Чем и как сверлить глубокие и большие отверстия в металлических деталях
Просмотров 235 Опубликовано Обновлено
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ.
 Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
 Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.

Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.

При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.

В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Сверление отверстий в металле большого и малого диаметра: как правильно делать?
Обработка металла относится к числу достаточно сложных операций. Сверление может потребоваться при выполнении ремонта помещений или собственного автомобиля, а также изготовления различных конструкций на дачном участке. Как и в случае с любыми другими отверстиями нам потребуется ручная дрель, которая может быть дополнена различными дополнительными устройствами. Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Инструменты и сверла – что нам потребуется для сверления
Сверление отверстий в металле представляет собой особую технологию, которая заключается в снятия определенного слоя материала за счет одновременного вращательного и поступательного движения сверла. Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
При работе с металлом используются сверла, изготовленные из стали марки Р6М5
Нам потребуются следующие инструменты для работы с металлом:
- Дрель ручная или электрическая
- Спиральное сверло
- Молоток
- Кернер
- Защитные очки и перчатки
Достичь успеха в планируемом мероприятии будет невозможно без соответствующего сверла. Выбор данного элемента – очень важный момент, ведь различные сверла подбираются исхода из свойств металла, а также диаметра будущего отверстия. Свёрла обычно производятся из быстрорежущей стали. Самыми распространенными считаются изделия, изготовленные из стали марки Р6М5. В некоторых случаях используются кобальтовые добавки, которые способствуют увеличению долговечности и износостойкости сверла. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
Выбор данного элемента – очень важный момент, ведь различные сверла подбираются исхода из свойств металла, а также диаметра будущего отверстия. Свёрла обычно производятся из быстрорежущей стали. Самыми распространенными считаются изделия, изготовленные из стали марки Р6М5. В некоторых случаях используются кобальтовые добавки, которые способствуют увеличению долговечности и износостойкости сверла. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
Следует знать, что далеко не все дрели способны проделать именно те отверстия, которые вам требуются. Так, производителя обычно указывают соответствующую информацию в руководстве по эксплуатации. К примеру, просверлить отверстие большого диаметра дрелью, мощность которой составляет 700 Вт, не получится. Ведь данное оборудование предназначено для создания отверстия максимального размера 13 мм в поперечнике.
Приспособления для дрелей – как облегчить себе жизнь
Сверление металла вызывает трудности у многих людей, даже опытных мастеров. Одна из причин заключается в физической сложности самого процесса. Ведь необходимо в течение длительного времени держать тяжелую дрель под прямым углом в четко зафиксированном положении. Однако всегда можно воспользоваться дополнительными приспособлениями, призванными облегчить весь процесс.
Кондукторы для сверления позволяют надежно зафиксировать сверло дрели
В строительных магазинах можно приобрести следующие механизмы для перпендикулярного сверления отверстия в металлических изделиях:
- Кондукторы для сверления
- Направляющие для дрели
- Стойки для дрели
Огромной популярностью пользуются кондукторы, именно с их помощью специалисты делают отверстия в изделиях. Сам механизм представляет собой своеобразный бокс, удобный для удержания, в котором расположены направляющие втулки. Подходит для работы со сверлами различных диаметров. Втулки выполняются из очень твердых сортов металла, гораздо более твердого, нежели само сверло. Поэтому не стоит волноваться, что при работе с дрелью они повредятся.
Втулки выполняются из очень твердых сортов металла, гораздо более твердого, нежели само сверло. Поэтому не стоит волноваться, что при работе с дрелью они повредятся.
Вам требуется всего лишь расположить кондуктор над местом будущего отверстия, предварительного отмеченного кернером, после чего включить дрель. Сверло будет прочно зафиксировано втулками, поэтому от заданного направления оно не уйдет. Особенно полезным кондуктор считается при сверлении цилиндрической формы, к примеру, труб, поскольку наконечник сверла постоянно соскальзывает с округлой формы трубы.
Также можно приобрести направляющие для ручной дрели – это полезный опорный механизм, где дрель фиксируется за шейку для достижения неподвижности во время работы. Подошва, удерживаемая свободной рукой, устанавливается на самой заготовке. При таком положении дел инструмент перемещается исключительно вертикально, без малейших отклонений или перекосов.
На сегодняшний день выпускаются универсальные конструкции, оборудованные угловым держателем. Благодаря этому вы сможете сверлить отверстия дрелью даже под углом. Правда, в случае с металлом сверлить под углом при помощи направляющих очень сложно, поскольку боковые перегрузки практически сразу же ломают сверло. Поэтому необходимо позаботиться о покупке изделия из твердого металла.
Благодаря этому вы сможете сверлить отверстия дрелью даже под углом. Правда, в случае с металлом сверлить под углом при помощи направляющих очень сложно, поскольку боковые перегрузки практически сразу же ломают сверло. Поэтому необходимо позаботиться о покупке изделия из твердого металла.
Еще одно приспособление, которое упрощает процесс изготовления отверстий, называется стационарная стойка. По своей сути, данное оборудование представляет собой несколько упрощенный сверлильный станок, правда, с меньшим функционалом, но и существенно меньшей стоимостью. Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Глубокие отверстия – в чем их особенность
Процесс сверления отверстий в изделиях из металла существенно отличается в зависимости от толщины заготовки. Глубокие отверстия сделать гораздо сложнее по сравнению с обычными. Специалисты для таких случаев используют токарные станки, причем вращаться должна именно заготовка, а не само сверло на станке. Важным моментом является отвод отходов и стружки из детали, а также охлаждение сверла.
Специалисты для таких случаев используют токарные станки, причем вращаться должна именно заготовка, а не само сверло на станке. Важным моментом является отвод отходов и стружки из детали, а также охлаждение сверла.
При сверлении глубоких отверстий важным является своевременный отвод стружки
Естественно, в домашних условиях воспользоваться токарным станком вряд ли получится. Единственный выход из положения – это приобретение направляющих для дрели, которые были описаны выше. Длина сверла имеет большое значение, поскольку сверло может делать отверстия лишь на две трети своей длины. Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
При отсутствии направляющих можно постараться сверлить и без данного оборудования, если вы уверены в своих силах. Однако угол сверления менять категорически запрещено, поскольку это может полностью испортить как сверло, так и заготовку.
Про охлаждение и отвод стружки также забывать ни в коем случае нельзя. Проще всего воспользоваться мыльной водой, в которую предварительно следует обмакнуть наконечник сверла. Некоторые специалисты рекомендуют обмазать сверло растительным маслом или свиным салом. Это существенно уменьшит трение изделия о металл и, как следствие, самым положительным образом скажется на охлаждении сверла.
Проще всего воспользоваться мыльной водой, в которую предварительно следует обмакнуть наконечник сверла. Некоторые специалисты рекомендуют обмазать сверло растительным маслом или свиным салом. Это существенно уменьшит трение изделия о металл и, как следствие, самым положительным образом скажется на охлаждении сверла.
Если же говорить об извлечении стружки, то этим необходимо заниматься с регулярной частотой, периодически извлекая отходы от бурения. Проще всего перевернуть заготовку, чтобы стружка под действием гравитации, освободила отверстие. Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Отверстия большого диаметра – самая сложная операция
Просверлить большое отверстие в металле еще сложнее, чем сделать отверстие большой глубины. Здесь есть несколько подходов: либо конусным сверлом делать отверстие большого диаметра в металле за несколько подходов, либо воспользоваться специальной коронкой.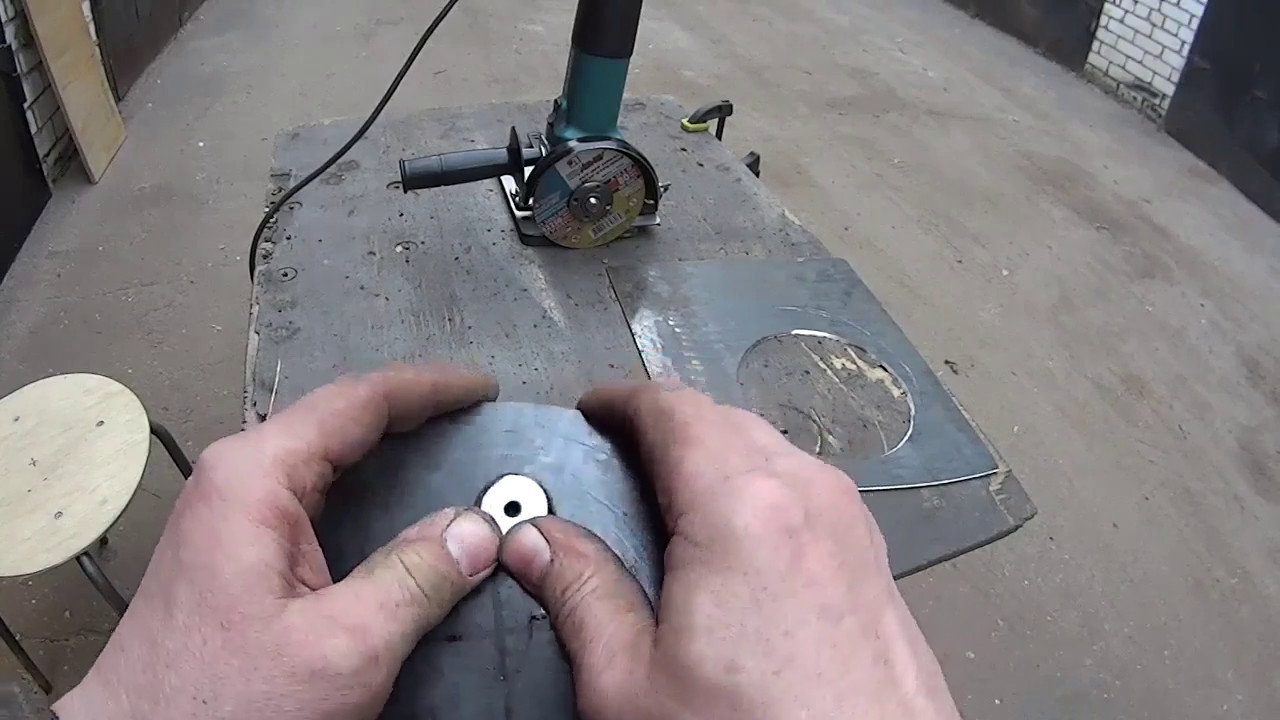 Стоимость конусных сверл очень велика, тогда как эффективность ниже, чем у коронки.
Стоимость конусных сверл очень велика, тогда как эффективность ниже, чем у коронки.
