Улитка для холодной ковки своими руками: чертежи и размеры
С древнейших времен человечеству известна горячая ковка. Раскаленную для повышения пластичности заготовку подвергали формовке ударам тяжелого молота. Так получали оружие и инструменты, домашнюю утварь и украшения.
- Горячая художественная ковка металла
- Ковка
Горячая ковка требует высокой квалификации и опыта кузнеца, больших затрат труда, материалов и сложного оборудования. Холодная ковка позволяет изготавливать изделия из квадратного и круглого проката, не устанавливая дорогого и громоздкого оборудования и не налаживая сложных технологических процессов.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции.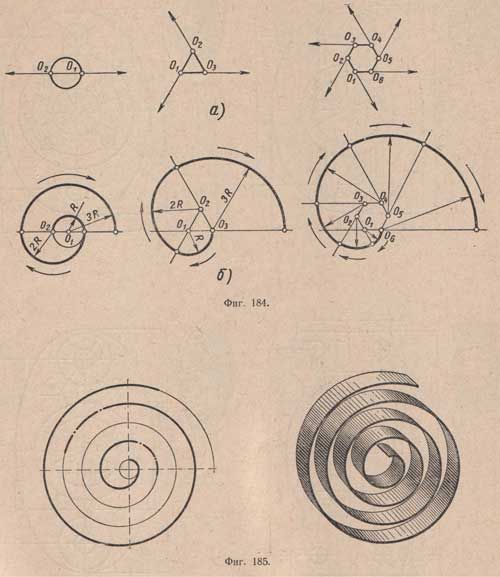 Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Многие домашние мастера сделали улитку – станок для холодной ковки самостоятельно, не используя для этого дорогих компонентов.

Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
Различают:
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Изготовление простой улитки своими руками
В процессе работы по технологии холодной ковки прикладываются значительные усилия.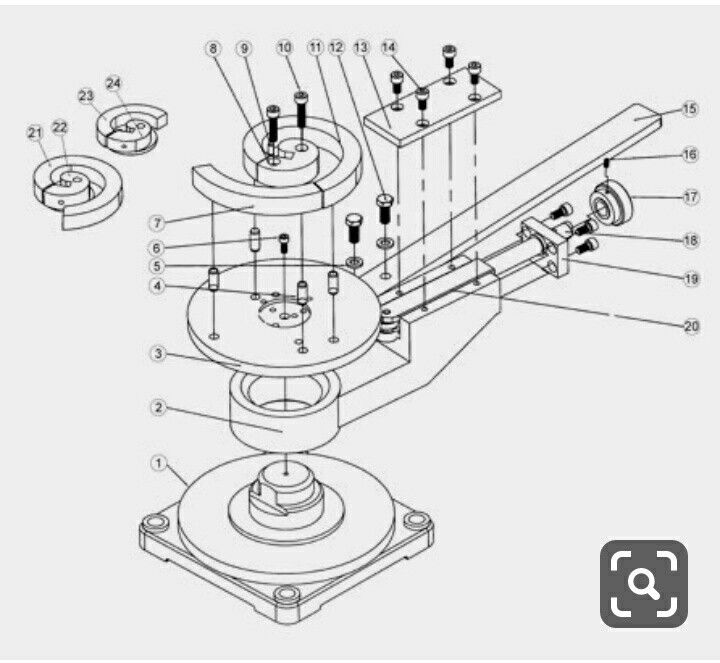 Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Самостоятельную сборку станка надо проводить на столешнице, сделанной из плиты толщиной как минимум 4 мм. Далее для изготовления самодельной улитки для холодной ковки понадобится чертеж. На него надо нанести контур будущего изделия, и вписать по внутренней стороне этого контура очертания неразборного шаблона или сегментов разборного.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.
Монолитная неразборная улитка
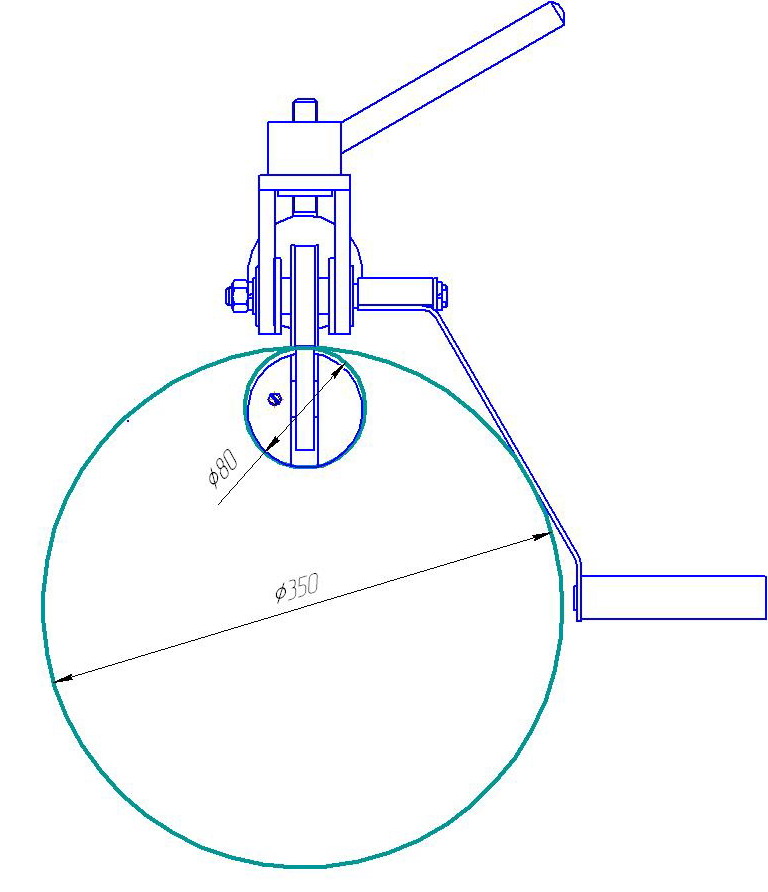
Основание диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.
В паз на внутреннем сегменте шаблона зажимают конец заготовки.
Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.
Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской.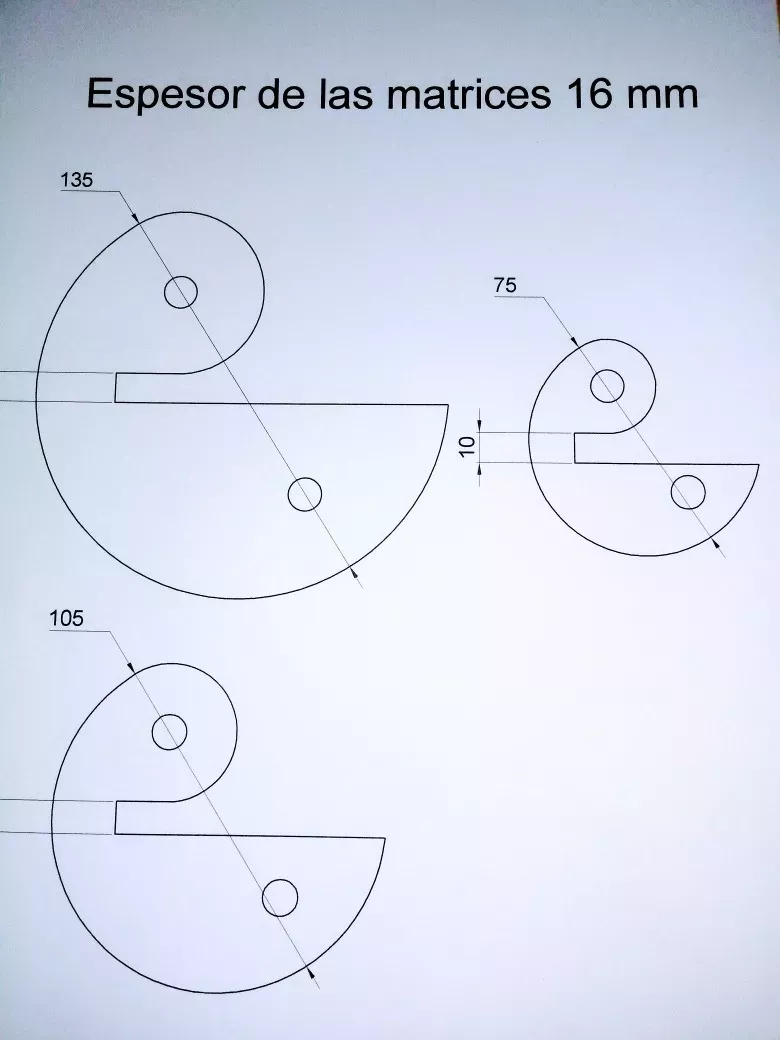 Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.
Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
Станок для холодной ковки своими руками: чертежи и инструкции
Известными, благодаря наружному виду, считаются металлические изделия, которые сделаны методом ковки. Такой декор отличается ценой, поэтому не каждый может заказать их себе. Однако, помимо горячей технологии ковки, необходимой для изготовления деталей из металла, существует и холодная. Последний вариант есть возможность сделать самому, для этих целей потребуется изготовить станок для холодной ковки собственноручно.
Устройство станков для ковки по холодному типу
Конструкция станков
Любой прибор для проведения ковки холодным способом обладает характерными чертами и качествами. Чтобы сделать качественный станок для холодной ковки своими руками, важно выяснить, как он устроен.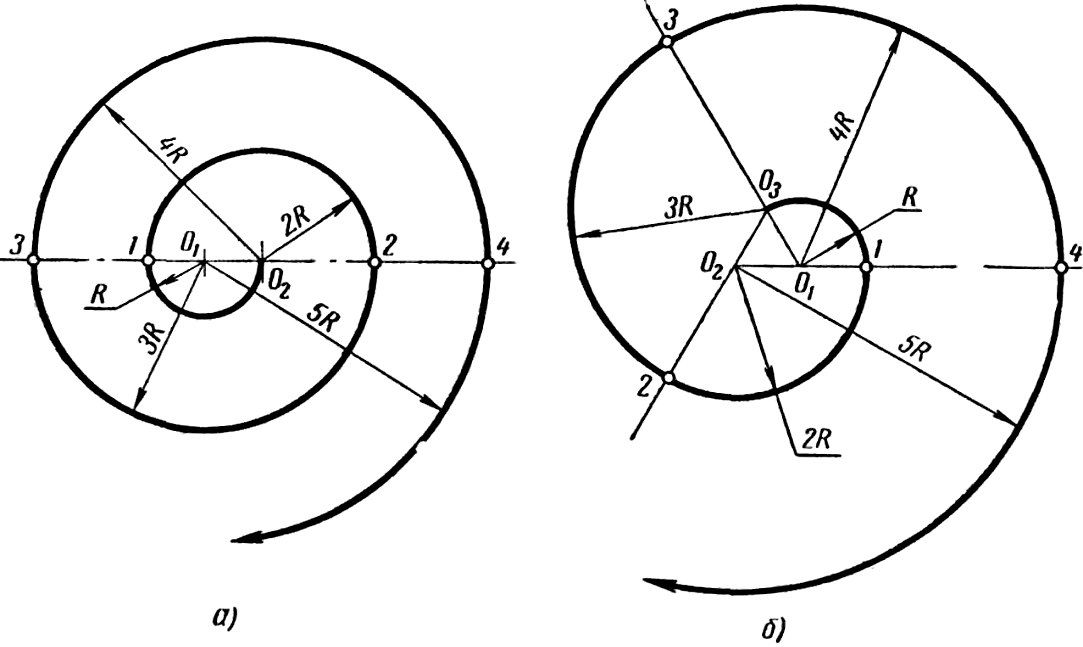
- Гибочные. Изменяя положение роликов и клиньев, изменяются габариты волн и изгибов. Из-за этого изгибаются прутья до 1,6 см. Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
- Твистер. Снабжен спецшаблоном, к нему придавливают используемую металлическую часть. Сохранность шаблона обеспечивается упорным рогом.
- Основание с проставками. Прибор помогает делать любые узоры. Конструкция отличается простотой, основой является пластиной из материала высокого качества, куда вкручиваются проставки на определенной дистанции. Этот тип прибора эффективен для металла в толщину 0,6 см.
- Улитки. Изделие является пластинкой-основой, где расположен спецвиток. Его применяют как шаблон для обрабатываемой детали. Характерной чертой станет то, что «улитка»-шаблон разделена на фрагменты, закрепленные друг с другом с помощью соединительных спецэлементов. Это даст возможность при работе шаблону менять форму, ввиду чего будут созданы разнообразные волны и изгибы.
 Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени. - Торсионный станок. Подобное приспособление эффективно для винтового скручивания прута. Устройство делают из цилиндрического металлического каркаса и 2 фиксирующих элементов. Принцип работы заключается в том, что прутья помещают в крепежные элементы. С одной стороны их зажимают, а с другой закручивают до необходимых размеров винтовой волны.
 Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.Важно! До того, как создать устройство, необходимо ознакомиться с чертежами станка для холодной ковки.
