильную вибрацию, которая портит качество поверхности и в конечном итоге ломает фрезы. Фрезы меньшего размера более чувствительны к биению. Тысячная часть дюйма — это большое биение для фрезы 1/8 дюйма, с которой приходится иметь дело, поскольку она эффективно дергает фрезу в разрезе при ее вращении.
— Цанговые патроны часто имеют меньшее биение, чем держатели установочных винтов. Некоторые жалуются, что они тоже не выдерживают. Компромиссом было бы использование держателей установочных винтов для инструментов с большим хвостовиком (скажем, более 1/2 дюйма) и цанговых патронов для меньших хвостовиков. OTOH: те, кто утверждает, что цанги не держатся (инструменты высасываются), другие утверждают, что резцедержатель и цанга не чистые, или гайка не затягивается достаточно сильно. Спецификации для крутящего момента гайки цанги ER довольно высоки, поэтому обязательно потяните за гаечный ключ.В качестве альтернативы я использовал гайки с шарикоподшипниками, которые принимают на удивление меньший крутящий момент, потому что они имеют сопряжение шарикоподшипника с цанговым патроном ER, вместо того, чтобы пытаться вращаться против цанги, когда она затягивается.
— Встроенные хвостовики почти всегда жестче, чем при вставке инструмента с хвостовиком в резцедержатель.
— Доступны различные специализированные держатели, такие как приводы с плоской задней частью, которые устанавливают резцедержатель напротив прецизионной поверхности шпинделя для большей поддержки, чем может обеспечить только конус.
Фрезы с шаровой головкой: малое число оборотов
Самая большая проблема с концевыми фрезами со сферическим концом различного типа — это низкая скорость носа. По мере того, как вы приближаетесь к наконечнику, диаметр шарика становится все меньше и меньше, наконец, до нуля. В результате фреза должна работать в широком диапазоне скоростей резания и нагрузок на стружку на разной глубине резания. Обязательно имейте это в виду при использовании. Если возможно, используйте калькулятор подачи и скорости или программу CAM, которая должным образом учитывает эти эффекты.
Найдите баланс между диаметром фрезы со сферическим концом и жесткостью. Помните, часть шара около оси движется медленно. Шарик меньшего размера с интерполяцией открывает большую часть поверхности для более быстро движущегося резца, что приводит к более качественной обработке. Но резак меньшего размера может сгибаться больше. Следовательно, необходимо сбалансировать эти два фактора.
Если у вас 4-осевая или 5-осевая фреза, вы можете попробовать фрезерование «Sturz» для борьбы с медленно движущимся наконечником. Подробности см. Ниже.
Фрезы со сферической головкой, обработка поверхности и шаговый переход
Выбор правильного шага для шаровой головки критически важен для эффективного 3D-профилирования.Ознакомьтесь с нашей статьей о том, как выбрать Stepover, чтобы узнать подробности.
Правильно настройте программное обеспечение CAD и CAM для получения хорошей отделки поверхности
Наша статья «7 программных оправданий плохой отделки поверхности» может помочь.
Фасеты в этой части связаны с проблемами CADCAM…
Правда о «зеркальной» отделке
Любой, кто часто посещает станки для обработки плат в Интернете, видел бесчисленное количество тем, в которых кто-то спрашивал, как добиться «зеркальной» отделки их фрезерного или токарного станка.
Хотя на токарном станке легче подойти близко, правда о зеркальной отделке заключается в том, что ее в большинстве случаев не существует.
Да, есть станки, способные выполнять качественную оптическую отделку. Это чрезвычайно жесткие станки, в которых в основном используется алмазный инструмент. Но это не те машины, к которым у большинства из нас будет доступ, и это не те машины, о которых большинство людей говорит, как они спрашивают после зеркальной обработки.
Вы когда-нибудь замечали, как на большинстве фотографий так называемой зеркальной отделки заготовка наклонена под очень большим углом? Вы когда-нибудь видели мираж на шоссе, где, похоже, далеко впереди на дороге есть лужа с водой, которая исчезает по мере приближения? Тот же принцип.Даже асфальт, по-видимому, будет иметь «зеркальное» покрытие (вода, которую вы видели в мираже, была отражением неба), если угол падения правильный.
Попросите показать зеркальную отделку, глядя прямо на деталь, и вы более четко увидите, что это за отделка.
Это не означает, что чистовая фрезерованная поверхность не может быть чрезвычайно привлекательной, просто она не выглядит как зеркало, если смотреть прямо. Следы инструмента все еще будут видны, но это будут очень слабые бороздки.В лучшем случае вы увидите радугу, созданную эффектами дифракции, действующими на бороздки. Этот вид получил название «призматический». Ближе всего к этому задняя сторона компакт-диска, на которой изображены все радуги, но фрезерованная отделка будет более тонким эффектом.
Это то, что вам нужно, чтобы решить, что вы добились отличного результата. Если вам нужно работать лучше, пора перейти к каким-нибудь абразивным материалам и либо к виброполировке пользователя, либо к полировальному кругу.
Специальные насадки для фрезерного станка с ЧПУ Обработка поверхности дерева
Обычные проблемы здесь либо горят, либо раскалываются и вырываются.
Горение — это проблема подачи и скорости. Если у вас правильные подачи и скорости, а резак все еще сжигает материал, вероятно, он тупой и его нужно заменить.