Именно поэтому специалисты утверждают, что правильнее сверлить металл именно при помощи коронки. В центральной части расположено сверло, тогда как по краям находится режущая поверхность с остро заточенными зубьями. Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Как сделать большое отверстие в металле
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.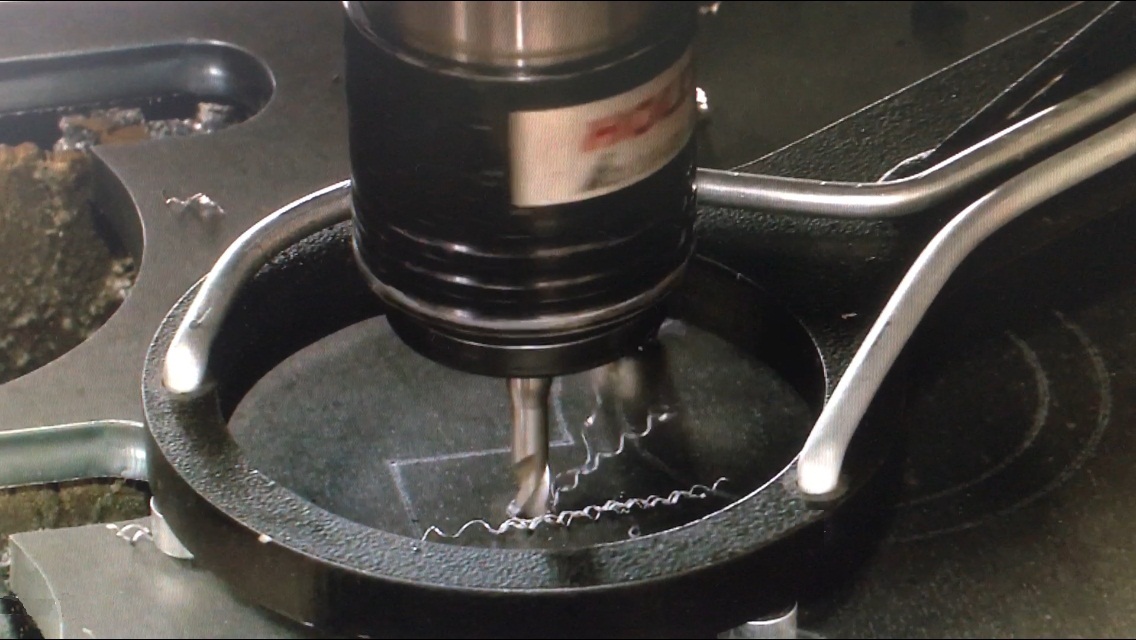
Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.

Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°.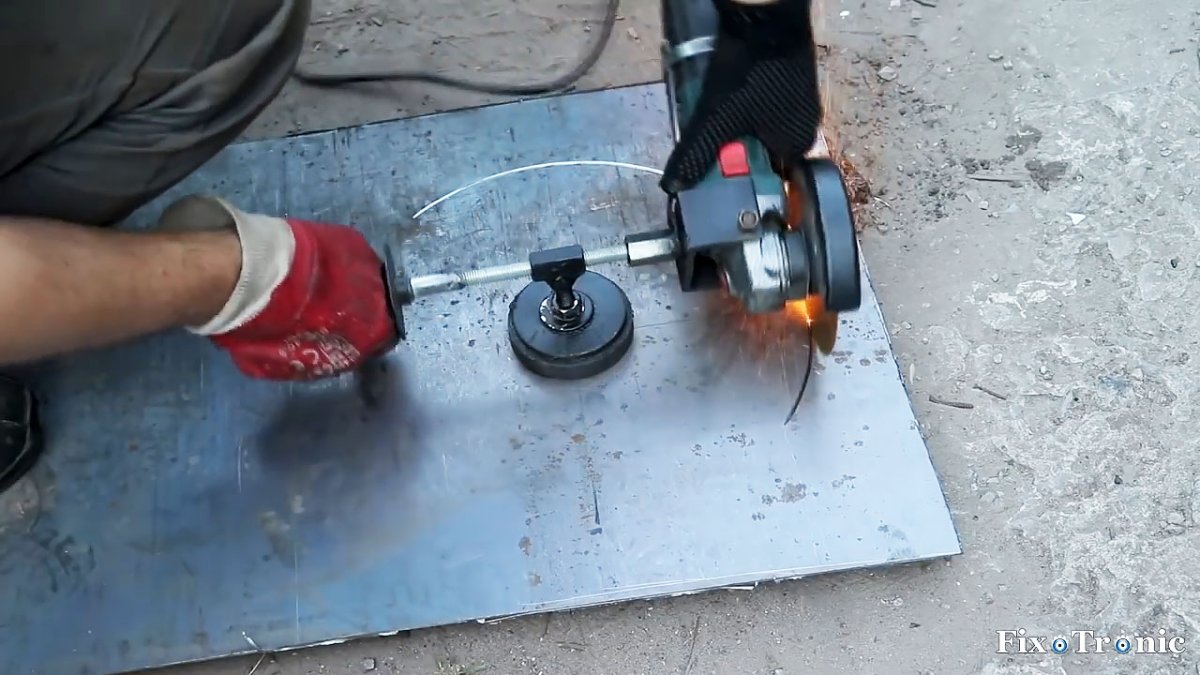 Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка.
 Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом.
 Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сегодня у каждого домашнего мастера имеется необходимый инструмент для резки металла, сверления, зачистки. Но как быть, если необходимо просверлить отверстие большого диаметра? Ведь максимальное сечение обычного сверла для ручной электродрели составляет всего 20 мм.
Приспособления для сверловки больших отверстий
Существуют несколько способов просверлить отверстие диаметром свыше 20 мм.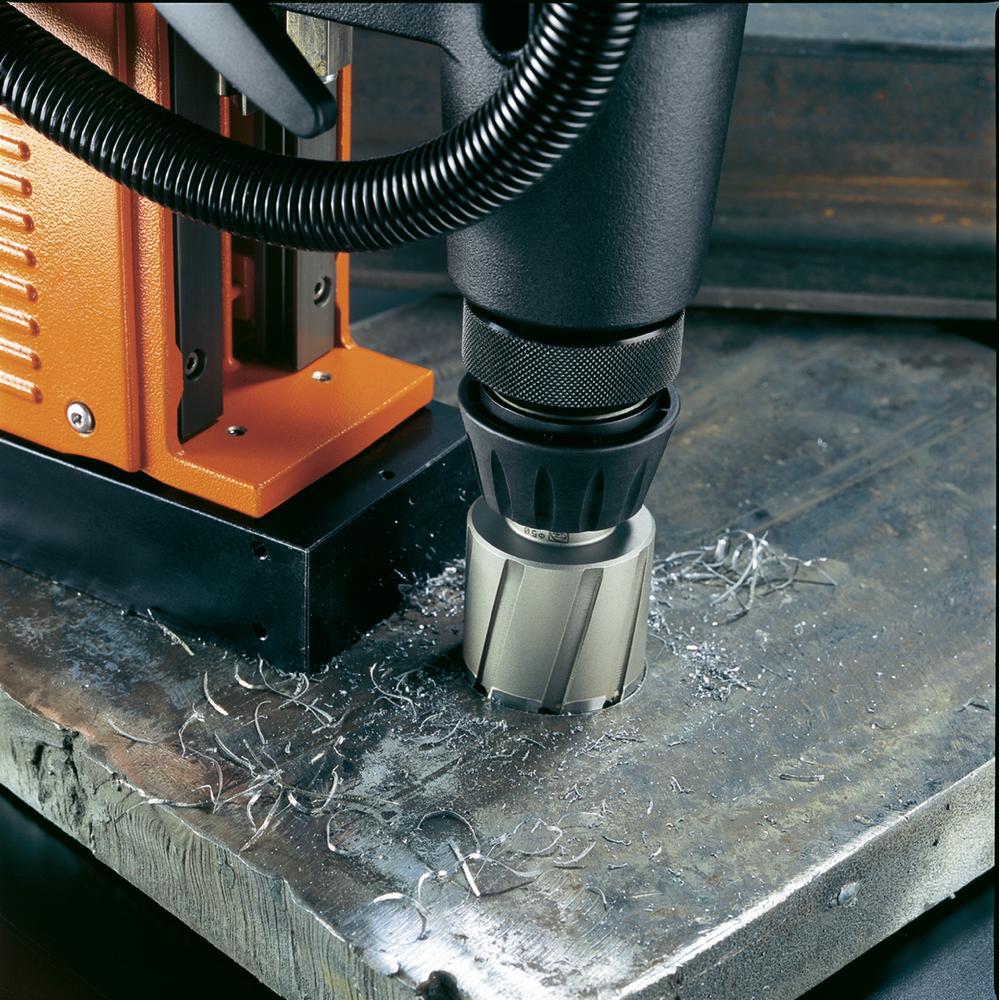 Для этого применяются специальные приспособления:
Для этого применяются специальные приспособления:
- Конусное сверло. Большое количество проемов одинакового размера сверлить не получится. Но для домашнего использования вполне приемлемо. Максимальное сечение – до 40 мм. Толщина обрабатываемого металла – 5-6 мм.
- Конусное ступенчатое сверло. Более удобно в применении, поскольку каждая его ступень образуется посредством плавного спирального перехода. При сверлении это позволяет легко отследить фактический диаметр отверстия. С его помощью можно просверлить окружность до 40 мм в диаметре на металле толщиной до 6 мм.
- Биметаллические коронки – подойдут для подготовки отверстий до 109 мм в стальных изделиях толщиной до 5 мм. При работе настоятельно рекомендуется применять специализированные смазочно-охлаждающие составы, что обеспечит максимальный эксплуатационный ресурс режущего инструмента. Также для установки приспособления на электродрель необходим адаптер. В среднем с помощью биметаллической коронки можно просверлить 5-20 проемов – в зависимости от ее качества, что, соответственно, отражается и на стоимости.

Как можно просверлить большое отверстие без лишних затрат?
Для этого способа понадобится сверло небольшого сечения (достаточно 5-6 мм), а также фреза или израсходованный зачистной круг (соответствущий или немного меньше диаметра отверстия) для болгарки. Вариант более трудоемкий, поэтому требуется значительно больше времени.
На металлической заготовке карандашом намечается 2 окружности:
- 1 – для будущего отверстия.
- 2 – зависит от сечения сверла, то есть при использовании 6-миллиметрового инструмента диаметр намечаемой окружности будет на 6 мм меньше предыдущей.
По 2-й окружности необходимо накернить 2 места в противоположных местах и просверлить отверстия сверлом 6 мм. От полученных проемов по намеченной линии нужно отступить примерно 3 мм и снова накернить места для сверловки. Отверстия просверливаются по контуру всей окружности. При необходимости оставшиеся участки можно дорубить зубилом.