Разновидности и назначение станков для ковки
Механизм облегчит работы вручную и создать уникальные изделия. Для ковки холодным методом мастера применяют различное оборудование, которое минимизирует физ. усилия человека и позволяет провести такие основные действия:
- согнуть профиль под необходимым углом;
- изготовить спирали либо завитки;
- скрутить детали вдоль.
Различные механизмы помогают создавать уникальные конструкции, художественное полотно для беседки, декор для скамьи в парке, прочие предметы разнообразного предназначения.
Виды приборов
Декор-станки дают возможность создавать схожие по форме и параметрам детали за короткий временной интервал, помогают уменьшить их себестоимость и сроки изготовления.
Такие станки бывают профильными (выполняют лишь одно действие) и универсальными. Выделяют такие спецстанки:
- гнутики;
- улитки;
- торсионы;
- штамповочные.
Универсальные модели состоят из компонентов спецтехники в разных комбинациях.
Станок «улитка»
«Улитка»
Алгоритм сборки станка для холодной ковки своими руками не вызовет сложностей. Во время создания улитки вероятны 3 типа конструкции, и то относительные. Каждый специалист делает завиток, спираль и изгиб изделия по-своему.
По виду исполнения механизмы бывают 3 видов:
- монолитные с фиксированным шаблоном изгиба;
- со съемным изгибом, дающим возможность делать различные завитки;
- с разборными составляющими завитка и крутящейся столешницей, чтобы получать сложные профили изгиба.

Конструкция «улитки»
Монтаж станка начинают с конструирования основных узлов приспособления:
- Каркас. Механизм должен быть изготовлен из металла. Древесина совсем непригодна для сборки прибора: продолжительные и чрезмерные нагрузки разрушают дерево за несколько использований. Как основной материал используется уголок, трубы с толстой стенкой либо швеллер.
- Столешница. Ее изготавливают из плиты из металла, которая вырезана в форме окружности, по толщине 0,4 см. Из такой плиты вырезают вторую столешницу, которая повторит по форме первую. На последней располагаются составляющие, производят изгибы заготовок. При холодной ковке столешница будет принимать большую нагрузку, потому не требуется экономить и создавать ее из тонколистового железа.
- Главный вал и рычаг. Вал расположен посередине, его окружают столешницы. Фиксируется к каркасу 4 треугольниками. Механизм сделан из трубы с толстой стенкой нужного диаметра. Рычаг крепят к валу посредством кольца и вращают вокруг его оси. Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
 Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.Станок торсионный
Обыкновенное скручивание ряд пользователей осуществляют, не используя станок. Зажимается одно окончание детали в тисках, а второе обращается благодаря стандартному вороту. При такой методике обрабатываемая заготовка скручивается, однако иногда и вытягивается. Во избежание этого, сооружается направляющая конструкция в качестве желоба. Необходимо учитывать:
- протяженность желобка – он не может быть длиннее детали, уменьшаемой во время деформации;
- ширину желобка – требуется, чтобы он вдвое был шире изделия, поскольку в процессе деформации оно увеличится.
Возможно достичь ожидаемых результатов без оборудования – в таких целях потребуется приложить усилия и потратить большое количество времени. Те, кто предпочитает собрать необходимое устройство, должны спроектировать такую спецтехнику.
Торсионный станок
Сборка такого станка собственноручно возможна в 2 вариациях: стандартная и универсальная. Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Главное рабочее усилие, которое требуется, чтобы деформировать материал, принимает опора, потому основание создаваемого устройства должно отличаться высокой прочностью. В таких целях используется двутавр либо 2 швеллера, которые сварены друг с другом. Устойчивости для каркаса добавляют лапы, которые приварены к устройству. Затем возможно изготавливать остальные элементы – заднюю бабку и шпиндель.
В узлах механизма из профильной трубы своими руками находятся патроны, назначением которых станет их размещение внутри заготовки. Они должны обладать прочными фиксаторами (для надежного крепления). Ввиду уменьшения длины используемого изделия во время скручивания заднюю бабку выполняют скользящей. Допустимо сооружать ее из тисков, закрепляя на основании посредством болтов.
Подвижный элемент шпинделя проворачивают при помощи ручки, которая предусматривает наличие нескольких рычажков, имеющих необходимую длину для гашения прилагаемых усилий.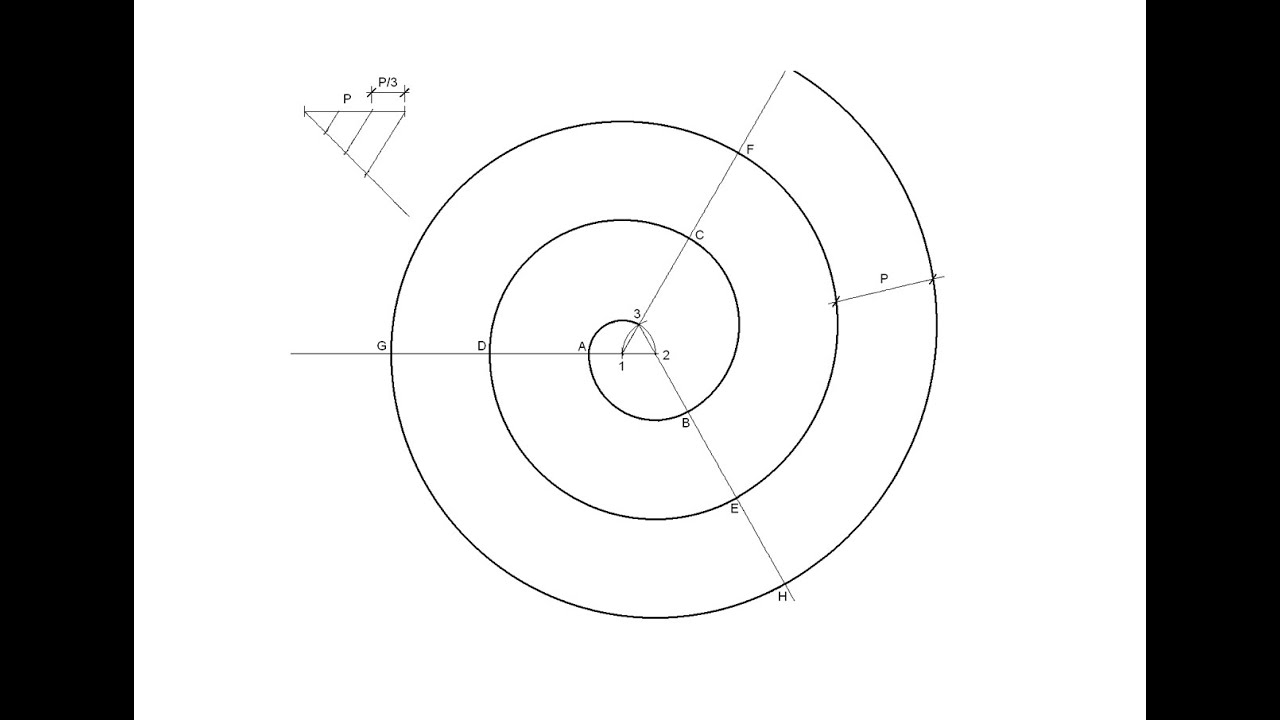
Важно! Возможно добавить втулки из резины, чтобы защитить руки от скольжения.
Сборка торсионного прибора
Основным различием в алгоритме монтажа универсального прибора станет устройство подвижного элемента. Он предполагает винтовую подачу при изготовлении фонарей, фиксируется с помощью стандартного скручивания. Потому активный элемент снабжается 2 шпинделями. В этом варианте для скользящей бабки требуется фиксирующий винт.
Когда нужно сделать деталь, которая скручена лишь на конкретном фрагменте, к прибору добавляют ограничители. Их изготавливают по принципу задней бабки – присутствуют спецзажимы и есть опция скольжения.
Работы в такой ситуации крайне утомительны, получение изделий высокого качества представляет собой трудоемкий процесс. Потому оснащение электрическим приводом изделия станет наилучшим решением.
Станок «гнутик»
Приспособление отличается эффективностью, массивностью, простотой монтажа. Но существенным минусом станет то, что сложно отыскать и подогнать детали. Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Для каркаса приспособления подбирают толстую раму из стали. Следует учитывать, что устройство крепится к столу. В основном делается крепеж с помощью болтового соединения, к примеру, как в тисках. В середине рамы есть направляющая, отличающаяся подвижностью. Ее приводят в действие с помощью эксцентрикового механизма, фиксируемого на раме-каркасе. Вспомогательно устанавливаются 3 упора, которые создают необычную «вилку» – это рабочие составляющие устройства. С учетом профиля сгиба они меняются: круглые валы – чтобы выполнить волну, «молоток» – чтобы формировать углы.
«Гнутик»
Рабочие комплектующие изготавливаются лишь из особой стали. Они будут отвечать за прочность всей конструкции. Чтобы обрабатывать и подгонять изделия, понадобятся непосредственно спецнавыки и соответствующие инструменты. Потому, когда присутствуют трудности в заказе, при покупке либо изготовлении главных узлов, то рекомендуется приобрести устройство в магазине.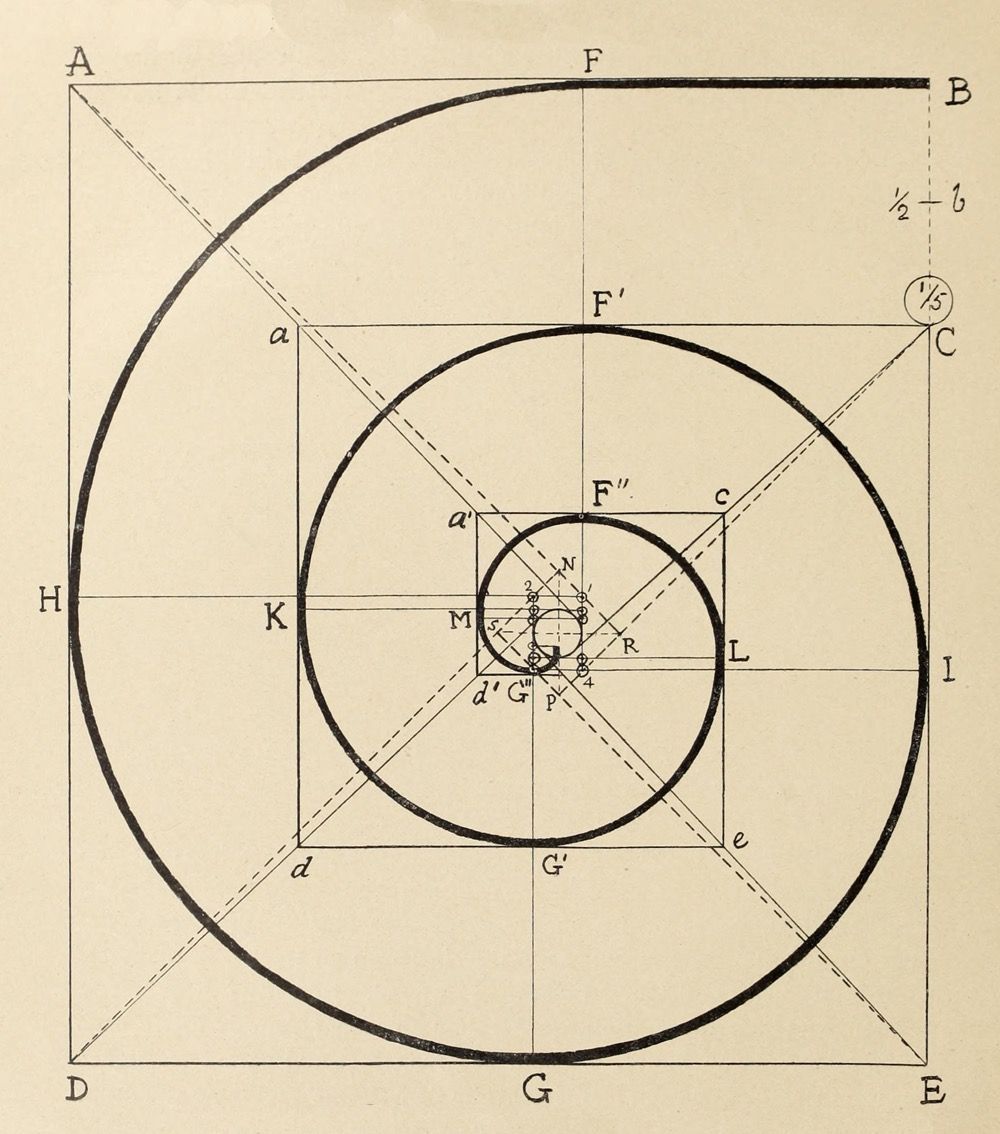 Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Станок «волна»
Более логично называть рассматриваемое изделие управляемой волной. Устройство оснащается 2 стальными дисками в диаметре 14 см. Они фиксируются посредством болтов к столешнице. На основном диске закрепляется ось, которая вращает универсальный вороток.
Управлять рассматриваемым приспособлением нужно, меняя дистанцию меж дисков. Во время обкатывания воротом прута формируется узор. Когда прут снимают с кондуктора, образуется узор со второй стороны.
«Волна»
Станок — пресс
Чтобы формировать наконечники прутьев, потребуется воспользоваться прессом. Рассматриваемое устройство функционирует аналогично маховику: изначально вращается штанга с грузиками, отводится винтовой боек до конца назад. Затем вставляется внутрь гнезда другой штамп и ставится обрабатываемое изделие. После, штанга быстро раскрутится в противоположный бок. Боек будет бить по хвостовой части штампа, вследствие чего образуется усилие необходимое в целях штамповки.
Детали, которые изготовлены методом холодной ковки, соединяют 2 методами:
- Сварка — изделия приваривают, окалину стачивают «болгаркой» либо иным оборудованием.
- Хомуты — подобный тип соединения выглядит значительно ярче.
Окрашивают заготовки, применяя спецэмали либо краски из акрила.
Пресс
Как сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
 Основание с более широкой площадью приваривается к центру вырезанного круга.
Основание с более широкой площадью приваривается к центру вырезанного круга. Снизу отрезка, где находится свободное окончание, проделывается отверстие.
Снизу отрезка, где находится свободное окончание, проделывается отверстие.Процесс изготовления
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Кузнечное оборудование: станок для холодной ковки своими руками — RMNT
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси.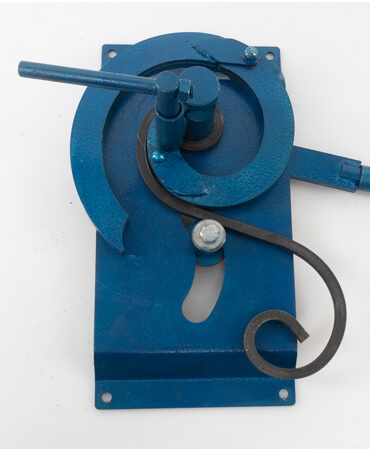 Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
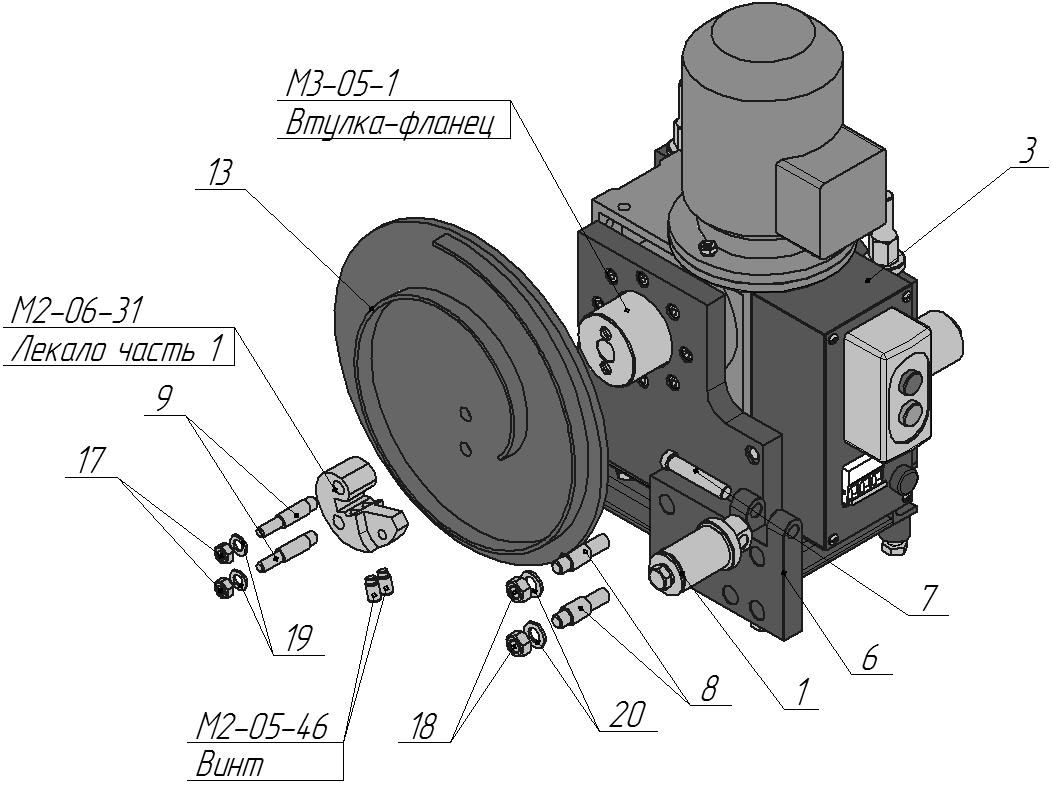
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5.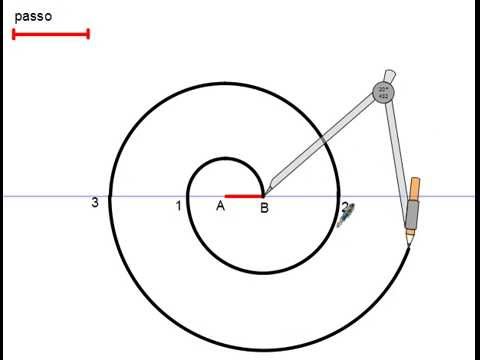 Часть 1
Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.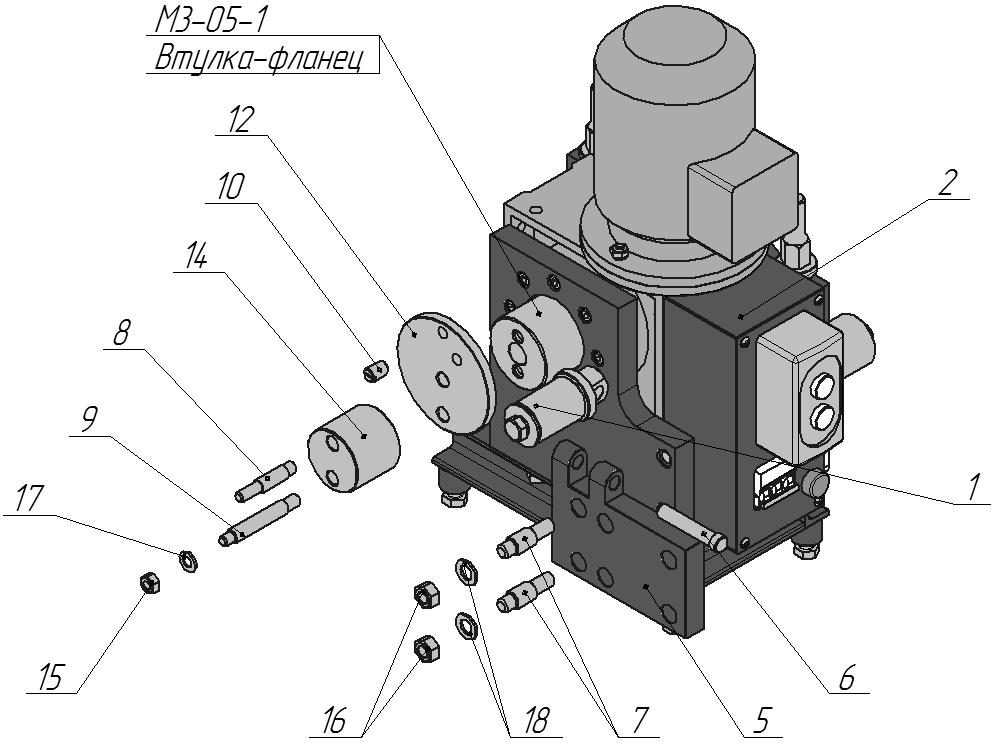
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
 youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм.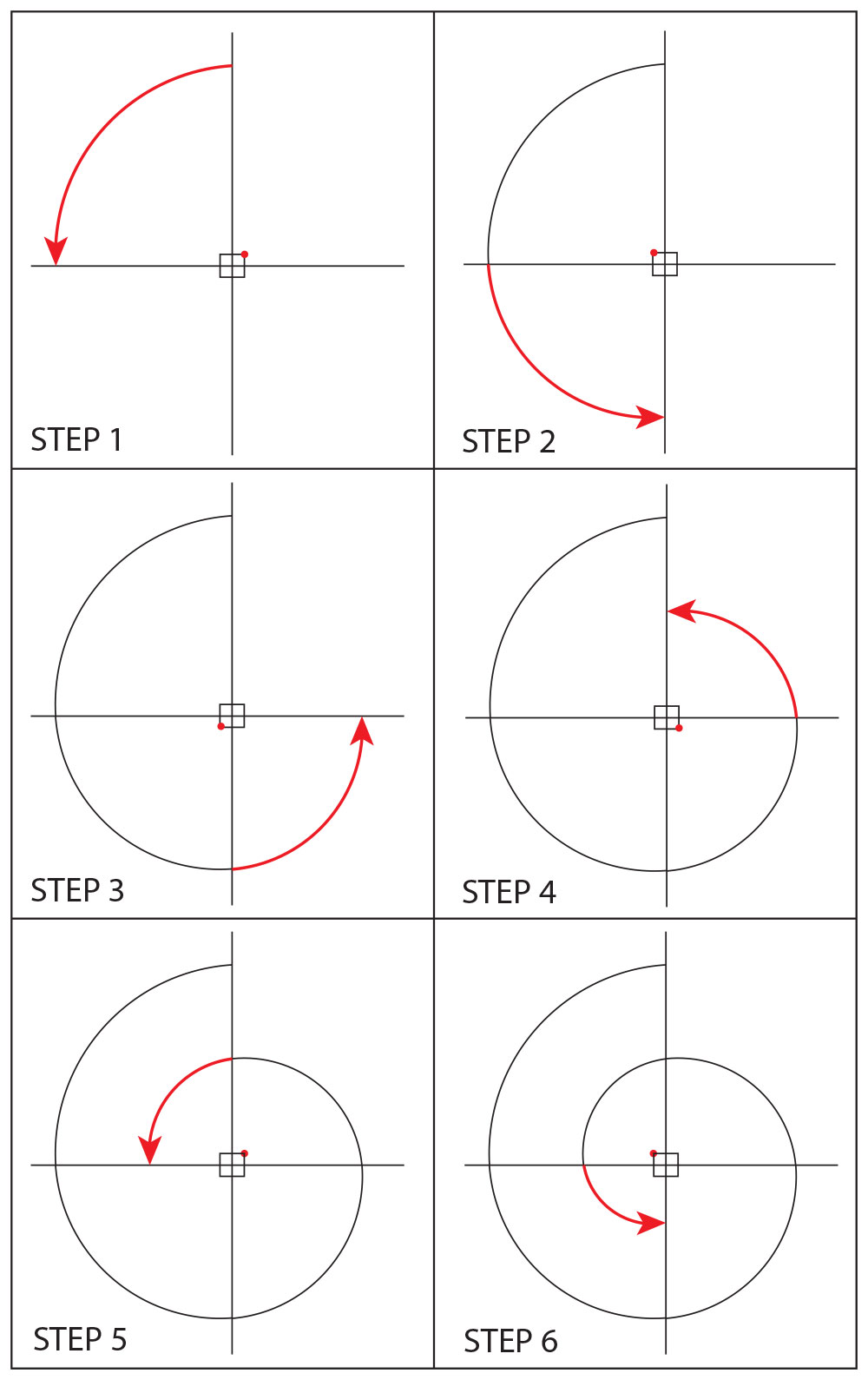 Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.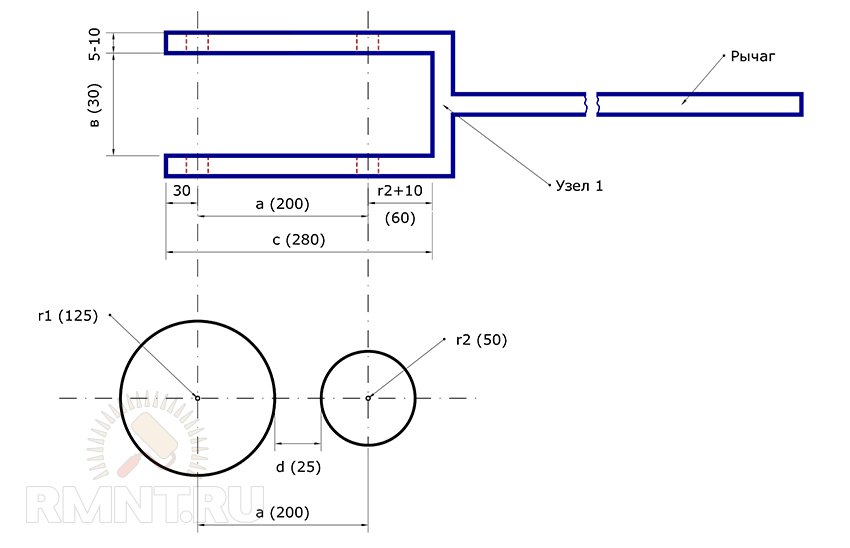
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.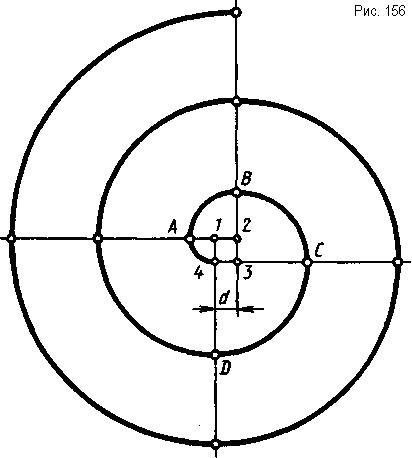
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.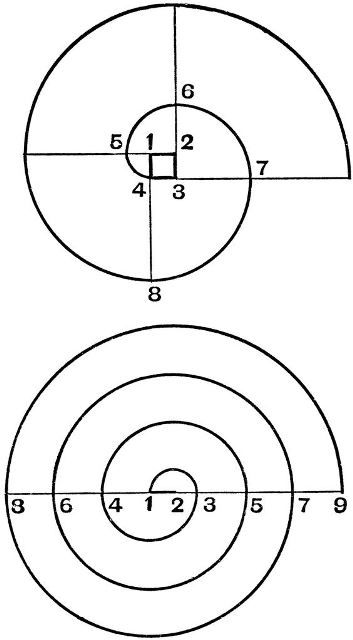
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Оцените статью: Поделитесь с друзьями!