Отверстие будет с зазубринами, поэтому его нужно расточить. Это можно выполнить электродрелью с фрезой, но гораздо удобнее – болгаркой с применением зачистных абразивных кругов подходящего диаметра. Шлифмашинкой можно быстро и ровно расточить отверстие до необходимого диаметра.
Это можно выполнить электродрелью с фрезой, но гораздо удобнее – болгаркой с применением зачистных абразивных кругов подходящего диаметра. Шлифмашинкой можно быстро и ровно расточить отверстие до необходимого диаметра.
Поэтому не стоит выбрасывать израсходованные абразивные круги для болгарки диаметром даже менее 45 мм – они всегда могут пригодиться в хозяйстве.
Сверление отверстий в металле большого и малого диаметра: как правильно делать?
Узнаем все тонкости и способы сверления металла — выбор инструмента, заточки и режимов резания.
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как просверлить отверстие в металле
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство.
Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство.
Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого.
Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики.
Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой.
На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой.
Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима.
Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев.
При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок.
Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом.
Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой.
Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом.
Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25.
Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером.
Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла.
Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок.
Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг.
Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой. опубликовано econet.ru
опубликовано econet.ru
Подписывайтесь на наш канал Яндекс Дзен!
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
P.S. И помните, всего лишь изменяя свое потребление — мы вместе изменяем мир! © econet
Источник: https://econet.ru/articles/sposoby-sverleniya-metalla-svyorla-i-prisposobleniya
Как увеличить отверстие в металле без сверла – Как сделать отверстие в закаленной стали без сверления
Уверен, вы сталкивались с такой ситуацией, когда в деревянной заготовке необходимо просверлить отверстие, скажем, под установку декоративных светильников.
И вот, перебрав весь арсенал сверел, вы с сожалением обнаруживаете, что подходящего диаметра нет или самое большое из имеющихся меньше чем требуемое отверстие.
Что делать? Бежать в супермаркет инструментов или заказывать в интернет-магазине? Не стоит торопиться, давайте воспользуемся смекалкой и нашей подсказкой!
Смотрите и не говорите потом, что не видели
Что понадобится?
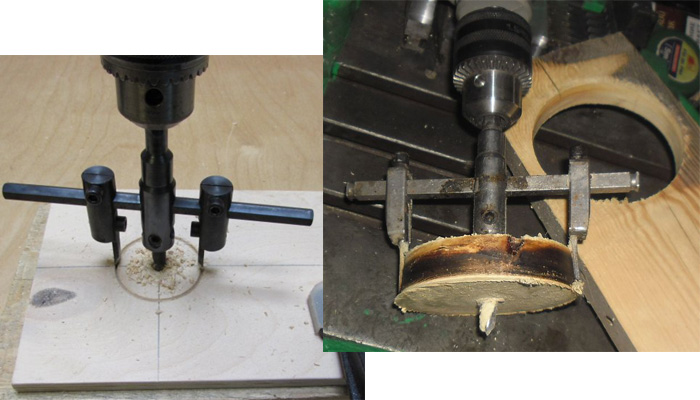
- Сверло Форстнера
- Фреза с подшипником для выборки четверти
- Фреза с подшипником для фрезерования кромки
Ну и еще самая малость: сверлильный станок, ручной фрезер и в идеале стол для установки ручного фрезера
1.
 Сверлим отверстие сверлом форстнера
Сверлим отверстие сверлом форстнера
Используйте наибольший из имеющихся диаметров.
2. Расширьте отверстие с помощью фрезы для выборки четверти
В данном случае удобнее всего использовать специальный специальный стол для установки ручного фрезера. Не забудьте, что размер четверти вы можете регулировать установкой подшипников различного диаметра.
3. Удалите четверть с обратной стороны детали
Переверните заготовку, закрепите ее на верстаке и отфрезеруйте полученную четверть прямой фрезой для обработки кромки.
Готово!
Все гениальное — просто
www.stankoff.ru
Как просверлить отверстие в каленом металле, какое сверло взять
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот.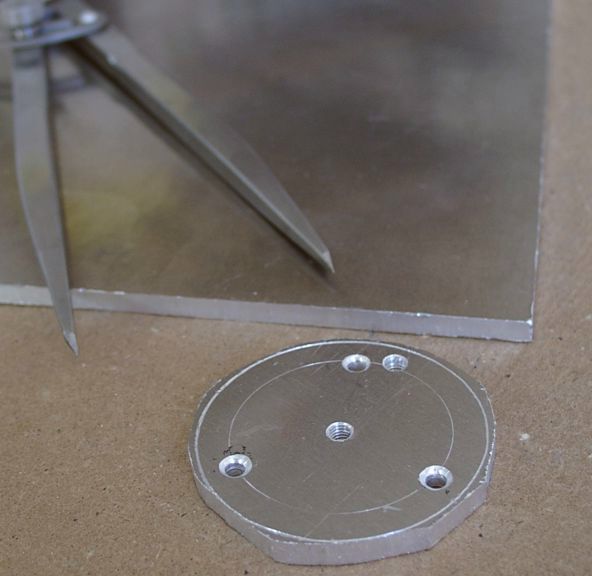 Из подходящих веществ можно указать азотную, хлорную или серную кислоту.
Из подходящих веществ можно указать азотную, хлорную или серную кислоту.
Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок).
Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат.
В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался.
Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле.
 Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.
Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Уважаемые посетители сайта, поделитесь в комментариях предложениями, как еще можно просверлить отверстие в стали, которая была подвержена закалке.
wikimetall.ru
Как просверлить каленую сталь в домашних условиях обычным сверлом
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
 После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Источник: https://ice-people.ru/raznoe-2/kak-uvelichit-otverstie-v-metalle-bez-sverla-kak-sdelat-otverstie-v-zakalennoj-stali-bez-sverleniya.html
Чем и как ровно и точно рассверлить отверстие в металле
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Как определить правильный угол заточки ножа
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
Как сделать сварочный стол своими руками
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот.
Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин.
Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре.
Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление.
После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина.
В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Как проверить автомобильный аккумулятор на работоспособность
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение.
Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину.
Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Источник: https://pochini.guru/sovety-mastera/kak-tochno-rassverlit-otverstie-v-metalle
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.
Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок.
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать.
Ориентировочные данные представлены в таблице.
| 5 | 10 | 15 | 20 |
| 0,08 | 0,12 | 0,20 | 0,28 |
| 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| до 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева.
Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло.
Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Источник: https://tehnouzel.ru/tehnologii-remonta/kak-prosverlit-otverstie-v-metalle.html
Сверление металла
Компания SKIL с уважением относится к вопросам конфиденциальности и неразглашения личной информации.
Посещая настоящий веб-сайт, вы соглашаетесь на использование cookie-файлов для различных целей, таких как запоминание ваших предпочитаемых настроек веб-сайта, анализ использования веб-сайта посетителями для усовершенствования работы сайта и повышения его эффективности и интеграция с социальными сетями, а также представление (целевой) рекламы.
Дополнительную информацию о конфиденциальности и неразглашении личной информации на нашем веб-сайте можно найти здесь.
Стандартные сверла по металлу хорошо подходят для работы с такими мягкими металлами, как медь или алюминий. Для более твердых металлов, таких как нержавеющая сталь, лучше использовать сверла, изготовление из хром-ванадиевого или кобальтового сплава или карбида титана. Метка HSS показывает, что сверло изготовлено из металла повышенной прочности. Стандартные сверла по металлу выпускаются в диапазоне диаметров от 1 до 13 мм.
Компания SKIL рекомендует использовать рабочие перчатки, защитные очки, противопылевую маску и средства защиты органов слуха, как указано в руководстве пользователя, при работе с электроинструментами.
Характерной чертой сверл по металлу является их острый конец, который требуется для того, чтобы сверло легко проходило через металл. Диаметр сверл по металлу одинаков по всей длине; на конце сверло затачивается под углом 118°. Такие сверла также называются сверлами из быстрорежущей стали (High Speed Steel; HSS).
Сверла HSS из кобальтового сплава предназначены для сверления твердых металлов, таких как нержавеющая сталь; они затачиваются под несколько более тупым углом в 135° для облегчения центровки при начале сверления.
Такие сверла изготавливаются из быстрорежущей стали с добавкой 5% кобальта; при сверлении их необходимо охлаждать при помощи специального масла.
При сверлении металла образуются опилки или мелкая стружка (при сверлении мягких металлов типа латуни) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь). Для каждого из этих типов металла имеются специальные сверла.
Режущая кромка сверла для мягких металлов является плоской (A). Это сделано для того, чтобы такие сверла не «закусывались» в металле; их также можно использовать и для других мягких материалов, таких как пластик или нейлон.
Режущая кромка сверла для твердых металлов остро заточена (B).
Если требуется просверлить в металле отверстие большого диаметра, необходимо сначала «пройти» такое отверстие с помощью сверла меньшего диаметра. Это позволит более крупному сверлу резать металл более эффективно и уменьшить вероятность перекоса.
В случае необходимости, предварительное сверление можно выполнить в несколько проходов, постепенно увеличивая диаметр используемых сверл.
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A).Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A). Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
Частой ошибкой при сверлении металла бывает слишком высокая скорость вращения. Чем тверже металл, в котором нужно выполнять сверление, тем ниже должна быть скорость сверления.
Например, при сверлении отверстия диаметром 8 мм в латуни скорость вращения дрели нужно установить на 2500 об/мин. В случае нержавеющей стали, которая является значительно более прочным металлом, правильная величина скорости вращения равняется 800 об/мин.
Хорошим показателем того, что скорость установлена правильно, является образование красивой длинной стружки.
Если требуется просверлить тонкий металлический лист, никогда нельзя держать его руками.
Когда сверло прорезает металл и выходит на противоположной стороне, возникает опасность, что металлический лист может внезапно зажать сверло и вырваться из рук.
Правильное решение состоит в том, чтобы прочно зажать металлический лист между двумя кусками дерева. Это снижает вероятность опасного срыва листа. При этом также уменьшается количество заусениц, что упрощает окончательную отделку заготовки.
При сверлении железа или стали рекомендуется прикладывать как можно меньшее усилие. Пусть работает сверло! Для смазывания и охлаждения сверла можно использоваться смазочное масло. Если толща металла пройдена почти полностью, нельзя допускать слишком быстрого выхода сверла на противоположной стороне заготовки. Это позволит свести к минимуму образование заусенцев при выходе сверла.
Перед сверлением металлической трубы необходимо убедиться, что она прочно зажата. Для сверления лучше всего использовать сверлильную стойку и тиски.