размеры, эксплуатация, изготовление своими руками
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковки
Процесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Станок гнутик
Волна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
 Нельзя забывать про указание размеров.
Нельзя забывать про указание размеров.Несмотря на многообразие чертежей и инструкций, часто качество самодельных станков оставляет желать лучшего, а учитывая количество потраченного времени, многие выбирают вариант покупки заводского оборудования.
Цены на станки для холодной ковки сейчас на очень низком уровне благодаря компании Stancraft, которая разработала и запустила в массовую продажу универсальный комплект ручных станков, что бы их мог позволить себе любой дачник.
На их официальном сайте stancraft.ru есть такие станки, как «Улитка», «Торсион+Корзинка», «Гнутик», «Профилегиб». Если Вам хочется максимально быстро начать работать на станках, самый простой способ — заказать на сайте stancraft.ru.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
самодельные кондукторы, матрицы и другие инструменты, изготовление из профтруб и не только; гибка, сварка, сборка; видео
Кованая настенная вешалка-полка, украшенная листьями и завитками.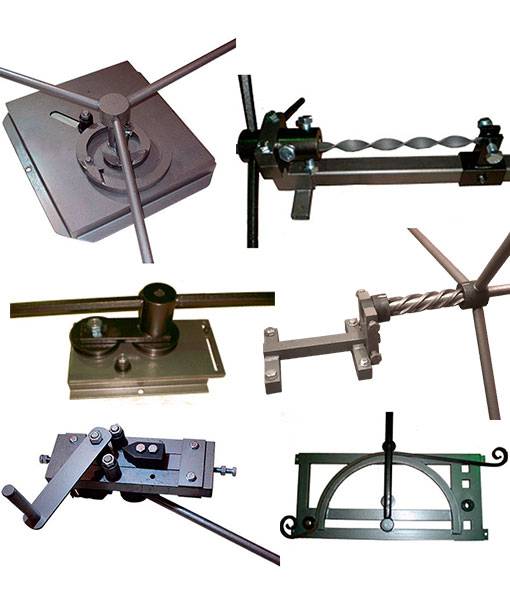 Фото Царская Ковка
Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок – 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной – 4 см.; кусок жести 16 на 16 см., толщина – 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
 Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Важным достоинством подобных машин является возможность выпуска различных по форме элементов.Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
Вилка кузнечная
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Китайская машина для горячей и холодной штамповки, Китайские производители и поставщики станков для горячей и холодной штамповки на Alibaba.com
Механический ковочный пресс с управлением от ПЛК 200тонн с механическим кузнечно-прессовым прессом с ПЛК 200тонн Механический кузнечно-прессовый пресс с ПЛК 200тонн Фотографии Технические характеристики КОД АРТ. 800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4. Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.
.
Станок для холодной штамповки болта
Машина для холодной штамповки болта
Описание продукта
Применение формирователя холодной штамповки
Машина для холодной штамповки использует метод холодной штамповки, подходит для производства всех видов винтов, Специальная машина для обработки шурупов по дереву, внутренняя шестиугольная, вогнутая шестиугольная заклепочная заготовка. Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Характеристики формирователя холодного болта
(1) Идеальный дизайн, простота в эксплуатации.
(2) Конструкция салазок с одной направляющей позволяет машине работать с высокой скоростью, а эффективность производства также высока.
(3) Основной монтажный комплект наших машин изготовлен из высококачественного материала, подвергнутого термообработке с высокой стойкостью к истиранию и низкой деформацией, машина долговечна и долговечна.
(4) Холодная высадка Машина использует систему принудительной подачи масла , чтобы убедиться, что все компоненты машины работают в пленках состояния масла, и машина может быть долговечной в течение длительного времени.
(5) Ключевые компоненты наших машин импортируются, и все они соответствуют всем требованиям к высокой точности, высокой твердости и устойчивости к истиранию.
(6) Конструкция для выталкивания наружной формы, которая решает проблему блокировки винтов при спуске.
Поточный процесс станка для изготовления шурупов по дереву
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка
(1). Протяните грубую линию к необходимому участку линии.(Волочильный станок)
(2). Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
(3). Отшлифуйте зуб на резьбонакатном станке и полностью сформируйте винт (Нарезной станок)
(4). Обрабатывайте шнек-полуфабрикат термической обработкой согласно стандарту (печь для термообработки)
(5). В соответствии с требованиями, технологическое покрытие и т. Д. (Цинкование)
(6). Упаковка и с завода
Формовщик холодного болта Подробное шоу:
000 000 000 000 000
Упаковка и доставка
Упаковка: В стандартном деревянном ящике для экспорта
в течение 150002 дней после доставки .
Условия оплаты :. 30% T / T при предоплате, оставшаяся сумма должна быть оплачена после того, как мы закончим производство. (Мы возьмем для проверки фотографии машин и упаковки)
У нас есть собственный фарвард. Мы можем своевременно проверить информацию о доставке. Вы также можете использовать свой экспедитор. Мы свяжемся с ним как можно скорее.
Информация о компании
Мы производитель, а не торговая компания.
Основанная в 1990 году компания Xingtai JUDU Technology Co., ООО специализируется на производстве всех видов оборудования. В то же время мы можем производить по желанию наших клиентов. Эта продукция экспортировалась в США, Германию, Пакистан и Австралию.
Емкость:
| Основные рынки | Общая выручка | |||
| Африка | 24% | |||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
| Основные рынки | Общая выручка | |||
| Африка | 24% | |||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
Станок для холодной ковки своими руками: чертежи самодельного
Кузнечное дело – это хобби, которое может приносить существенную прибыль. Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Художественная ковка
В продаже можно найти электрический и ручной станок для холодной ковки металла, но даже в механическом исполнении набор кузнечного инструмента стоит не менее 1,5 тыс. долларов. Возникает целесообразный вопрос, можно ли такое оборудование сделать самостоятельно? На практике, оказывается, – да.
Ручное и электрооборудование для холодной и горячей ковки
Что представляет собой конструкция оборудования? Это каркас, который позволяет жестко зафиксировать заготовку, поддающуюся механическому воздействию (ее просто гнут) по заданной форме.
Существует множество элементов и вариантов изгибания металлического профиля, уголка, квадрата или трубы. Самыми популярными являются завитки, улитки, скрученный металлический прут. Это проделывается с помощью специальных сменных форм – улиток, которые крепятся на ручной или электромеханический инструмент в качестве основы.
В самом распространенном случае станок, изготовленный своими руками, должен иметь:
- приспособление для крепления улиток;
- конструкцию для жесткого крепления заготовок;
- радиальную конструкцию для скручивания.
Виды ковки
Основное конструкционное решение должно обеспечивать концентрированное механическое усилие с минимальными трудозатратами для рабочего. Очевидно, что изготовление декоративных изделий из железа требует часто богатырских усилий, особенно, если не усовершенствована механика. По этой причине применяются инструменты с электрическим приводом, что позволяет минимизировать трудовые усилия.
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).
Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:
Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:
Горячая ковка
Конструкции и чертежи станков холодной ковки для начинающих
«Гнутик» для гибки металлического прута
Рассмотрим станок холодной ковки для гибки профиля – в дополнении к приспособлениям, с помощью которых изготавливаются завитки (с помощью улиток разных форм). С этим приспособлением выполняется целый ряд видов декоративных элементов – от балконных ограждений, до перил внутренних лестниц, козырьков или решеток.
В работе станок выглядит так, как показано на фото:
Чтобы выполнить самодельный вариант, потребуется объемный и обычный чертеж (модель).
Этот вариант холодной ковки фигурных элементов отличается универсальностью, при установке оснастки можно гнуть не только дуги, но и зубцы.
Выполните станок для холодной ковки по чертежам, вы получите внешний вид приспособления как на фото.
«Твистер» для скручивания прутков
«Твистер» – это специальное приспособление, позволяющее скручивать металлические изделия по оси. Используется для квадратных прутков. Модифицированная версия применяется для изготовления декоративных корзинок из металла.
«Твистер» потребуется, чтобы сделать решетки, оградки и мебель. На фото показан самодельный вариант с электроприводом, который также может использоваться вручную.
Для скручивания завитков при помощи улиток
Чертеж для скручивания завитков выглядит следующим образом. Это самый простой в реализации инструмент, который позволит делать необходимый минимум операций, чтобы изготавливать большинство кованых украшений.
В итоге инструмент будет выглядеть так. Он рассчитан на изготовление завитков определенного типа и размера и не отличается универсальностью.
Данный самодельный станок для холодной ковки позволяет изгибать пруты улиткой с поперечным размером до 12 мм.
Описанные варианты кузнечных приспособлений, включая станок-улитка для холодной ковки, позволят самостоятельно изготавливать широкий ассортимент кованых изделий с минимальными затратами на расходные материалы. При желании можно выполнять работу на заказ, так хобби станет прибыльным делом, когда красивый декор можно сделать не только для себя, но и других.
гнутики, оборудование и инструмент для художественной ковки
На чтение 13 мин Просмотров 5.4к. Опубликовано
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – , на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Какой станок самый нужный?
своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов – твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку. Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Ручной привод или электрический?
Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки.
Чертеж станка для холодной ковки.
Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится.
Сделать станок для холодной ковки своими руками – задача непростая и очень увлекательная. Чем качественнее будет его выполнение, тем легче вам будет работать на нем. И тем красивее выйдут ваши металлические кружева.
Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства.
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Republished by Blog Post Promoter
Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.
Станок для холодной ковки своими руками: видео, фото, чертежи
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Станок нижних чертежей своими руками. Как делать красивые изделия холодной ковкой
Самодельный станок для холодной ковки может пригодиться, если вы любите делать крейл и не прочь сделать самому что-нибудь красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, выполненных методом ковки, манит с изящными линиями и завораживает взгляд. Издавна во всех лучших домах непременно можно было увидеть такие украшения, как металлические ажурные локоны.Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Кованые изделия используются в дизайне наряду со стеклом, пластиком и другими элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей штамповки необходимо выполнить множество специальных условий , поэтому это очень сложно для нее в домашних условиях. Более доступный способ — художественная холодная ковка. Узнать, насколько ей проще, и при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной штамповки
Для холодной штамповки потребуются два основных процесса:
Для выполнения этих действий вам не нужно поддерживать связь с металлом при определенной температуре. Но определенная термическая обработка все же должна происходить между этапами работы.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители делают инструменты своими руками. С помощью самодельного оборудования можно качать всевозможные причудливые формы.Вам нужно только получить определенные рабочие навыки. Поэтому будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, полученные на самодельном станке для холодной ковки, намного прочнее, чем те, которые выполняются или отливаются методом штамповки. Происходит это из-за того, что металлические стержни, проходящие через оборудование, прижимаются друг к другу с введением необходимой формы.При таком способе ковки нужно , не допускайте ошибок , так как они практически не исправляются. С приобретением навыков вы сможете своими руками создавать привлекательные и чудесные изделия.
На самодельном станке для холодной ковки можно изготавливать такие изделия как:
- таких изделий, как балконные козырьки, поручни для лестницы;
- решетки на окнах;
- заборы и заборы;
- Мебель для дома — столы, стулья, кровати;
- элементов, которые использованы в дизайне дома: Faceplate Caminas, Trenogs for Flowers.
При горячей ковке мастеру требуется не только отдельное помещение, но и кузнечный шкаф, а также особые условия. При холодном методе нет необходимости предварительно разогревать заготовку, и процесс напрямую выходит намного экономичнее.
При обработке большой партии однотипной продукции все можно сделать с помощью трафаретов и чертежей. Так можно значительно снизить трудозатраты и сократить время изготовления. Иногда необходимо нагреть предметы, прогревая стыки стыков, чтобы не было искривлений.Новиком рекомендуется внимательно изучить план работ перед выполнением работ. , не будем знать видео урок а выполним чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для холодной ковки включает в себя ряд элементов. Необходимые устройства, которые потребуются для работы: твистер
- ;
- улитка;
- гнутый;
- волна;
- земной шар;
- фонарик.