Для того чтобы предотвратить деформацию трубы – в результате давления со стороны дрели – поместите внутрь трубы кусочек дерева такой же формы и размера, что и труба.
В этом случае следует руководствоваться тем же советом: пусть работает дрель; не прикладывайте слишком большого усилия.
Оцените эти подробные инструкции.
Сверление металла
2406 (всего)
ПОДСКАЗКА!
Сверло можно легко охладить с помощью медицинской пипетки; можно также воспользоваться небольшим пульверизатором для опрыскивания растений.
Советы СДЕЛАЙ САМ
Источник: https://www.skil.ru/poshagovye-instrukcii/sverlenie-metalla.html
Pereosnastka.ru
- Особенности сверления отверстий малых размеров
- Категория:
- Технология миниатюрных изделий
Особенности сверления отверстий малых размеров
В настоящее время минимальный размер отверстий, получаемых сверлением, равен 0,05 мм. Получение сверлением отверстий меньших размеров ограничено возможностью изготовления достаточно качественных и стойких сверл, отсутствием прецизионного высокочувствительного сверлильного оборудования. К тому же, как показали исследования, отверстия диаметром 0,03 мм, полученные сверлением, как правило, не имеют четко очерченного контура. Образующаяся стружка и заусенцы становятся соизмеримыми с отверстием. Удаление стружки затрудняется. Поэтому для получения отверстий менее 0,05 мм более эффективными являются лазерный, электронно-лучевой и другие методы.
Несомненно, сверление отверстий по размерам, близким к минимально предельному значению, имеет свои особенности по сравнению со сверлением отверстий диаметром около 1 мм и требует не только специального инструмента и оборудования, но и гораздо большей осторожности.
Промышленностью выпускаются стандартные спиральные сверла, минимальный диаметр которых равен 0,1 мм. Для получения меньших размеров отверстий изготавливают специальные сверла.
Малые размеры сверл для сверления отверстий диаметром 0,05—1 мм, их ограниченная жесткость и прочность обусловливают специфические особенности процесса сверления.
Основной особенностью является более резкое влияние ряда факторов, таких как биение сверла и шпинделя станка, состояние и качество поверхности изделия, величина вылета сверла, характер и равномерность подачи.
Ухудшение каждого из перечисленных факторов может привести к поломке сверла или к получению неточных отверстий.
Поэтому весьма важным является исследование влияния каждого из этих факторов на процесс сверления, качество поверхности, точность обработки и стойкость сверл.
Перед началом сверления необходимо обеспечить правильную установку сверл в цанге или патроне, ограничить биение шпинделя и неперпендикулярность его оси к рабочей поверхности стола в пределах 0,005 мм.
Биение режущих кромок сверла должно быть минимальным и не превышать значения 0,015 мм. Принято считать, что установка сверл в патроне считается правильной, если при вращении шпинделя со скоростью менее 1,5 тыс.
об/мин при визуальном рассмотрении через лупу с 4—10-кратным увеличением сверло представляется в виде сплошного стержня без стружечных канавок.
Для более точной количественной оценки биения малоразмерных сверл при установке их в патроне и измерения износа служит специальный прибор.
Он состоит из плиты, установленной на ней головки стереоскопического микроскопа (МБС-2) и кронштейна для крепления и перемещения оптической призмы, предназначенной для поворота изображения исследуемого сверла на 90°. Изменение увеличения изображения с 4,8 до 56х осуществляется поворотом гайки.
Цена деления измерительных окуляров при максимальном увеличении равна 0,015 мм. Окуляры могут поворачиваться в трубках для установки шкалы в положение, удобное для измерения. Источник света расположен во втулке, которая вместе с кронштейном установлена на корпусе оптической головки.
Точная фокусировка изображения осуществляется перемещением призмы. Если условия обработки требуют измерения угла при вершине, то призму можно дополнительно повернуть на соответствующий угол и закрепить винтом. При необходимости износ сверл можно фиксировать на фотопленку.
Рис. 1. График зависимости «ломающей» подачи от величины вылета сверла
При больших значениях вылета L сверл и глубинах h сверления изгибная прочность сверл резко снижается. На рис. 32 приведены зависимости «ломающей» подачи 5Л0М от величины вылета при различных глубинах сверления (для сверл d = 0,5 мм и V = 3,1 м/мин).
Величина вылета малоразмерных сверл оказывает существенное влияние и на производительность обработки и стойкость малоразмерных сверл. При больших отношениях Lid под действием усилия резания происходит потеря продольной устойчивости сверл, вследствие чего теряется их прямолинейная форма, сохраняющаяся при сверлении с вылетом до 10d.
Поэтому во всех случаях целесообразно вести обработку с минимальным (в отношении свободного выхода стружки) вылетом.
Если же по технологическим условиям длина вылета регламентирована, то эффективность использования малоразмерных сверл может быть значительно повышена за счет применения инструмента с уменьшенной длиной рабочей части, что вполне допустимо, так как глубина отверстий диаметром до 1 мм не превышает (за редким исключением) Ad.
Следует иметь в виду, что при сверлении имеет место разбивка отверстий вследствие неизбежных биений сверла. Поэтому при сверлении точных отверстий диаметр сверла следует выбирать с учетом разбивки отверстия и с учетом припуска на последующую калибровку. Последнюю производят калибровочными пуансонами или шариками вначале предварительно, а затем «в размер».
Сверление с использованием обычных трехкулачковых патронов для крепления сверл не всегда обеспечивает получение нужной точности и требует дополнительного времени на центровку. Применение же патронов при больших скоростях вращения (свыше 10 тыс/мин) вызывает значительные вибрации.
В связи с этим для крепления малых диаметров используют зажимные цанги, имеющие меньшую массу и дисбаланс.
Реклама:
Источник: http://pereosnastka.ru/articles/osobennosti-sverleniya-otverstii-malykh-razmerov
5 способов просверлить материалы / Howmakes
Рассказываем, как поступить, если необходимо
сделать отверстие, но нет дрели или шуруповерта. Вы узнаете 5 способов, как
просверлить дерево, металл, кирпич, пластик и стекло без сверлильного
инструмента.
Отверстие в пластике без дрели
Простой способ сделать проем в пластике. Для
этого можно воспользоваться обычной газовой горелкой и шилом.
Нагрейте горелкой докрасна шило и аккуратно
проткните пластмассу. Получится ровное отверстие в пластике, которое быстро
делается без сверла.
Вместо шила можно использовать гвоздь, зажатый
в плоскогубцы. А горелку может заменить включенная газовая плита.
Конечно, если нужно просверлить много проемов,
тогда лучше использовать дрель. Но 2-3 прокола можно легко сделать таким
образом.
Отверстие в металле без сверла
Чтобы просверлить нетолстый металл или
пластик, понадобится отвертка и саморез с режущей головкой. Он бывает разной
длины, лучше брать короткий.
- Разметьте на поверхности точку, где будете
сверлить. - Вставьте саморез в отвертку и аккуратно
вкрутите его насквозь - При этом придавливайте его, чтобы острие
врезалось в заготовку и проткнуло ее.
Операция займет всего несколько минут, и
проход готов. Этим саморезом можно прорезать несколько проемов, затем его нужно
заменить.
Также эти инструменты подходят для сверления
отверстий в дереве. Сначала необходимо вкрутить небольшой саморез, а затем
диаметром побольше.
Отверстие в кирпиче без дрели
Выход, как просверлить углубление в кирпиче,
если нет дрели. Главное, чтобы дома нашлось сверло по металлу нужного диаметра.
- Обломайте спиральный стержень строго
перпендикулярно. - При помощи этого сверла и молотка
выдалбливайте отверстие в стене. - Регулярно проворачивайте его по часовой
стрелке. Тогда оно будет постепенно все больше углубляться.
Чтобы проделать отверстие глубиной 5 см
обломанным сверлом и молотком, понадобится около 5 минут. Поэтому при
необходимости можете пробивать кирпич с помощью этих инструментов.
Отверстие в стекле без дрели
Способ, как сделать отверстие без сверла в
стекле, чтобы оно не треснуло. Для этого понадобится расплавленный свинец.
- Загрузите в металлическую посуду свинцовые
рыболовецкие грузы. - Подожгите горелку и расплавьте их.
- Протрите стеклянную поверхность спиртом, чтобы
удалить жир и другие загрязнения. Иначе стекло может потрескаться. - На очищенное место насыпьте горкой мелкий
мокрый песок. - При помощи палочки сделайте подобие колодца,
чтобы образовался сосуд. - Залейте в этот сосуд расплавленный свинец.
Благодаря мокрому песку температура внутри колодца будет долго удерживаться. - Через 1-2 минуты очистите поверхность.
В том месте, куда был залит расплавленный
свинец, образуется отверстие. А стекло при этом не повредится.
Чем просверлить длинное отверстие в дереве
Иногда возникает необходимость сделать
сквозной проем в длинном деревянном бруске по всей длине. Например, чтобы
вогнать туда шпильку или провод. Даже при наличии оборудования или длинных
сверл это сложно осуществить. Сверло однозначно пойдет неровно и не попадет из
одной заданной точки в другую.
Но есть простой способ, как сделать четкое и
ровное отверстие без применения дрели, сверлильного или токарного станка. Для
этого понадобиться циркулярная пила и фрезер с ограничительной линейкой.
- Разметьте место, где должно
проходить отверстие. - На циркулярной пиле выставьте пильный диск по
разметке и распустите брусок. - Подведите фрезер к намеченным рискам одной
заготовки, и отфрезеруйте паз. Так же поступите со второй частью. - Теперь восстановите целостность бруска,
склейте обе заготовки.
Отверстие готово. В него прекрасно пройдет
кабель или шпилька. При необходимости их зафиксировать, фрезеруйте меньшую
глубину до сжатия.
Если вы пользуетесь какими-то другими, более
простыми методами, поделитесь своим опытом в комментариях.
Comments (0)
Как хитро просверлить большое отверстие тонкими сверлами | Мастер-Ок
Фото 1.
Фото 1.
На этот раз попробуем проделать отверстие в бруске 50х50 мм под приличный болт 10 мм, которое намного больше диаметра имеющегося сверла. Предположим, нужное сверло потерялось, сломалось или его просто дома забыли и срочно нужно искать выход. Вот что можно сделать, используя несколько сверл меньшего диаметра.
В данном случае под рукой три примерно одинаковых сверла, диаметром 3,5-3,8 мм.
Шаг 1
Фото 2.
Фото 2.
Берем три сверла более-менее одинакового размера и скручиваем их несколькими витками изоленты. Края сверл лучше выровнять, что позволит получить отверстие, отвечающее по размеру болту.
Если одно из сверл будет выступать, то оно станет осью вращения и два других сверла будут двигаться вокруг него, что даст отверстие немного большего диаметра, чем в случае с выровненными в плоскости сверлами.
Фото 3.
Фото 3.
Шаг 2
Сверла в патрон вставляю на такую глубину, чтобы был нормальный захват, но при этом их длинны хватило для сверления сквозного отверстия в бруске 50 мм.
Если сверла плохо зажать, они во время сверления разъедутся и сломают друг друга, Но если вставить правильно, все будет как надо и можно сверлить многократно.
Шаг 3
Фото 4.
Фото 4.
Теперь сверление. Скорость сверления отверстия тремя сверлами немного меньше, чем при работе одним сверлом, потому что они по сути выкрошивают древесину, превращая её в пыль.
По ходу сверления 1-2 раза останавливаюсь и удаляю из отверстия мусор, чтобы он не забивал сверла и не подгорал. Но дым все же пошел в этот раз.
Фото 5.
Фото 5.
Ну вот и всё. В готовое отверстие вставляю болт и проверяю, отвечает ли размер отверстия его диаметру. Видно, что все ок! Способ сработал. Понятно, что целый день так работать не будешь, но если нужно изготовить десяток отверстий, то способ вполне рабочий.
Оценивайте материал и подписывайтесь на канал.
И это интересно:
Контейнер для свёрл и всякой мелочи из остатков труб ПВХ
Лишь кипяток и газ: соединяем обрезки труб ПВХ за 2-3 мин. Фен точно не нужен
Соединяем обрезки ПВХ-труб за 2 мин. Инструменты не обязательны
26 января 2015 Инструменты для сверления отверстий в листовом металле
Большое количество строительно-монтажных работ связано с необходимостью вырезки отверстий в листовом металле. Быстрее всего это можно сделать на сверлильных станках, но чаще всего при монтажных работах нет возможности использовать стационарное металлорежущее оборудование. В таких случаях на помощь приходят механизированные ручные инструменты, а также инструменты с электрическим либо гидравлическим приводом.
Выбор того или иного метода получения отверстия зависит от его размера, толщины металла и требований к точности, а также от финансовых возможностей для приобретения инструмента. В настоящее время на рынке существует большой выбор ручного инструмента, особенно импортного производства, для изготовления отверстий в листовых заготовках.
1. Выбор и подготовка исходной листовой заготовки. Для начала выберите подходящую листовую заготовку из имеющегося сортамента для проведения работ. После приобретения листа проверьте его состояние – отсутствие коробления и загрязнений. При необходимости произведите рихтовку и очистку листовой заготовки.
Затем нужно произвести разметку центров необходимых отверстий. Делается это традиционным способом – с помощью чертилки (инструмент с закаленной иглой), кернера и молотка. Вместо чертилки в монтажных условиях можно применять маркер или другой инструмент. Кернер нужен для того, чтобы сделать углубление на поверхности листа – это облегчит сверление металла и уменьшит увод сверла при работе. Этот инструмент может быть обычного типа либо пружинный, в котором накернивание создается без молотка – под воздействием нажимной пружины. Электрический автоматический кернер помогает обойтись без приложения мускульной силы, при этом производительность его гораздо выше – до 50 кернений в минуту. Это особенно облегчает работу при изготовлении большого количества отверстий.
2. Обработка любой заготовки должна производиться в безопасных условиях. Особенно это касается вращательного и пробивного инструмента. Поэтому перед непосредственным проведением работ нужно надежно закрепить листовую заготовку при помощи струбцин, зажимов.
В случае если обрабатывается тонколистовая заготовка или лист с покрытием, их края можно защитить от повреждения липкой лентой. Для сквозного сверления используйте деревянные подкладки.
3. Изготовление небольших отверстий производится, как правило, наиболее доступным способом – сверлением с использованием дрелей различного типа. Для таких работ применяют спиральные сверла по металлу. Обычно сверла изготавливают из быстрорежущей либо легированной стали.
Для более надежного центрирования сверла можно вначале просверлить направляющее отверстие сверлом меньшего размера. При необходимости проделывания больших отверстий применяют ступенчатое рассверливание сверлами разного диаметра. Также рекомендуется использовать смазочно-охлаждающие жидкости для уменьшения нагрева сверла и улучшения условий сверления.
4. Более эффективными являются ступенчатые конические сверла. Они позволяют произвести рассверливание отверстия от маленького диаметра до большого без смены инструмента в дрели, что увеличивает производительность работ. В центре ступенчатого сверла находится направляющая часть. Одно такое сверло заменит целый набор обычных спиральных. Ступенчатые сверла изготавливаются специально для тонколистового материала и позволяют получить качественные отверстия быстрее и с наименьшими усилиями. Сверла изготавливаются из молибденовой стали, закаленной до твердости 63 единицы HRC. Наибольший диаметр сверления, как правило, не превышает 35 мм.
5. Кольцевые биметаллические пилы (или цифенборы, коронки) используются для высверливания отверстий большого размера. Пилы представляют собой цилиндрический инструмент с заточенными зубьями, в качестве направляющей в центре приспособления крепится спиральное сверло.
Принцип действия кольцевой пилы отличается от традиционных сверл – коронки высверливают кусок металла большого диаметра с небольшой шириной пропила, благодаря чему уменьшается нагрузка на режущий инструмент. Диаметр пил варьируется от 14 мм до 152 мм. Такие пилы могут работать с различными материалами – алюминий, медь, сталь, в том числе нержавеющая, дерево, оцинковка. Глубина пиления не превышает 38 мм. Крепятся пилы к стандартному инструменту – дрелям или перфораторам через специальную державку. Для сверления в труднодоступных местах применяются удлинители.
6. Ручные листовые перфораторы (дыроколы по металлу). Эти устройства позволяют быстро пробить отверстия в листовом металле с получением качественных гладких краев. Пробивка производится через все типы материалов, от тонких листов латуни и пластмассы до листов из мягкой стали толщиной до 2 мм. Регулируемая направляющая позволяет выровнять отверстия по прямой линии от края заготовки.
Обычно в составе перфоратора несколько сменных закаленных насадок для различных диаметров отверстий: 3/32, 1/8, 1/4, 5/32, 7/32, 3/16 и 9/32 дюйма. Производительность такого способа выше, чем при сверлении. Для пробивки большей толщины можно также использовать настольные дыропробивные прессы.
7. Ручные дыропробивные штампы используются для пробивки отверстий большего диаметра, чем в предыдущем случае. Толщина пробиваемого стального листа – до 2 мм, для листа из нержавеющей стали – до 1,5 мм. Диаметр пробиваемых отверстий составляет 22–60 мм, в зависимости от модификации штампов. Существуют также дыропробивные штампы с гидравлическим приводом, позволяющие обрабатывать лист большей толщины. Этот дыропробивной инструмент пользуется особой популярностью среди электриков, т. к. обеспечивает получение идеального отверстия в листовом металле при минимальном усилии.
Базовый набор включает в себя затягивающий ключ, шпильку, матрицу и соответствующий пуансон. Работа производится в пять этапов:
— сверление направляющего отверстия при помощи дрели;
— протягивание шпильки с матрицей через направляющее отверстие;
— закрепление пуансона на противоположном конце шпильки;
— затягивание шпильки.
Когда производится затягивание шпильки, она протаскивает пуансон через материал, в результате происходит резка листа на две половинки (с целью легкого удаления отходов из матрицы). Для ускорения затягивания можно использовать механизированный инструмент.
8. Центрорез (циркульное устройство) представляет собой державку с центрирующим сверлом и резец, закрепленный на державке. Его используют для вырезки больших отверстий, и одним из преимуществ является бесступенчатое регулирование диаметра. Центрорез обычно закрепляется на стационарном сверлильном станке.
9. Инструменты для обработки кромок отверстий. Опиловка острых кромок и заусенцев – непременное условие для дальнейшей безопасной работы с металлом и получения качественного изделия. В небольших отверстиях заусенцы можно устранить легким рассверливанием при помощи сверла большего диаметра, для отверстий большого размера можно использовать борфрезы различных форм и диаметров, закрепляемые в дрель, а также другие виды инструмента.
Как сверлить отверстия в металле и какие инструменты использовать — Ohio Power Tool News
Сверление отверстий в металле — не самая простая задача для тех, кто этим не занимается. Даже если вы это сделаете, не всегда легко выбрать подходящий инструмент для работы. Необходимо учитывать множество факторов — сколько отверстий вы просверливаете? Какой материал вы просверливаете? Отверстие какого размера нужно? Эти факторы играют большую роль в том, насколько быстро, эффективно и по доступной цене вы сможете выполнить работу, поэтому вот несколько советов, как определить, какой тип инструмента вам подходит.
Перед началом бурения
Перед тем, как начать, вы должны убедиться, что все ваши инструменты подготовлены соответствующим образом. Во-первых, материал, в котором вы будете сверлить, определит тип сверла, которое вам следует использовать. При сверлении металла более медленные обороты на самом деле лучше, чем быстрые. Это потому, что это дает более плавный и точный результат, в отличие от сверления дерева, которое требует высоких оборотов. Вы можете проверить, работает ли ваше сверло слишком быстро, посмотрев на размер стружки, выходящей из металла.Если при сверлении выходят длинные фигурные ленты, это означает, что вы работаете с хорошей частотой вращения. Если стружка выходит в виде мелкой пыли, сверло вращается слишком быстро, и вам следует его замедлить. Для достижения наилучших результатов рекомендуется 200-400 об / мин.
Вы также должны смазать сверло перед использованием. Это помогает продлить срок службы сверла, снижает трение и сохраняет устойчивость сверла в точке контакта. Для этого можно использовать воск, спреи и масло в зависимости от угла и размера просверливаемого отверстия.Смазочно-охлаждающая жидкость и универсальные масла отлично подходят для сверления отверстий размером 1/8 дюйма и более.
Сверление листового металла
Листовой металл так или иначе используется почти в каждой торговле. При сверлении этого материала существует множество вариантов инструментов в зависимости от типа отверстия, которое вы пытаетесь проделать. Первые — это спиральные сверла, которые отлично подходят для вырезания точных отверстий диаметром менее ½ дюйма. Эти биты невероятно прочные, недорогие и их легко найти в магазинах.Они также подходят для любого сверла, что делает их, пожалуй, наиболее распространенным решением, но они не идеальны, если вы собираетесь сверлить много отверстий. Если вы не знаете точно, какой размер отверстия вам понадобится, ступенчатые сверла также являются относительно недорогим и эффективным вариантом при сверлении небольшого количества отверстий.