Многие названия покажутся забавными, но для домашнего использования устройства это вполне комфортно.
Основным инструментом для работы будет гнут, который используется для изменения формы металла. Его функция — изгиб детали под нужным углом или изгиб дуг разного радиуса.
Улитка используется, как правило, для ловли спирали стальных стержней. Это защелка для сгибания стержней, полос, трубок, квадратов и профилей до формы спирали, изделий различной формы и радиуса.При использовании этого инструмента вы не можете ограничить спираль, создаваемую радиусом и сделать необходимую величину.
Инструмент «Фонарик» необходим для гнутых металлических деталей. С его помощью обрабатывают металлические прутки сечением менее 30 мм или квадратные профили сечением менее 16 мм.
С таким устройством, как волна, делают волнообразно изогнутые элементы. Используйте его I. для обработки труб с шестигранным или круглым поперечным сечением.
Твистер похож на фонарик. С помощью этих двух инструментов можно открутить стержни вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного стержня толщиной до 12 мм. Причем концы заготовки тоже плавно загибаются.
Этот инструмент для холодной ковки абсолютно не сложен, поэтому часто можно увидеть и самодельный. По фабрике ему почти не уступает.
Станки для ковки
Часто при работе изготовление станков для холодной ковки своими руками казалось гораздо более целесообразным.Ведь далеко не каждый элемент можно полностью обработать только ручной ковкой. Да я. цена этого оборудования довольно большая Даже если речь идет о самой простой улитке машинке.
Если по самодельному образцу будет изготавливаться какое-то изделие на независимом проводнике, то вещь будет уникальной, хотя по некоторым параметрам и уступит той, что делается на заводе. Если планируется изготовление большого количества деталей методом холодной ковки, лучше всего сделать кондуктор с электродвигателем.Так вы сами облегчите себе рабочий процесс.
Целесообразно обеспечить производство на станке основных видов работ — вытяжных, гибочных и крутильных. Эти приспособления можно комбинировать при создании кондуктора своими руками.
Во время рисования изделия придает определенная форма. Для чего его нужно пропустить через ролики или пресс, и сечение исходного сырья уменьшится.
Процесс гибки заключается в том, что деталь изгибается под нужным углом.Вы можете выполнить эту операцию с помощью шаблонов. Делаются они таким образом: чертеж изделия, для которого делается шаблон, после изготовления. На стальной пластине разведите локон, после этого лист прикрепите к станку в держателе. Конец заготовки устанавливается в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, который нужно протащить по всем изгибам пластины, используемой в качестве шаблона.
Делая выкройку, сварку швов нужно проводить снаружи, иначе это будет мешать дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые приспособления, с помощью которых можно изготавливать вполне оригинальные изделия. Все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
На этом станке домашние мастера выполняют всевозможные кольца и спирали, завитки, волны. Чтобы изготовить такую машину, нужно действовать по чертежам и технологии , которая включает в себя ряд этапов.
Перед изготовлением каких-либо приспособлений, ручных инструментов или художественных станков необходимо выполнить графические изображения, шаблоны, эскизы, чертежи будущего инструмента.
Для более точной разметки лучше всего использовать миллиметровую бумагу. Нарисуйте на нем спираль, которая постепенно увеличивает радиус поворотов. Между поворотами нужно соблюдать один и тот же шаг. Надо сказать, что это условие нужно соблюдать только в тех случаях, если требуется симметрия узоров, как правило, не более 4 шт.
Также учитывайте обе заготовки, с которыми нужно работать. Расстояние между витками следует делать так, чтобы оно немного превышало диаметр металлических стержней, иначе из станка будет сложно получить готовое изделие.
Для рабочей поверхности будет лист утюг. Толщины в четыре миллиметра вполне достаточно. Определение размера происходит исходя из габаритов необходимых деталей. Для изготовления формы потребуется листовой металл в виде толщины три миллиметра.С этим материалом можно работать ручными инструментами. Его просто склеивают по выкройке в спираль с помощью плоскогубцев.
Для создания полноценного рабочего процесса необходимо произвести надежную фиксацию одного конца изделия. Будет кусок стержня, равный ширине полосы. Для крепления рабочей площадки потребуется верстак. Часто в роли стеллажа используется кусок толстостенной трубы. Главное — обеспечит максимальную установку С холодной ковкой усилия прилагаются довольно большие.
Станок сборочный
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Сделать его можно сборно-разборным, монолитным или цельным. При монолитной конструкции устройство полностью или частично в виде «улитки» приваривается к площадке.
Длина конструкции позволяет разводить мелкие штанги При расстоянии 5-6 см в рабочей платформе необходимо проделать специальные отверстия. Не забывайте тщательно фиксировать концы изделий, которые будете загибать.
Холодная ковка особенно популярна среди новичков в кузнечном деле. Для изготовления изделий этим методом не нужна ни хорошо оборудованная мастерская (можно сделать гараж или сарай), ни позы с большим опытом, ни специальные знания поведения металлов. Что касается устройств, то всех необходимых станков и инструментов можно сделать своими руками. Дома.
Оснащение «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла.«Улитка» предназначена для гибки металлического прутка методом холодной ковки металла. Сделать «улитку» для холодной ковки своими руками не так уж и сложно.
С помощью самодельных станков для холодной ковки можно сделать множество ажурных металлических изделий. Кованые заборы, заборы, калитки, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление снитного оборудования в несколько этапов.
В следующем ролике вы можете увидеть, как мастера своими руками делали «улитку», а также как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В этом видео еще один интересный вид самодельной «улитки», на которой удобно гнуть поковки в завитки и завитки. По словам мастера, «на этой машине все удобнее и проще».
Следующее видео содержит чертеж и описание устройства «Улитка» и необходимые материалы для изготовления грядки и выкройки для изготовления кованых локонов.
Для кузнечного дела это сложный физический труд, требующий специального оборудования в совокупности с профильными знаниями и опытом магистра. Однако для изготовления некоторых художественных элементов необходимо просто загнуть заготовки под нужным углом. Деформирование металла можно производить без нагрева механическим способом, для этого используются станки для холодной ковки. Какими особенностями обладают такие агрегаты — будет в этой статье.
Подбор инструмента и кузнечных материалов.Советы начинающим художникам по металлу. Описание процесса ковки, особенности и меры предосторожности.
Основное рабочее усилие, необходимое для деформации материала, возьмет на себя опора, поэтому основа будущего станка должна быть прочной. Для этого подойдет 2-х ходовая или пара приготовленных друг с другом челлеров. Стойкости к основанию добавят лапы из аналогичного профиля, приваренные к общей конструкции. Далее можно производить изготовление других узлов — опоры и шпинделя.
В каждом из рукавов самодельного станка холодной ковки своими руками патроны, предназначенные для размещения заготовок, должны иметь прочные винтовые зажимы (для надежной фиксации). Из-за уменьшения длины обрабатываемой детали при скручивании всегда выполняется задняя бабка скользящая. Допускается соорудить бабки из тисков, закрепив их на основе болтов, имеющих размер не менее М16. На одной оси с прижимным узлом устанавливается втулка подвижной части станка, в которой предварительно просверливаются отверстия под прижимные болты.
Подвижная часть шпинделя превращается в ручку, состоящую из 4 рычагов, длина которых достаточна для гашения силы, прилагаемой к вращению. Вы можете добавить резиновые втулки, чтобы защитить руки от соскальзывания.
Основное отличие сборки универсального самодельного станка для холодной ковки заключается в конструкции подвижной части. Он должен обеспечивать винтовую подачу при изготовлении фонарей и корзин и фиксироваться обычным скручиванием металла. Поэтому подвижная часть снабжена комплектом из двух шпинделей — гладкого и винтового.В такой конструкции выдвижной бабки для фиксации требуется стопорный винт.
Полезный совет!
При необходимости выполнить заготовку, скрученную не по всей длине, а только на определенных участках, в конструкцию станка добавляют ограничители. Выполняются они по типу задних бабок — с винтовыми фиксаторами и возможностью скольжения.
Работа на торсионном станке утомительна физически, получить качественную продукцию в большом объеме сложно.Поэтому подходящим решением будет внедрение в конструкцию электропривода.
Как сделать станок для холодной ковки гнутым
Machine Blanc монументальна, массивна, проста в конструкции и сборке, но сложна в поиске и подгонке деталей. Его назначение — гнуть на другом углу заготовки, поэтому усилие на всех узлах будет одинаково большим, а значит, требования к деталям сборки высокие.
В качестве основы станка выбрана толстая стальная рама.Стоит учесть, что машина будет крепиться к столу. Обычно крепеж делают на болтовом компаунде, например, как тиски. В центре кадра выполняется направляющая, которая будет подвижной. Он приводится в движение эксцентриковым механизмом, который, в свою очередь, закреплен на базовой раме. Дополнительно устанавливаются три упора, создающие своеобразную «заглушку» — это рабочие элементы конструкции. В зависимости от складывающегося профиля их меняют: круглые ролики — для выполнения волны, «молотковые» — для формирования углов.
Рабочие элементы производятся только из конструкционной стали. Их сила — надежность всего оборудования. Обработка и установка подобных изделий требует исключительно профессиональной оснастки. Поэтому, если возникнут трудности с заказом, покупкой или изготовлением базовых узлов, желательно будет купить в магазине станок для холодной ковки медсестры. Стоимость у него невысокая, но он сможет дополнительно пригодиться при гибке труб.
Станок-улитка для холодной ковки своими руками: Варианты исполнения
Алгоритм сборки самодельного станка для холодной ковки своими руками довольно прост и понятен.Только при создании улиток возможны три варианта дизайнерской задумки, да и то очень приблизительные. Выполнение завивки или спирали, а также последовательность изгиба заготовки каждый Мастер видит по-своему.
Как и любой творческий процесс, изготовление улитки для холодной ковки своими руками начинается с азов — конструирования узловых узлов станка. Что касается корпуса, это рама, столешница и главный вал с прядильным рычагом.
Каркас или столик для улитки должны быть металлическими.Дерево совершенно не подходит для такой конструкции: длинные и большие нагрузки разрушат его за несколько применений. В качестве используемого материала подойдут угловые, толстостенные трубы или швеллер. Для столешницы также понадобится металл — лист толщиной не менее 4 мм: чем толще, тем надежнее. Вал и рычаг являются основными узлами, которые заставят металлическую заготовку изгибаться по указанному шаблону. Рычаг соединен с одной стороны с роликом, который поворачивает заготовку, а с другой — с главным валом.
По типу исполнения улиток автоматов бывает трех вариантов:
- монолитный с фиксированным рисунком изгиба;
- со съемными гибочными конструкциями, позволяющими делать завитки разных видов;
- со складывающейся структурой изгиба и вращающейся столешницей для изготовления сложных гибочных профилей с высокой точностью.
Чертежи улитки на станке холодной ковки своими руками
Многие мастера, которых берут за изготовление станков впервые, пренебрегают этапом проектирования, выстраивают шаблоны «на глазах», а разработкой и модернизацией узлов занимаются непосредственно в процессе сборки.Рисунок улитки для холодной ковки своими руками следует сделать еще на этапе подготовки. Это поможет избежать некоторых тонких нюансов при сборке, а также значительно сократит время производственного процесса.
Необязательно следовать чертежам, которые делал другой мастер. Доступность материалов для изготовления или условия сборки могут отличаться, а также вероятно, что видение готовой конструкции также может быть другим.
Один из вариантов конструкции :
1 — улитки Лемех; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемхеов; 7 — проточки для родного ролика; 8 — рычаг управления осью; 9 — пружина прижимного ролика; 10 — фиксатор для заготовки; 11 — улитка Lemche Lemeh; 12 — главная ось; 13 — Рычаги
Snail Schema Snail для обработки продукта методом холодной ковки
Рисунок особенно важен для построения выкройки локонов своими руками.Видеооборудование для холодной ковки поможет правильно рассчитать и построить пропорциональную спираль. Этот этап необходим для того, чтобы локон, сделанный на самодельном станке, имел эстетичный вид.
Полезный совет!
Шаблоны для улитки строятся по правилам математических спиралей, учитывая количество витков, их плотность, ширину проема для оборудования на станке и начальный радиус входа в завиток.
Изготовление улитки: как сделать машинку своими руками
Монолитный станок — улитка самой простой конструкции.Спиральный узор наносится прямо на столешницу. Затем по выкройке вырезают несколько кусков толстого металла. Их приваривают к столешнице, соблюдая нанесенную ранее маркировку. Работа над улиткой этого типа продвигается медленно, но станок позволяет без вертикальных деформаций гнуть как заготовки симметричного диаметра, так и металлические полосы, которые кладутся на пластик.
У монолитного станка может быть альтернативный вариант конструкции, когда основание не закреплено, но с возможностью вращения.Для заданного вращения и облегчения физического труда используется червячный механизм.