После того, как вы начнете сверлить отверстия размером около ¾ дюйма или больше, лучше всего перейти на биметаллические кольцевые пилы для более длительного срока службы или на твердосплавные коронки, которые быстрее и надежнее для таких больших отверстий.Биметаллические кольцевые пилы обычно стоят около 9 долларов, а твердосплавные коронки немного дороже, около 15 долларов. Эти варианты также долговечны, универсальны, недороги и доступны практически везде.
Биты RotaCut — отличный выбор для отверстий диаметром от ¾ «до 1-1 / 2». Они могут использоваться при ручном сверлении и специально разработаны для резки листового металла. В ходе тестирования мы обнаружили, что сверла RotaCut легко прорезают даже двутавровую балку с помощью аккумуляторной дрели, поэтому их определенно следует учитывать при резке различных материалов.Обычно они намного дольше традиционных спиральных сверл и стоят около 9 долларов, что делает их отличным долговечным и недорогим вариантом.
Для повторяющихся отверстий, когда потребуются тысячи отверстий, дырокол — хороший вариант. Однако они ограничены небольшой глубиной горловины, а это означает, что они действительно возможны только при работе на расстоянии 1-2 дюйма от края материала. Цена также резко возрастает (более 2000 долларов), так что это не то решение, которое большинство рассмотрит.
Точно так же, если вы сверляете большие отверстия (2–4 дюйма в диаметре), наборы для выбивки станут отличным вариантом.Это обычное решение для проделывания отверстий в электрических панелях, где пуансон и матрица делают хорошее чистое отверстие. Цены на гидравлические или ручные комплекты для выбивки начинаются от 900 долларов, а беспроводные комплекты для выбивки M18 достигают даже более 1000 долларов. Эти более высокие ценники являются причиной того, что мы не видим, чтобы инструменты Knockout были столь популярны за пределами электротехнической отрасли, но они являются отличным вариантом. Хорошим и доступным вариантом для больших отверстий в листовом металле являются HolCutters, максимальная толщина которых составляет 3 дюйма, но стоит всего около 30 долларов.
Сверление стальных листов
Стальные пластины могут быть практически любого размера, поэтому важно учитывать толщину пластин, в которых вы сверляете, перед работой, потому что это может существенно повлиять на производительность вашего сверла.Например, магнитные сверлильные станки — обычное решение для сверления стальных пластин, но иногда стальная пластина может быть недостаточно толстой, чтобы обеспечить достаточное количество магнетизма, чтобы удерживать металл на месте во время использования. Для этого есть несколько решений. Один из них — это дрель, которая оснащена функциями измерения магнитной силы. Во многих сверлах CS Unitec используются зеленые / красные светодиодные индикаторы, указывающие, можно ли использовать инструмент при таком уровне магнетизма, поэтому они являются отличным вариантом для любых проектов сверления стального листа.Другое решение при работе с тонкими стальными пластинами — добавить еще один кусок стали под сверлильный, чтобы обеспечить достаточную толщину для обеспечения достаточного магнетизма под нагрузкой.
Когда дело доходит до выполнения небольших отверстий, многие продукты, которые вы можете использовать в листовом металле, одинаково эффективны и для стальных листов: спиральные сверла, ступенчатые сверла или дырокол. Однако при всем этом, чем толще стальная пластина, тем менее эффективен. Сверла из серебра и деминга — популярный вариант для сверления в стали несколько более крупных отверстий, но это скорее подход «старой школы» — проталкивание металла, а не вырезание отверстия.Они не обязательно самые эффективные, особенно при работе с толстыми листами.
Для отверстий ½ дюйма или больше мы рекомендуем использовать коронки с твердосплавными коронками, коронки RotaCut или магнитное сверло и коронки с кольцевой фрезой. Это будут наиболее точные, эффективные и экономичные варианты для любой пластины, и это долговечные варианты, которые со временем не изнашиваются.
Сверление в конструкционной стали
Двутавровые балки большего размера и более толстый металл имеют свой набор проблем и решений.Для небольших отверстий (диаметром менее 1/2 дюйма) спиральные сверла остаются лучшим вариантом. Они подходят для любого сверла, недороги, долговечны, универсальны для обработки дерева и металла и доступны практически везде. Однако чем толще становится материал, тем важнее становится стабильное выравнивание. При такой толщине гораздо удобнее использовать магнитное сверло с адаптером патрона. Магнитное сверло с кольцевыми фрезами будет наиболее точным, точным, быстрым и часто наиболее экономичным вариантом для сверления отверстий.Однако, как упоминалось ранее, когда мы пытались прорезать двутавровую балку с помощью бит RotaCut и аккумуляторного укропа, это проходило почти так же плавно и быстро, как магнитное сверло и кольцевое фрезерное сверло, так что это отличный вариант, более доступный, если вы его не наденете. Не нужно делать столько дырок.
Есть несколько вариантов, которые мы бы не рекомендовали для сверления в материалах такой толщины. Некоторые кольцевые пилы все еще используются, но это, конечно, не по назначению, и у них очень небольшой срок службы.Скорее всего, вы увидите поломку и износ уже после первого использования этого типа материала. Мы также не рекомендуем использовать спиральные сверла или сверла для серебра и деминга (которые не используются в каком-либо прессе) , однако сверла-расширители чрезвычайно распространены для увеличения и выравнивания отверстий в конструкционной стали.
Для больших отверстий (диаметром более 3 дюймов) в толстом металле вариантов очень мало. Это сложная задача, с которой могут справиться лишь некоторые инструменты, и мы рекомендуем CS Unitec MAB1300 — монстра среди всех сверл с магнитным полем.Имея диаметр 5 дюймов и глубину резания 4 дюйма, этот инструмент достигает почти 3 футов в высоту и весит 112 фунтов, но это зверь, который отлично справляется со своей работой.
Итак, какое решение лучше?
Надеюсь, этот пост был полезен для демонстрации различных способов проделывания отверстий в металле, которые во многом зависят от диаметра необходимого отверстия и толщины сверляемого металла. Есть также другие важные переменные, которые вступают в игру — сколько отверстий необходимо просверлить, насколько они должны быть точными, сколько стоит ваше рабочее время и является ли это разовым делом или повседневной задачей.Инвестиции в дырокол за 3000 долларов кажутся нелепыми, когда сверло за 5 долларов будет делать то же самое, что, конечно, верно, если вы просверливаете только 10 отверстий за один раз. Однако измените эти 10 лунок на 100000, и все станет немного по-другому. Если вы сэкономите 30 секунд на каждое отверстие в рабочей силе и, скажем, 830 человеко-часов из расчета 30 долларов в час, это разница в 25 000 долларов, которая определенно стоит вложенных средств.
Для получения наилучших результатов перед выбором инструмента для сверления металла важно провести исследование.Если вы планируете завершить какие-либо проекты по бурению отверстий и вам нужна помощь в выборе подходящего инструмента, команда Ohio Power Tool может вам помочь! Позвоните нам по телефону 800-242-4424 , напишите нам по адресу [email protected] или оставьте комментарий ниже, чтобы получить помощь. Чтобы первыми узнавать о новых продуктах и предложениях, подпишитесь на нашу электронную рассылку и подписывайтесь на нас в социальных сетях!
Как просверлить отверстие 0,75 дюйма в металле
Я хотел бы подробно рассказать о предложении @riseagainst IMO ступенчатого сверла, которое на сегодняшний день является лучшим вариантом для сверления отверстий среднего размера в металле с помощью ручных электродрелей.В частности, я бы порекомендовал ступенчатое сверло с одной канавкой, такое как это:
Проблема со сверлением отверстий в металле ручным сверлом правильно классифицируется как проблема « скорости и подачи », но я думаю, что практическое объяснение для не станочников требуется:
Приложение меньшего давления, чем оптимальное, во время сверления отверстия приводит к ухудшению результаты и больший износ инструмента, не менее . Это полностью отличается от поведения высокоскоростных абразивных шлифовальных инструментов, таких как дремель, для которых лучше всего очень легкое прикосновение.С другой стороны, долота для металлообрабатывающих инструментов действуют как долота — их режущие кромки врезаются в (менее твердый) обрабатываемый материал, резая и отрывая его грубой силой. Без достаточного давления для вдавливания режущих кромок бурового долота в разрезаемый материал вращательное действие сверлильного двигателя не будет иметь никакого прямого положительного эффекта.
Быстро вращающееся сверло ускоряет износ инструмента из-за трения, но также выделяет огромное количество тепла, которое во многих материалах размягчает заготовку и позволяет сверлу начать резание, даже если давление на кромке инструмента было слишком низким для первоначальной резки.Однако некоторые материалы реагируют на это злоупотребление тем, что становятся тверже или прочнее, и / или постоянно увеличивающееся нагревание в конечном итоге достигает точки, когда сам инструмент становится мягче, чем целевой материал — прощай, режущая кромка.
Таким образом, даже если использовать смазочно-охлаждающую жидкость и как можно медленнее вращать сверло, без достаточного давления ничего не получится. Спиральное сверло большего размера похоже на использование более широкого долота: вся сила, приложенная к нему, распределяется по большей площади, что приводит к гораздо меньшему давлению.Какое давление вам нужно? Будьте счастливы, что шест выглядит как алюминий, а не сталь, поскольку всего 100 фунтов силы или около того, вероятно, будет достаточно (и чрезвычайно сложно приложить бок к ручной дрели) (здесь калькулятор). Спиральное сверло 0,75 дюйма, подобное тому, что есть у вас, практически бесполезно для резки стали без сверлильного станка. Настоящий секрет того, что станки могут резать металл, — это не скорость и не сила — это их жесткость, которой достаточно давление на края их режущих инструментов, чтобы вырезать сталь, как масло.
Ступенчатое сверло идеально подходит для использования с ручными сверлами, потому что оно режет одной режущей кромкой только до размера шага сверла (поскольку оно увеличивает отверстие, вырезаемое по одному шагу за раз), поэтому сила, необходимая для получения сверло для врезания в материал одинаково для каждого шага (и аналогично давлению, необходимому для запуска сверла 1/16 дюйма). Однако разумно замедлять скорость вращения по мере роста отверстия, поскольку скорость Геометрическое удаление металла действительно увеличивается: в отличие от спирального сверла, они делают отверстия почти идеально круглой формы, так как их поперечное сечение почти круглое.Я даже вырезал ими частично перекрывающиеся отверстия, что невозможно с обычными сверлами. Если вы можете резать с обеих сторон мишени, эти биты сами по себе являются лучшим инструментом для удаления заусенцев. Хотя они часто продаются как самозарядные, я предпочитаю сначала проделать пилотное отверстие с помощью острого спирального сверла.
Есть 2 версии этих долот с канавкой, но для использования в ручной дрели версии с одной канавкой лучше во всех отношениях. Точно так же для выполнения отверстий с потайной головкой в металле с помощью ручного сверла одна канавка намного лучше, чем 3, 4 или 5.
Наконец, поскольку хорошая ступенчатая коронка будет стоить 25-40 долларов, если вам вряд ли нужно вырезать большие отверстия и не нужна точность, используйте супер дешевый комплект кольцевой пилы примерно за 10 долларов, они сработают один или два раза и будут стоить меньше, чем твердые сверла.
Как просверлить большие отверстия в листовом металле
Как просверлить большие отверстия в листовом металле
Введение
Рано или поздно каждому домашнему пивовару потребуется просверлить отверстия в листовом металле.
Классическая ситуация — сверление отверстий для крепления переключателей, разъемов и
потенциометры на передней панели какого-либо прибора.Проблема в том, что диаметр отверстия намного больше диаметра отверстия.
толщина листа и обычные витые сверла не подходят.
Обычный результат — отверстие причудливой формы (определенно не круглое) и
острый край.
Почему не работает?
Что ж, обычные спиральные сверла предназначены для работы в больших объемах и в твердом состоянии.
материалы.
Если толщина детали для сверления сопоставима (или больше), чем толщина
диаметр отверстия, сверло хорошо направляется и режет хороший и
круглое отверстие.Если материал слишком тонкий, наконечник просверлится еще до того, как
удерживается на месте собственным отверстием, кончик будет вибрировать (он эластичный!), и
отверстие будет грубым.
Кроме того, обычные сверла по металлу имеют передний угол около 60 ° (см.
рисунок выше).
Это угол между поверхностью, которую мы хотим просверлить, и перемещаемой поверхностью.
поверхность режущей кромки.
Этот угол «вгрызается» в материал, срезает стружку и вытягивает
наклониться вперед, что затрудняет контроль.
Какие есть решения?
Есть много решений этой проблемы: некоторые, например, лазерная резка или штамповка.
резка, зарезервированы для отрасли.
Пробивка отверстий — простой и эффективный метод, но нужно иметь дело с умением.
на любой требуемый диаметр и форму, а пуансоны стоят дорого.
Существуют специальные сверла, подходящие для обработки листового металла, но их трудно найти;
обычно имеют передний угол, близкий к 90 °, и угол заострения (рис.
ниже) также около 90 ° вместо классических 118 °.
Люди с хорошими механическими навыками обычно шлифуют сверла для модификации
передний угол; для хорошего сверления обычно достаточно сделать угол около 90 °.
круглые отверстия.
Эту операцию непросто выполнить вручную, если вы не являетесь экспертом.
Если все сделано неправильно, сверло прорежет отверстия большего диаметра, чем то, что
это должно делать.
И все же вам понадобится дополнительный набор сверл, чтобы использовать их только для листового металла (хорошо,
они также хороши для сверления латуни, меди и других мягких металлов).
Очень простое решение
Самое легкое и простое решение — просверлить ткань обычным
сверло!
Без шуток, это действительно работает.
Хорошо, пройдемся по шагам. Сначала отметьте центральное положение отверстия
и пробейте его по поверхности, это будет направлять сверло в начале
и не допустить его скольжения вбок.
Затем просверлите отверстие меньшего размера, чтобы направить последнее сверло.
Диаметр пилотного отверстия должен быть немного больше, чем у долота.
длина (рисунок ниже) последнего бита.
Так как это небольшое отверстие, в листе подойдет обычное сверло.
металл без дополнительных мер предосторожности.
Теперь просверлите последнее отверстие желаемого диаметра с помощью соответствующего
закрутил сверло, но между сверлом и металлом положил тряпку.
Пилотное отверстие поможет вам установить сверло, а не просто просверлить
по-прежнему.
Ткань предотвращает врезание сверла в металл без необходимости
изменение переднего угла.
Это не так эффективно, но намного проще.
Пример — пошагово
Кино
Также доступен небольшой фильм, демонстрирующий эту технику.
Посмотреть фильм: sheetmetaldrill.mp4
(2068328 байт, 51 с, h364, 640 x 360, 24 кадра в секунду).
Заключение
Был разработан очень простой метод сверления больших отверстий в листовом металле.
представлен.
Он заключается в простом размещении ткани между сверлом и деталью, чтобы
дрель.
Как показано на рисунке ниже, результат не идеален, но намного лучше
что определенно стоит рассмотреть, так как это просто и не требует
любые дополнительные инструменты или особые навыки.
Как вырезать отверстие в листовом металле
Пробивка, резка и сверление листового металла — неотъемлемая часть металлообработки. Поначалу это может показаться пугающим — такая простая вещь, как научиться вырезать отверстие в листовом металле, может показаться сложной задачей. Но как только вы познакомитесь с инструментами (независимо от вашего бюджета!) И научитесь ими пользоваться, вы сможете быстро и точно создавать отверстия в листовом металле.
В этом руководстве мы покажем вам, как вырезать отверстие в листовом металле, используя различные методы и различные инструменты, от простого дырокола до профессионального подвесного двигателя.
Как проделать отверстие в металле без сверла
Если вы только начинаете и ваш бюджет еще не позволяет выделить специализированную подвесную дрель, не волнуйтесь. Есть несколько инструментов, которые вы можете подобрать, чтобы пробить отверстия в листовом металле.
В качестве альтернативы вы можете экспериментировать с различными методами, чтобы усовершенствовать свое ремесло кузнеца. Если вам интересно, как проделать отверстие в металле без сверла в качестве новой техники, которую вы хотите освоить, читайте дальше.
Как пробивать отверстия в листовом металле
Не знаете, как пробить металл? Когда вы работаете с металлическими заготовками и вам нужно проделать отверстие, чтобы вставить в него перемычку или в декоративных целях, единственный инструмент, на который вы можете положиться, — это плоскогубцы для дырокола.
Плоскогубцы для дырокола просты в использовании. У них есть штифт на конце губок плоскогубцев, и когда к ним прикладывается сила, вы можете пробить чистое отверстие в листе металла.
Лучшие советы при пробивке отверстий в листовом металле
- Чтобы сделать дырокол максимально точным, отметьте листовой металл или подвесную заготовку черным маркером.Это также поможет вам точно измерить расстояние между несколькими отверстиями, если этого требует ваша конструкция.
- Хотите обеспечить точность при использовании металлического дырокола? Для начала используйте кернер и молоток на стальном блоке, чтобы создать небольшую вмятину на том месте, где вы ранее отметили свой металл. Это оставит вам руководство относительно того, где разместить дырокол.
- Не забудьте пробить отверстие на той стороне листового металла или заготовки, которая будет обращена наружу. Это гарантирует, что любые созданные острые края не будут видны.Металлический дырокол довольно точен, поэтому вам нужно только отпилить любые острые края, прежде чем переходить к полировке и полировке вашего дизайна.
- Не можете избавиться от крошечных заусенцев на внутреннем крае пробитого отверстия? Скручивающими движениями вперёд подпилите внутренние края отверстия круглым надфилем.
Как проткнуть листовой металл ювелирной пилой
Другой метод создания отверстий в листовом металле — использование ювелирной пилы.Этот метод — проверенный способ прокалывания металла для создания сложных вырезанных узоров на металлическом листе. Например, может показаться сложным создание выкройки в кольце, но как только вы овладеете основами пирсинга и пиления, возможности безграничны!
Примечание : Не рекомендуется использовать вашу ювелирную пилу для создания точного отверстия для прыжковых колец. Лучше оставить это дыроколом или подвесным сверлом для более точного результата.
Как проткнуть металл
- Какой узор вырезов вы создаете в листе металла? Лучше всего начать с дизайна, выложенного на бумаге. Убедитесь, что вам нравится рисунок на бумаге, не оставляя следов на листе металла.
- Довольны своим дизайном? Теперь вы можете аккуратно разложить его на листе металла и закрепить на месте с помощью двустороннего скотча.
- Теперь возьмите свой верный кернер, молоток и стальной блок.Поместите листовой металл на стальной блок и расположите кернер в центральной точке выреза. Постучите молотком, чтобы оставить вмятину на листе металла.
- В зависимости от инструментов, которые у вас есть, теперь вам нужно пробить или просверлить отверстие в месте, где сделана выемка, чтобы получить точное отверстие в листе металла.
- Чтобы начать вырезать дизайн для вырезов, вам понадобится пильный диск и рама. Поместите полотно в конец рамы пилы (ближайший к ручке) и затяните.Проденьте другой конец пильного диска через отверстие, которое вы сделали в листе металла.
- Быстрая проверка: прикрепили ли вы полотно пилы к раме так, чтобы зубья полотна вращались в правильном направлении? Осторожно проведите пальцем по полотну пилы, чтобы убедиться, что зубья движутся вниз.
- Теперь вы готовы распилить замысловатый узор! Начните с медленного движения лезвия вверх. Это станет хорошей отправной точкой для начала пиления в нисходящем движении, убедившись, что ваша пильная рама параллельна вашему рабочему столу.
Как просверлить отверстие в металле
Хотите обновить свой ювелирный набор инструментов? Чтобы легко пробить листовой металл и создать точные отверстия, вы можете приобрести подвесное сверло. Вы можете выбрать ручной набор для роторного сверления — он идеально подходит, когда вы только начинаете, и его легко переносить с одного рабочего места на другой. Если вы ищете что-то с еще большей мощностью, выберите подвесное сверло с соответствующими оправками.
Как просверлить отверстие в металле с помощью набора для роторного сверления
- Этот процесс похож на пробивание отверстия в металле.Вам нужно будет начать с закрепления металлического листа на месте, прежде чем начинать сверление.
- Используя черный маркер, отметьте место, где вы хотите начать сверление. Вы также можете сделать небольшую вмятину с помощью молотка и керна — это полностью зависит от вас.
- Убедитесь, что вы закрепили правильный стержень на ручном сверле, и аккуратно начните сверление в том месте, где вы отметили металлический лист. Вы можете попробовать варьировать давление, но убедитесь, что вы не подвергаете металл слишком большой нагрузке.
- Просверлив отверстие до нужного размера, можно приступать к изготовлению изделия.
Ручные роторные дрели идеально подходят для новичков, так как они могут помочь вам легко начать сверление с помощью удобной рукоятки и полного контроля. Как только вы научитесь использовать более крупные и мощные сверла, вы сможете создавать большее разнообразие ювелирных украшений и добавлять новые навыки в свой арсенал.
Не знаете, какое сверло лучше всего подходит для вашего ювелирного проекта, при использовании набора роторного сверла или подвесного сверла? Начните с ознакомления с нашим руководством по лучшим сверлам по металлу.