Как улучшить ваши руки Станок для холодной ковки Улитка
Самодельная улитка не обязательно должна состоять из простых элементов. Можно собрать сразу улучшенную модель. Например, что делать, если локоны нужны разной формы, и с разным рисунком спиралей? Собирать для каждого образца отдельную машину было бы нецелесообразно. Таким образом, вместо плотно сваренного единого шаблона несколько съемных вариантов с разными рисунками создают серию съемных вариантов.В конструкцию вносятся коррективы, позволяющие менять шаблон, стабильно закреплять его, сохраняя при этом общую надежность станка.
Самой профессиональной из моделей улиток признан станок, в котором столешница вращается, а узор завитка складывается из нескольких складных сегментов. Стоит отметить, что все сечения выполнены с высокой точностью. В домашней мастерской реализовать его сложно, поэтому изготовление узла заказывают в мастерских или на заводе.Кривизна шаблона варьируется с помощью регулировочных винтов, а на поверхности столешницы выполняется ряд отверстий, которые позволят зафиксировать сегменты шаблона в заданном положении. Подобным образом можно добиться любого вида локонов.
Сделать своими руками станок для холодной ковки, чертеж которого поможет выполнить эту задачу, достаточно просто, если понимать принцип его действия и конструктивные особенности. Важно все тщательно просчитать и провести замеры.Не исключено, что кто-то сможет придумать свои новые варианты или улучшить существующие модели.
Самодельные станки для холодной ковки металла своими руками: видео инструкция
Сделать станки для холодной ковки можно из подружки.
Поскольку универсальные приспособления от производителей имеют достаточно высокую стоимость, выполненный металл для холодной ковки металла станет отличным решением для людей, занимающихся производством кованого железа.
Сегодня металлоконструкции с уникальным дизайном и смелыми архитектурными формами используются для обустройства домов в коттеджных поселках.
Фигурные изогнутые кованые элементы ворот, ограды и калитки создают необычный образ в ландшафтном дизайне усадьбы.
На предложенных фото видно, какие необычные художественные виды создают металлические конструкции.
Какие детали можно выполнить на станке холодной ковки
Холодная штамповка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует использования чугуна и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного вида деталей.
Также самодельный станок позволит решать самые разные задачи, поэтому будет просто универсальным.
С помощью самодельного станка можно будет добиться идеальной геометрии металлических элементов по индивидуальной дизайнерской задумке и изготовить оригинальные детали с рисунком.
В процессе холодной декоративной ковки, как правило, используется мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В противном случае ассортимент выпускаемой на станке продукции будет ограничен только фантазией и возможностями мастера.
По желанию можно сделать ажурные элементы для лестниц, ворот и заборов.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить внешние стены дома и беседки, изготовить оригинальные штативы для цветов как на фото.
Типы оборудования для холодной штамповки
Существующие типы станков могут эксплуатироваться с участием электродвигателя или ручного усилия.
Первая версия устройства позволяет выполнять работу быстрее, чем ручная, но требует определенных навыков от мастера.
Ковочные ковочные машины делятся на типы:
- улитка — станок с отдельными съемными деталями или цельный — применяется при выполнении спиралевидных отдельных деталей;
- приспособление универсальное — используется для резки, клепки и формования изделий;
- bnet — с его помощью можно делать дуговую гибку металла или гнуть детали под определенным углом;
- приспособление для формирования колец;
- твистер — позволяет изгибать изделие по оси;
- пресс — для формирования матричного оттиска на изделии;
- волна — для получения волнообразных элементов из металлических стержней.
Изготовление станка «Улитка»
Используя приведенный ниже список инструментов и металлических деталей, вы можете собрать прочный станок-улитку.
Для работы вам понадобятся:
- металлических прутков;
- листов и полос стальных;
- труба стальная профильная;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео позволят получить качественный прибор с желаемыми параметрами:
- С помощью листа бумаги нанесите изображение спирали с тремя витками.Далее проверяем размеры, чтобы получившийся армированный стержень диаметром 10 мм поместился в резьбу;
- С помощью болгарки вырежьте две пластины из стального листа. Первый должен иметь параметры 100х100 мм, второй — 130х130 мм;
- Берем 3 см Прут и три стальные полосы. Края секций всех используемых деталей нужно зачистить наждаком, чтобы избавиться от сеялки;
- Плоскогубцы Сгибайте стальные полосы на шаблоне, в результате у вас получатся три спиральные части разной длины;
- При сварке все элементы станка свариваются по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок службы инструмента;
- Стальная труба приваривается на последнем витке снизу по центру станка.
В результате проведенных работ, оборудование для холодной ковки металла, как на фото.
Если при изготовлении каких-либо элементов интерьера с резкой профильных труб никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Специальные гибочные станки для труб, которые можно изготовить заранее своими руками, позволят качественно и быстро.
Чертежи для изготовления данного типа оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в эксплуатации.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работающий с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное — выбрать прочный устойчивый фундамент для будущей конструкции.
Например, это может быть массивный металлический стол, сделанный на основе трубы или профиля.
Так как прогиб металла будет происходить за счет присутствующих в конструкции деревьев, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра закреплены немного над столом, а третий, центральный, размещен на них.
От расстояния двух крайних цилиндров зависит, в каком углу будет изгибаться труба.
Чтобы можно было при необходимости изменять положение цилиндров, необходимо в конструкторских чертежах сделать дополнения в виде стопоров и роликов, которые сделают эту деталь регулируемой.
После закрепления цилиндров необходимо организовать для них систему передачи вращения.
Для этого используют цепной механизм от старого автомобиля, который можно найти на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, то их придется покупать отдельно.
Шестерни установлены на двух крайних цилиндрах, а натяжитель расположен под валами в центре. Затем один из крайних цилиндров снабжен рукояткой для создания крутящего момента.
Станок для холодной штамповки металлических изделий готов.Раздвинуть вышеупомянутый материал поможет следующее видео.
Как сделать торсионный станок
Станок для холодной штамповки изделий типа TORSOTION предназначен для скручивания металлических спиралей в виде змейки.
Вручную упорно трудиться, поэтому его чаще всего используют для изготовления торсионных чертежей с электрическими вариантами машин.
Для того, чтобы правильно собрать торсион, предлагаем видео и читайте инструкцию ниже.
Инструменты и материалы для сборки станков:
- лист стальной;
- Балка двутавровая;
- тиски и крепежные изделия;
- коробка передач, электродвигатель, цепь;
- болгарский;
- сварка.
Схема действий:
- Основой будет посторонняя балка, к одной стороне которой необходимо приварить стальной лист;
- Затем стали прикрепляют к стали, приваривают и фиксируют болтами с гайками;
- Для того, чтобы при натяжении металлическое изделие не выскакивало из станка, пластины крепят к цезису и сверху;
- Другая сторона двухходовой балки оборудована роликами, на которые в дальнейшем монтируется платформа;
- К поверхности получившейся конструкции прикрепляют другие тиски с подвижными основными элементами.При этом обе конструкции, расположенные по краям утеплителей, придется расположить на одном уровне;
- Далее конструкция оснащена стальной ручкой из стержня, за счет ее вращения изделие будет гнуться;
- Соедините болтами понижающую коробку передач и двигатель. Обод руля снабжен цепью;
- Конструкция закрыта стальным кожухом.
В результате действий получается станок с двумя блоками — подвижным и неподвижным.
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите и не возражаете сделать что-то красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким и просто для души.
Холодная ковка позволяет изготавливать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, изготовленных методом ковки, завораживает взгляд и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитки.Да и в наше время, когда разработано немалое количество различных технологий и материалов, кованые изделия не потеряли актуальности.
Изделия, полученные с помощью ковки, используются в дизайне наряду с пластиком, стеклом и другими элементами декора. Ковку металла производят горячим или холодным способом. Для выполнения работ горячему способу нужно выполнить множество особых условий, поэтому справиться с ним в условиях дома не так-то просто. Более доступный метод — холодный. Его легче изучить, а оборудование и станки для ковки при желании можно изготовить самостоятельно.
Плюсы холодной ковки
Холодным методом ковки, основные технологические процессы — гибка и прессование. Для проведения подобных мероприятий не нужно будет сообщать металлу определенную температуру. Но между этапами выполнения операции все же следует провести некоторую термическую обработку.
Необязательно иметь полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. Используя самодельные приспособления, можно придавать изделиям разные причудливые формы.Нужно только получить рабочие навыки. Будьте готовы к тому, что для того, чтобы согнуть желаемую фигуру, потребуются усилия. Работа возможна только с использованием сырья определенной толщины.
Изделия, полученные на оборудовании для холодной штамповки, прочнее, чем изделия, отлитые или полученные штамповкой. Это связано с тем, что стержни из металла, проходящие через оборудование, прижимаются одновременно с оттиском нужной формы. При таком способе ковки необходимо избегать ошибок, т.к. они практически не исправляются.Приобретя опыт, вы сможете создавать прекрасные и привлекательные изделия в домашних условиях.
Используя оборудование для холодной штамповки металла, можно создавать такие изделия:
- решетки оконные;
- элементов типа перил для лестниц, балконных козырьков;
- мебель для дома — кровати, стулья, столы;
- заборов и заборов;
- элементов: штативы для цветов, ароматы каминов.
В дизайне квартир использовано
При горячей ковке мастеру понадобится не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия.При холодном способе не нужно будет предварительно нагревать заготовку, да и сам процесс более экономичный. При обработке целой партии однотипных элементов в домашних условиях все можно делать по трафаретам. Так можно значительно сократить время изготовления и снизить трудозатраты. Иногда изделия приходится прогревать, в местах стыков стыков проводят прогрев, чтобы неровности не сработали. Начинающим мастерам рекомендуется перед началом работы хорошо продумать план выполнения, в нем будет стоить эскиз желаемого изделия.
Вернуться в категорию
Оборудование и инструмент кузнечные
Ручная оснастка для выполнения операций холодной штамповки включает в себя несколько элементов. Основные устройства, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутый;
- ;
- земной шар.
Фонарик
Некоторые названия могут показаться забавными, но для домашнего использования он вполне удобен.
Основным инструментом для работы является верстак, он предназначен для изменения формы металла.Применяется для изгиба изделия под нужным углом или дуговой гибки с разным радиусом.
Улитка чаще всего используется для укладки спирали из металлических стержней. Это оснастка для сгибания полос, стержней, квадратов не более 12 мм, труб и профилей до спиральных форм, изделий с различным радиусом и формой. При использовании такого инструмента нельзя ограничивать формуемую спираль в пределах радиуса и выставлять значение по необходимости.
Вилка — двухпроводная для сгибания валют, применяется для горячей и холодной ковки.Толщина сырья может быть при горячем способе максимум 16 мм, при холодном — 10 мм.
Инструмент «Фонарик» предназначен для изгиба металлических элементов. С его использованием обрабатывают металлические стержни диаметром 30 мм и менее или квадратные профили толщиной 16 мм и менее.
С помощью такого устройства, как волна, волнообразно изогнутые элементы. Используется для обработки труб круглого или шестигранного сечения и труб из профилей.
Twister напоминает фонарик, с помощью другого инструмента стержни можно крутить вокруг продольной оси.
Глобус позволяет сделать большую дугу квадратного профиля толщиной до 12 мм. При этом плавно загибаются и концы заготовки. Так создавайте различные выпуклые элементы декора.
Такой инструмент для холодной ковки совсем простой, поэтому часто можно встретить самодельные. Он на данный момент не уступает покупному.
Вернуться в категорию
Оборудование для ковки своими руками
Часто при работе уместнее становится изготовление самодельных станков для холодной ковки.Не каждый элемент полностью обрабатывается только ручным инструментом для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом автомате-улитке.
Если самодельный мастер изготовит изделие на самостоятельном проводнике, вещь получится уникальной, хотя по некоторым характеристикам и уступит той, что изготовлена в условиях промышленности. Когда планируется выполнить значительное количество деталей методом холодной ковки, целесообразно изготавливать кондуктор с электродвигателем.Так вы легко сможете облегчить рабочие задачи.
Необходимо будет обеспечить выполнение на машине основных видов работ — прядения, гибки, вытяжки. Эти приспособления можно комбинировать при создании кондуктора своими руками.
При срабатывании вытяжки заготовке придается определенная форма. Для этого его необходимо пропустить через пресс или ролики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовка изгибается под желаемым углом.Вы можете выполнить эту операцию с помощью шаблонов. Их необходимо сделать следующим образом: готовится эскиз детали, по которому затем выполняется прогон шаблона. На металлической пластине разводят локон, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляется в прорезь, второй фиксируется (в некоторых случаях можно просто придерживать). С помощью рычага получается воздействие на один из концов заготовки, который нужно протащить по всем изгибам на пластине, используемой в качестве шаблона.
Создавая шаблон, сварку швов необходимо проводить снаружи, иначе это помешает дальнейшему использованию изделия.
Многие мастера самостоятельно собирают не очень сложные приспособления, с помощью которых можно выполнять достаточно сложные изделия. Все зависит от рабочих навыков мастера. Чтобы разобраться в принципе работы, можно рассмотреть одну из похожих самодельных моделей.
Вернуться в категорию
Станок для ковки «Улитка»
С помощью этого устройства самоделки умеют выполнять самые разные спирали и кольца, волны, завитки.Чтобы изготовить такой ручной станок для холодной ковки, необходимо действовать по определенной технологии, включающей несколько этапов.
Перед сборкой каких-либо устройств, станков для художественной ковки или просто ручных инструментов необходимо выполнить эскизы, шаблоны, графические изображения будущего изделия. Если нет возможности сделать полноценные чертежи, то создайте шаблон, он вам поможет при последующих действиях.
Точнее, для разметки удобнее использовать миллиметровую бумагу.Нарисуйте на нем спираль, которая должна постепенно увеличивать радиус поворотов. Между ними должно соблюдаться одинаковое расстояние. Следует отметить, что такое условие необходимо выполнять только в тех случаях, когда требуется симметрия узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков — их обычно не больше 4 шт.
Обдумайте заранее и с какими заготовками придется работать. Шаг между витками нужно делать так, чтобы он немного превышал диаметр железных прутьев, иначе будет очень сложно вынуть готовую деталь из станка, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины 4 мм будет достаточно. Определение линейных размеров осуществляется исходя из габаритов будущих изделий. Для изготовления формы возьмите полосу металлическую толщиной 3 мм. С таким материалом можно работать ручными инструментами. Его просто согните к спирали на шаблоне с помощью обычных плоскогубцев.
Чтобы обеспечить полноценный рабочий процесс, вам нужно будет выполнить хорошую фиксацию одного конца заготовки.Здесь пригодится кусок прутьев, равный ширине полос. Для усиления рабочей площадки можно использовать верстак. Иногда в качестве стеллажа используется отрезок толстостенной трубы, при этом необходимо следить, чтобы усиленная конструкция не мешала другим видам работ. Для этого можно выбрать вариант, при котором вся сборка фиксируется в тисках. Главное — обеспечить максимальную надежность фиксации, ведь при холодной ковке физические усилия будут установлены немалые.
главная »Технологии» Станок нижних чертежей своими руками. Как сделать красивые изделия с помощью холодной ковки
Поставщики производителей деталей с холодной головкой
Список производителей деталей с холодной головкой
Как в процессе холодной штамповки, так и в процессе холодной штамповки производители формуют металлические изделия примерно при комнатной температуре.
Приложения и продукты
Используя производство холодной высадки, производители могут создавать широкий ассортимент изделий.Тем не менее, как правило, производители продукции с использованием операций холодной высадки изготавливают небольшие изделия и компоненты, такие как крепежные детали и электрические контакты. Крепежные элементы включают болты (болты с головкой под торцевой ключ, болты с квадратным подголовком, болты с шестигранной головкой и т. Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, винтовые крепежные детали (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.) И т. П. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные.Холодная штамповка в целом является менее практичным производственным решением для сложных деталей.
Продукция, подобная этой, пользуется большим спросом во многих отраслях, от авиакосмической и аппаратной до литья под давлением и сельского хозяйства.
Детали с холодной головкой — Abbott-Interfast Corporation
История
Люди занимаются холодной обработкой металла на протяжении тысяч лет. Например, первые люди ковали мягкие металлы, используя камни для создания инструментов и украшений.
В 1480 году Леонардо да Винчи набросал проект стана холодной прокатки.Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали. Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
В то время как обычные люди и производители занимались холодной формовкой металла все это время, только в 20 веке люди всерьез начали разрабатывать автоматизированные методы холодной обработки.
Во время Второй мировой войны Германия усердно работала над увеличением своих возможностей холодной обработки для своей армии. После того, как Германия потерпела поражение, американцы использовали то, что немцы разработали, для приложений у себя дома. Продукты холодной обработки, особенно из стали или нержавеющей стали, стали очень популярными среди американских потребителей. С начала 1950-х до конца 1960-х годов поставщики стали обработали в 10 раз больше холоднодеформированной стали, чем они имели до Второй мировой войны.
С тех пор технический прогресс в операциях холодной штамповки позволил производителям изготавливать более сложные детали, такие как свечи зажигания и оси. Технологический прогресс также позволил им производить эти детали с большей скоростью, чем когда-либо прежде. Дальнейшие достижения в области металлургии увеличили количество сплавов, которые производители могут обрабатывать без термической обработки, поэтому холодная высадка более прибыльна, чем когда-либо.
Подробности процесса
Точные методы производства могут отличаться, но почти все процессы холодной штамповки используют экстремальное давление.Для деформации материалов необходимо экстремальное давление. С помощью деформации производители деталей с холодной головкой могут придать металлу нужные характеристики.
На самом деле при приложении этого давления происходит следующее: сначала происходит пластическая деформация. Другими словами, он меняет форму. Во-вторых, в результате пластической деформации металл испытывает бесчисленные микроскопические дислокации. Это означает, что в основном кристаллическая структура перемещается.По мере того, как это происходит, движение атомов становится все более и более трудным, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Для начала производители холодной высадки выбирают материал и форму металла для работы. Обычно они работают с такими металлами, как сталь, нержавеющая сталь, алюминий, железо, латунь, медь и титан. Некоторые из наиболее распространенных форм заготовок, с которыми они работают, включают проволоку, пластину или лист.После того, как они определились с материалом и формой заготовки, производители могут начать процесс холодной штамповки / холодной высадки.
После завершения начального процесса холодной высадки производители могут перейти к одной или нескольким вторичным операциям. Некоторые из этих операций, которые они могут выполнять, включают прокалывание, калибровку, обрезку, заострение и / или накатывание резьбы. После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как исправление, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
Конструкция
Чтобы обеспечить правильную поставку ваших холодноголовых деталей, производители должны учитывать такие факторы, связанные с конструкцией, как требуемая прочность, требуемая коррозионная стойкость, требуемые размеры, сложность, стандартные требования, объем запросов и т. Д. На основе этих соображений , они могут выбрать подходящий материал (-ы) и процесс (-ы) для вашего приложения.
Когда дело доходит до дизайна, производители холодноголовых деталей имеют изрядное количество вариантов. Хотя они не всегда могут создавать столь же замысловатый дизайн, как при горячей штамповке, они все же могут, например, выбирать из множества форм головы (например.грамм. круглые головки, шестиугольные головки) и элементы корпуса (например, конусы, резьба, канавки, ступеньки и т. д.).
Используемое оборудование
Есть много различных машин, которые могут использовать производители металла для холодной обработки металла. Примеры включают в себя профилегибочные машины, холодные подборщики, штампы и пуансоны.
Профилегибочные машины состоят из ряда тяжелых стальных валков или роликовых штампов. Машины используют их для сглаживания металлических полос до точной толщины. Пропуская полосы между ними определенное количество раз, машины также создают заданные формы на металлических поперечных сечениях.
Холодные коллекторы позволяют рабочим создавать более сложные металлические формы с квадратами, смещениями и т. Д. Чтобы уменьшить размер металла и придать ему дополнительную прочность, в коллекторах холодного монтажа используется несколько штампов. Так производители формируют выступы, лыски, ребра и другие формы.
Плашки являются важными компонентами практически любого типа оборудования для холодной штамповки. Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Пуансоны — еще один важный формовочный инструмент.Производители используют их для передачи усилия от станка к производимой детали. Усилие пуансона должно быть больше максимального предела упругости металла, чтобы металл постоянно деформировался в форме пуансона.
Варианты и аналогичные процессы
Среди множества различных методов холодной обработки, используемых производителями при изготовлении деталей с холодной головкой, являются холодная экструзия, холодная прокатка, холодное волочение, орбитальное формование, холодная ковка, холодное формование, гидроабразивная резка и ударная экструзия. .
Холодная экструзия — это процесс, во время которого производители используют экстремальное давление, но не нагревают, для проталкивания металлических материалов через отверстия в головке с заранее заданной формой. Холодная экструзия лучше всего работает с более мягкими металлами, такими как олово и алюминий. Без тепла формование более твердых металлов, например стали, требует больших затрат труда.
Профилирование методом холодной прокатки — один из самых популярных видов холодной обработки давлением. Вообще говоря, это процесс гибки. Во время холодной прокатки производители пропускают металлические заготовки через пару роликов, которые входят в состав машины холодной прокатки.Когда металл проходит через ролики, он равномерно расплющивается, так что вся деталь имеет одинаковую толщину.
Холодное волочение — еще один чрезвычайно популярный процесс холодной штамповки. Это похоже на холодную экструзию, за исключением того, что во время холодного волочения машина / операторы протягивают металл, а не проталкивают его. Для выполнения холодного волочения производители выбирают стержень или металлический элемент, который был опилен или забит до точки, затем помещают его в матрицу для протягивания через машину. По мере продвижения через матрицу металл растягивается по длине и сжимается в диаметре, принимая желаемую производителями форму.
Орбитальная формовка — это метод, при котором производители металла с холодной головкой используют орбитальный инструмент. Орбитальный инструмент вращается на фиксированный угол, когда он вдавливается в металл. В то время как формирование орбиты требует нескольких проходов для постепенного завершения формирования головы, процесс занимает от 1,5 до 3 секунд. Орбитальная формовка имеет очень узкую направленность, и чаще всего производители используют ее для крепления. Они не ограничиваются только холодной высадкой, но также могут включать развальцовку, обжимку, формовку или венцовку детали крепежной детали.Орбитальная формовка также известна как радиальная клепка, вращение или клепка с вращением.
Холодная штамповка — это любой процесс механической обработки или формовки, во время которого производители формуют металл путем его сжатия внутри полости. Холодная высадка попадает в эту категорию.
Холодное формование — это любой процесс формования, например литье под давлением, во время которого производители не нагревают металлический материал или полость формы. Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Гидроабразивная резка — это процесс, в ходе которого производители выполняют чистую резку, используя струи воды под высоким давлением. Такие компании, как Cold Jet, специализируются на оборудовании для гидроабразивной резки и обработке компонентов.
Ударная экструзия — это процесс, во время которого производители формуют металл, используя силу чего-то вроде штамповочного пресса или штифтов и экстремального давления. Ударная экструзия лучше всего работает с мягкими металлическими материалами, такими как олово, латунь, алюминий и т. Д.
Преимущества
Когда производители решают использовать процесс холодной обработки, как для потребителей, так и для производителей есть много преимуществ.Процессы горячего формования обычно требуют много энергии для создания экстремальных температур, поэтому холодное формование, как правило, намного дешевле и эффективнее. Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно значительное снижение затрат, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Поскольку холодногнутые детали настолько прочные и долговечные, они могут даже не требовать дополнительных операций чистовой обработки во время производства. Закалка, которую испытывает металлическая деталь из-за многократного давления во время холодной штамповки, увеличивает прочность на разрыв. В отличие от процессов горячей штамповки, которые могут изменять размеры материала из-за расширения, вызванного нагреванием, холодная штамповка является точной. Это связано с тем, что при холодной штамповке используется постоянная температура.
Холодная высадка — популярная альтернатива обработке винтов (процесс, который производители используют для создания не только винтов).Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
Недостатки
Потенциальным недостатком холодной штамповки является то, что она может увеличить внутреннее напряжение объекта или куска металла. Вот почему производители используют отжиг, который позволяет им смягчить металл и снизить напряжение. Иногда производители чередуют холодную штамповку и отжиг в процессе производства, чтобы получить правильный баланс между заготовками и крепежными изделиями.
На что следует обратить внимание
Если вы находитесь на рынке холодноголовых деталей, лучше всего обратиться к опытному поставщику, у которого есть магазин, где они используют различные станки и инструменты для холодной обработки. Найдите такого производителя, проверив поставщиков запчастей для холодной головки, которых мы перечислили на этой странице.
Выясните, какой поставщик запчастей предлагает услуги, которые лучше всего соответствуют вашим потребностям, сначала записав эти потребности на бумаге. Не забудьте указать такие детали, как ваш бюджет, крайний срок доставки и объем ваших запросов.Записав свои спецификации, просмотрите профили различных компаний, перечисленные на этой странице. Сравните и сопоставьте их соответствующие предлагаемые услуги с теми, что в вашем списке. Исходя из этого, выберите три или четыре, которые, по вашему мнению, являются вашими лучшими потенциальными совпадениями. Обратитесь к каждому из них, чтобы подробно обсудить вашу заявку. И, наконец, выбирайте наиболее подходящий для вас, исходя из того, какие производители предлагают не только лучшие предложения, но и лучшее обслуживание клиентов. Удачи!
Информационное видео о деталях с холодным концом
ITAMI | Hariton Machinery Company, Inc.