Как просверлить отверстие в металле подвесным сверлом
Переход с ручных перфораторов? Подвесные сверла предназначены для резки, шлифования, полировки и закрепки материалов, позволяя вам пойти дальше, чем просто просверлить отверстие в металле.
- Закрепите металл и четко наметьте, где вы хотите начать сверление отверстия. Важно понять это прямо перед началом сверления — незащищенный металл может сдвинуться под давлением оправки и вызвать несчастный случай.
- Закрепите оправку, которую хотите использовать, и совместите ее с тем местом, которое вы отметили для сверления. Если вы используете быстросъемное подвесное сверло, вы заметите, насколько его универсальность позволяет легко переключаться между насадками. Вы можете прикрепить его к стойке для дрели для поддержки, и вы можете управлять им с помощью ножной педали или вручную.
- После того, как вы закончите сверление, вы можете даже обрезать металл и начать полировать его, используя подвесной круг Calico и немного полировальной пасты.Получите желаемую отделку для своего следующего творческого произведения.
Итак, вот и все — полезные советы, если вам интересно, как резать листовой металл и как делать отверстия в металлических листах, используя множество различных ювелирных инструментов и техник. Вам также не нужно останавливаться на отверстиях — почему бы не использовать подвесное сверло, чтобы вырезать металлический силуэт и потом отполировать его? Вы даже можете использовать ручную дрель, чтобы выгравировать подвеску в качестве персонального подарка.
Хотите создать новый интересный предмет для своей коллекции? Или, может быть, вам поручили сделать что-то особенное и сентиментальное для любимого человека? Поэкспериментируйте с разными стилями и техниками, используя ювелирные инструменты от Cooksongold.
Сохранить на потом
6 советов по сверлению отверстий в металле — Блог Garage101
Сверление — непростая задача для всех энтузиастов строительства своими руками, и в конечном итоге они столкнутся с проблемой, связанной с очень прочным металлом, который просто не прогибается. Ниже приведены шесть советов, которые помогут сделать процесс безопаснее, проще и быстрее.
Специальное оборудование не требуется
Универсальное оборудование отлично справится с сверлением металлов.Большинство сверл предназначены для сверления различных материалов, включая дерево и пластик. Низкокачественные спиральные биты изготавливаются из быстрорежущей стали, и их в большинстве случаев бывает достаточно.
Если вы планируете сверлить множество отверстий в твердых и абразивных металлах, таких как нержавеющая сталь, то рекомендуется увеличить свой бюджет на сверла из черной оксидной или кобальтовой стали.
Эти биты могут просверлить больше отверстий, прежде чем они станут поврежденными или бесполезными.Некоторые сверла покрыты нитридом титана, который более устойчив к нагреванию и трению, что делает их более прочными, чем стандартные крутые сверла.
Защити глаза
Достаточно одного небольшого металлического фрагмента, который вы пропали без вести во время сеанса сверления, чтобы вызвать серьезную травму глаза. При сверлении насадок для муки важно использовать соответствующие средства защиты глаз. Для достижения наилучших результатов вам следует приобрести защитные очки, которые закрывают лицо сбоку.
Забейте отверстие перед сверлением
Большинство буровых долот имеют тенденцию двигаться по касательной по поверхности против приложенного давления.Есть хитрый прием, который поможет вам этого избежать. Просто отметьте место, где вы хотите вырезать отверстие, а затем создайте небольшую вмятину, используя молоток и кернер. Это обеспечит поддержку сверлу, как только вы начнете бурение.
Всегда смазывайте биты
Буровые коронки со смазкой служат дольше, поскольку они минимизируют трение и тепловыделение и даже упрощают процесс бурения. Если вы сверляете сталь толщиной более 1/8 и дюйма, идеально подходит смазочно-охлаждающая жидкость.Для сверления более мягких металлов, таких как латунь, чугун или алюминий, смазка не требуется.
Используйте зажимы для крепления металла
Возможно, чтобы сэкономить время или деньги, или и то, и другое, многие пользователи пропускают одну из наиболее важных мер безопасности при бурении; который заключается в использовании зажимов для закрепления металла вместо удерживания металла одной рукой во время сверления другой. Сверло будет отклоняться от основания, заставляя металл вращаться и в конечном итоге разрезая кожу до кости!
Всегда рекомендуется использовать как минимум два зажима для закрепления металлической детали перед просверливанием.
Начать с маленького отверстия
Прежде чем вырезать большие отверстия, лучше всего начать с небольшого отверстия. Обычно большинство сверл имеют диаметр до 1 дюйма, но для достижения наилучших результатов вы всегда должны начинать с малого со сверла ¼ дюйма, а затем быстро использовать более крупные сверла, пока не достигнете требуемого размера сверла.
Найдите свои любимые инструменты для гаража на сайте garage101.com. Продавайте и покупайте, посетив сайт
Вы можете позвонить по телефону + 1-650-230-8081 или написать по адресу info @ garage101.com, чтобы связаться с компанией для получения любой информации или запроса.
Инструменты для увеличения отверстий в металлических электрических коробках
Выбивные отверстия в электрических коробках изготавливаются на заводе и имеют стандартные размеры, соответствующие кабельным зажимам. Но иногда стандартные выбивные отверстия в стенной коробке недостаточно велики для кабельного зажима или фитинга кабелепровода, который вам нужно прикрепить к коробке, поэтому вам нужно увеличить отверстие. В других случаях электрики обычно увеличивают или проделывают новые отверстия в металлических коробках для сервисных щитов.В результате для этих задач доступно несколько различных инструментов. Но для большинства любителей простое сверло и моноблок или кольцевая пила — лучший выбор.
Юнибит
Unibit, также называемый ступенчатым сверлом или ступенчатым сверлом, представляет собой специальное сверло, которое имеет коническую форму и может вырезать отверстия различных размеров. Чем дальше вы подниметесь на коронку, тем большее отверстие она прорежет, до 1 дюйма или более. Установки работают с обычными шуруповертами, как и стандартные сверла. Самозапускающиеся или самонарезающие устройства могут начинать собственные отверстия в твердом материале; другим типам требуется пилотное отверстие, чтобы начать резку.
Кольцевая пила
Кольцевая пила представляет собой цилиндрическую коронку с режущими зубьями, которая подходит для стандартной дрели. Комплекты кольцевых пил, предназначенные для электромонтажных работ, обычно включают биты диаметром от 1/2 до 1 дюйма, но размеры кольцевых пил могут достигать 6 дюймов. Для электрошкафов должна быть предназначена кольцевая пила для резки металла.
Пробойник
Электрики обычно используют инструмент, известный как пробойник, для вырезания новых отверстий или увеличения существующих отверстий в металлических коробках.Эти инструменты включают в себя набор штампов и пуансонов, а также какое-то устройство, которое соединяет две части вместе, чтобы пробить отверстие в металлической коробке. Существуют два основных типа пробойников: винтовые и гидравлические.
Винтовой или ручной пробойник затягивают гаечным ключом, чтобы выбить отверстие. В коробке просверливается пилотное отверстие (при необходимости), затем в отверстие вставляются стяжной болт и матрица и на стяжной болт навинчивается пробойник. Затяжной болт поворачивается гаечным ключом, чтобы протянуть пуансон через металл, проделав отверстие.
Гидравлический пробойник — более дорогой инструмент, в котором используется аналогичный набор штампов и пробойников, но с гидроцилиндром для пробивки через коробку. Гидравлическое устройство может быть ручным насосом с ручным приводом или электрическим гидравлическим насосом, который работает нажатием кнопки.
Предупреждение
Как правило, увеличение размера выбивного отверстия должно быть крайней мерой. Существуют электрические коробки разных размеров для самых разных целей; по возможности выбирайте коробку большего размера, а не переделывайте меньшую.
Предупреждение
Электрическая коробка не должна быть переполнена проводами, так как это может вызвать перегрев проводов, что может привести к серьезным угрозам безопасности.
Хорошая практика диктует, что настенные коробки и распределительные коробки никогда не должны заполняться более чем на 70 процентов от емкости, чтобы обеспечить достаточно места для соединений с гайками и корпуса выключателя или розетки. Если стандартной коробки недостаточно, выберите более крупную и глубокую коробку.
Как просверлить отверстие в оцинкованном металле
by C.L. Rease
Закручиваете ли вы винт или проводите линию через металл, в какой-то момент вам нужно будет просверлить отверстие в оцинкованной металлической панели. Сверление в оцинкованном металле ничем не отличается от сверления отверстия в стандартном углеродистом металле, за исключением того, что защитное цинковое покрытие не защищает просверленное отверстие. Это может вызвать коррозию (ржавчину) внутри и вокруг отверстия. После того, как вы просверлите отверстие, можно обеспечить его адекватную защиту от коррозии.
Шаг 1
Наденьте защитные очки. Поместите острие кернера на оцинкованный металл, где вам нужно разместить отверстие. Ударьте молотком по тыльной стороне кернера, чтобы создать углубление, называемое центральной меткой. Центральная метка предотвращает отклонение сверла от того места, которое вам нужно просверлить.
Шаг 2
Вставьте сверло подходящего размера в двигатель дрели. Начните с сверла меньшего размера, чтобы создать пилотное отверстие, если вы просверливаете отверстие большого диаметра в оцинкованном металле.
Шаг 3
Нанесите смазочно-охлаждающую жидкость на сверло, чтобы уменьшить трение, возникающее во время процесса сверления. Это предотвратит затупление сверла. Совместите кончик сверла с центральной меткой, которую вы сделали на оцинкованном металле на шаге 1. Поместите кончик сверла в центральную метку.
Шаг 4
Надавите на двигатель буровой установки. Нажмите на спусковой крючок электродвигателя сверла, чтобы начать сверление. Прокачайте спусковой механизм сверла, чтобы снизить скорость сверла и уменьшить нагрев бурового долота.Ослабьте давление на сверло, когда вы дойдете до выходной стороны отверстия.
Шаг 5
Присоедините заслонку к шлифовальной машине. Убедитесь, что ваши защитные очки надеты, и удалите бор с обеих сторон оцинкованного металла с помощью шлифовального станка. Протрите участок чистой тряпкой. Убедитесь, что вокруг отверстия нет грязи и металлических опилок.
Шаг 6
Встряхните баллончик для холодного цинкования в течение 30 секунд, чтобы тщательно перемешать содержимое баллона.Снимите колпачок с баллончика. Держите баллончик на расстоянии 8–12 дюймов от поверхности металла. Покройте отверстие и область вокруг него тонким слоем гальванического спрея. Повторите процедуру для другой стороны отверстия, которое вы просверлили в оцинкованном металле.