Очистители воздуха
Сборочные машины
Машины для изготовления болтов
Станки для изготовления болтов, 4 матрицы
Холодный заголовок, открытый штамп, 1 штамп 1 удар
Холодный заголовок, открытый штамп, 1 штамп 2 выдув
Холодная жатка, роликовая жатка
Холодновысадочная головка, цельный штамп, 1 штамп, 1 удар
Холодновысадочный штамп, цельный штамп, 1 штамп, 2 выдув
Холодные заголовки
Точилки для сверл
Сверла
Кормушки
Ковочные прессы
Формеры, Hot Nut
Шестерни хобберы
Шлифовальные машины
Шлифовальные машины, цилиндрические, универсальные
Шлифовальные машины, Поверхность
Заголовки, мяч
Заголовки, удар, 2 штампа, 2 удара
Заголовки, удар, 2 штампа, 3 удара
Заголовки, удар, 2 штампа, 4 удара
Заголовки, прогрессивные, 3 кубика
Заголовки, прогрессивные, 4 кубика
Заголовки, прогрессивные, 5 кубиков
Заголовки, стержень
Заголовки, полутрубные
Обогреватели, Проволока
Инспекционные машины
Токарные станки, Скорость
Токарные станки, Инструментальный цех
Фрезерные станки, инструмент
Разное
Коллекционеры тумана
Заголовки для гвоздей
Гвоздильные станки
Гайковерты
Гайки
Упаковочное оборудование
Формирователи деталей
Формирователи деталей, 5 штампов
Формирователи деталей, 6 штампов
Машины для изготовления штифтов
Указатели, Болт
Прессы, Зубофрезерные
Прессы, О.Б.И.
Прессы, прямая сторона
Кольцевые ролики
Пилы
Пилы, ленточные, горизонтальные
Бритвы
Ножницы, пластина
Слоттеры
Слоттеры, Головка
Слоттеры, хвостовик
Выпрямители
Сваджеры
Ролики с резьбой
Станки для нарезания резьбы, Узел сборки шайб Sems
Станки для нарезания резьбы, Ролики с плоской матрицей, Автоматическая подача
Станки для нарезания резьбы, Ролики с плоской матрицей, Ручная подача
Резьбонарезные станки, резьбонарезные ролики, цилиндрические матрицы
Нарезные машины, резьбонарезные ролики, планетарная матрица
Оборудование инструментального цеха
Триммеры
Заголовок трубчатой заклепки
Разматыватели
Нарушители
Шайбы
Сварщики, стыковые
Проволочные Буллблоки
Проводные непрерывные указатели (предварительная отрисовка)
Средство для удаления накипи для проводов
Проволочные ящики
Формовка проволоки (и четыре ползуна)
Проволока Машины, Формовка
Выпрямители и отрезные станки для проволоки
Услуги по ковке металла | Федеральная группа США
Общие методы ковки
Капельная ковка — это процесс падения большого молотка на нагретый металл для придания ему формы штампа.Некоторые штампы представляют собой формы с различными формами, в то время как другие имеют плоскую поверхность. Двумя наиболее часто используемыми методами штамповки являются штамповка в открытых штампах и штамповка в закрытых штампах.
При ковке на прессе вместо молотка применяется пресс для приложения усилия. Пресс движется с меньшей скоростью по сравнению с молотком, что позволяет ему проникать глубже в материал. Металлическая заготовка воздействует равномерно.
По сравнению с штамповкой методом штамповки штамповка дает много полезных преимуществ. Он обеспечивает большую точность и производительность, что делает его пригодным для обработки крупных деталей.Некоторые прессы автоматизированы, что снижает трудозатраты и общие затраты. Это также более экономичное решение для крупносерийного производства.
Валковая ковка — это еще один процесс ковки, который в основном используется для производства стальных стержней и длинных деталей. В процессе ковки используются два цилиндрических валка, которые деформируют пруток. Нагретый материал проходит через цилиндрические валки до достижения желаемой формы и размера. Это приводит к меньшим отходам материала по сравнению с некоторыми методами ковки методом капельной ковки и обеспечивает благоприятную зернистую структуру.
Сравнение ковки в закрытых штампах и открытой штамповки
Традиционная кузнечная ковка — это разновидность открытой штамповки. Этот процесс требует, чтобы заготовка была помещена между двумя поверхностями, такими как наковальня и молоток. Молоток ударяет по заготовке, образуя ее.
Современная ковка в открытых штампах часто включает использование двух штампов. Заготовка зажата между матрицами, но никогда не ограничивается полностью. Преимущества выбора открытой штамповки:
- Непрерывный поток зерна
- Снижена вероятность дефектов
- Повышенная прочность и сопротивление усталости
- Более мелкозернистая структура
Закрытая штамповка (штамповка) сжимает заготовку в штампе, который содержит полости.Заготовка удерживается в матрице. При приложении силы металл заполняет пространство в полости матрицы. Когда металл сжимается, излишки материала вытесняются из штампа, создавая заусенцев. После ковки детали вспышка снимается. Этим методом можно изготавливать детали массой до 25 тонн. Он также позволяет получать почти чистые формы, что ограничивает необходимость в отделке.
Когда следует подумать об использовании ковки металла?
Ковка является жизненно важной частью нашей экономики, поскольку детали, которые выковывают для использования в таких областях, как национальная оборона, автомобилестроение, добыча металлов и нефти, даже хирургические и стоматологические инструменты могут быть изготовлены из кованого металла.Ковка используется на протяжении тысячелетий и продолжает предоставлять решения для отраслей по всему миру. Ковка может привести к экономии затрат по сравнению с другими процессами изготовления металла. Эти методы также подходят для использования с различными материалами. Тем не менее, нержавеющая сталь и железо остаются наиболее часто используемыми материалами.
Наши возможности по ковке металла
Кузнечные заводы The Federal Group USA оснащены современными прессами, в том числе:
- Механический пресс
- Гидравлический пресс
- Пресс шнековый
В механическом прессе используются кривошипы и клеванты для создания заданного хода.Механический пресс работает быстрее по сравнению с гидравлическим прессом, в котором для создания силы используется поршень и давление жидкости. Однако гидравлический пресс обеспечивает большую гибкость и производительность.
Эти прессы позволяют нам ковать вес от двух унций до более чем 100 фунтов. Наши производственные мощности позволяют нам использовать различные методы ковки, в том числе ковку чистой формы и ковку почти чистой формы.
Если вы рассматриваете проект по ковке металла, вам может быть полезна наша статья, в которой сравниваются отливки и поковки.Вы также всегда можете связаться с The Federal Group USA по электронной почте или позвонить нам по телефону (800)759-2658, чтобы получить дополнительную информацию о наших возможностях ковки металла или запросить ценовое предложение.
Преимущества крепежа с холодной головкой
Размещено APM Hexseal
Что такое детали с холодным концом?
Холодная высадка — это производственный метод, в котором используются методы холодной штамповки для быстрого и эффективного производства стандартных и нестандартных крепежных изделий и компонентов.Детали и изделия, произведенные с помощью этого метода, называются «холодноголовыми».
Процесс холодной высадки включает использование машины для холодной высадки, которая содержит ряд специализированных молотков и штампов. Предварительно нарезанная проволока, также известная как заготовка, вставляется в станок, где молотки и плашки придают ей деталь желаемой формы. Как следует из названия, для операций холодной высадки нагревание не требуется, и вся формовка деталей может выполняться на холодном металле.
Некоторые из ключевых характеристик процесса холодной высадки включают:
- Отходы материалов практически отсутствуют. Первоначальная заготовка нарезается примерно до того же объема, что и конечный продукт, и процесс формования выполняется с помощью штампа, а не путем нарезания сырья желаемой формы и формы. Эти технологические качества позволяют использовать практически все сырье в процессе формования.
- Универсальность. Холодная высадка может использоваться для производства различных деталей и продуктов, от небольших крепежных деталей (таких как винты, заплечики, проушины и шайбы) до более крупных металлических компонентов.
- Снижение себестоимости продукции . Процесс холодной высадки намного более рентабелен, чем процесс механической обработки, что делает его привлекательным экономическим решением.
Решения для повышения производительности
По сравнению с крепежными изделиями, изготовленными с помощью других методов производства, крепежные изделия с холодной головкой обладают превосходными характеристиками. Эта характеристика во многом проистекает из перестройки структуры зерна сырья, которая происходит во время процесса холодной высадки.Это изменение материала приводит к получению конечных продуктов, которые демонстрируют большую долговечность и прочность на разрыв.
Укупорочное оборудование, произведенное методами холодной высадки, также демонстрирует улучшенные герметизирующие свойства. В APM Hexseal наши уплотнительные винты имеют холодную головку, что гарантирует защиту чувствительного оборудования от внешних загрязнений.
Преимущества использования крепежа с холодной головкой
Использование процесса холодной высадки для формирования крепежных изделий дает ряд преимуществ, в том числе:
- Меньше материальных отходов. Как обсуждалось ранее, при холодной высадке отходы материала практически отсутствуют. На практике это означает значительную экономию материала — от 60 до 70%.
- Повышенная прочность на разрыв. Частично из-за оптимизированного потока зерна компоненты с холодной головкой обычно имеют более высокий предел прочности на разрыв, чем детали, изготовленные с помощью других методов производства. Такое качество процесса позволяет изготавливать более прочные и надежные детали и изделия.
- Повышение эффективности производства. Холодная высадка позволяет увеличить скорость производства, что делает его пригодным для производства больших партий. Кроме того, этот процесс позволяет производителям объединять сборки, состоящие из нескольких частей, в единицы, состоящие из отдельных частей, что может привести к значительной экономии материалов, рабочей силы и производства.
- Больше универсальности дизайна. Холодная высадка подходит для конструкций любых форм, размеров и сложности. В зависимости от используемых штампов даже очень сложные геометрические формы могут изготавливаться с очень жесткими допусками.
Узнайте больше от экспертов APM Hexseal
В APM Hexseal мы проектируем и производим широкий ассортимент уплотнительных крепежей и метизов. Как и все детали с холодной головкой, наши уплотнительные винты прочны, долговечны и экономичны.
Чтобы узнать больше о наших предложениях по продуктам или приобрести наши холодные продукты, свяжитесь с нами или запросите коммерческое предложение сегодня.
Еще лучше.
Холодная высадка | FINECS Co., Ltd.
Следующие ссылки предоставляют вводные сведения о методах обработки, используемых при производстве клемм и выводов из проволоки.
Примеры продуктов FINECS
Холодная высадка
Холодная высадка (холодная штамповка, холодная штамповка), основная технология FINECS Group, представляет собой метод обработки металла, при котором металлическому материалу придают форму путем приложения соответствующей силы. «Холод» при холодной высадке означает, что рабочий процесс приобретает заданную форму при обычных температурах только за счет ударов, растяжения, изгиба и / или других силовых приложений без нагрева материала для деформации.
В FINECS мы производим все инструменты самостоятельно, что позволяет нам предлагать более высокую точность при меньших допусках по сравнению с обычными процессами.Кроме того, мы разработали нашу технологию для производства почти без заусенцев.
Основным преимуществом холодной высадки по сравнению с механической обработкой и другими методами формования, включающими удаление материала, является крупносерийное производство на высокой скорости.
Помимо различных других процессов холодной высадки, мы в FINECS специализируемся на высадке из проволоки или катанки и предлагаем различные компоненты для потребительских товаров, автомобильных запчастей и медицинского оборудования.
Способы холодной высадки и другой обработки
Сравнение с штамповкой
・ Без штамповки материала = без потери материала.
・ Стоимость инструмента ниже.
Сравнение с резкой
・ Производство без резки = отсутствие обрезков
・ Возможно быстрое крупносерийное производство
Заготовка и ковка
В металлообработке при обычных температурах (холодная обработка металлов) термины «ковка» и «товарная позиция» имеют одно и то же основное значение. При обработке металла путем приложения давления для придания материалу желаемой формы слово «ковка» часто используется для обозначения увеличения механической прочности при одновременном достижении желаемой формы за счет деформации, поскольку термин «ковка» традиционно используется.Заголовок, который представляет собой аналогичный процесс металлообработки с использованием высокого давления, называется обработкой заголовка (формованием) и в основном используется для создания форм, подобных головкам винтов.
Как видите, оба термина почти идентичны по своему значению, но общий способ их разделения — это направление давления, добавляемого к материалу: во время направления давление применяется горизонтально, чтобы придать материалу форму, а во время ковки — это давление. входит вертикально.
Холодная высадка / ковка и горячая высадка / ковка
Заголовок и ковка классифицируются в зависимости от температуры материала во время обработки.
Хотя холодная высадка (ковка) выполняется при комнатной температуре, существуют также методы горячей или горячей высадки, при которых к материалу перед фактической обработкой прикладывают тепло.
Поскольку все эти методы обладают преимуществами и недостатками друг перед другом, правильный выбор метода должен быть сделан в зависимости от желаемого применения продукта.
Холодная высадка (холодная штамповка)
・ Преимущества: высокая точность, высокая скорость, гладкая поверхность
・ Недостаток: сложные формы сложны
Горячая высадка (горячая штамповка)
・ Преимущество: возможны сложные формы
・ Недостатки: менее точная, медленная обработка, шероховатая поверхность
Теплая рубка (теплая поковка)
Поскольку температура находится посередине между двумя другими методами, то же самое касается его преимуществ и недостатков
В FINECS мы производим только продукцию для холодной высадки.
Заготовка и прокат
Процесс прокатки также называют ротационной ковкой. Во время этого процесса материал деформируется под действием давления при вращении материала. Обычно головная часть болта изготавливается путем заглубления, а резьбовая часть — путем накатывания.
В FINECS мы производим только продукцию для холодной высадки.
Материалы головных частей
В этом разделе описаны основные классы металлов, используемых при холодной высадке.
Металлические сплавы на основе меди (Cu)
Медь (Cu) занимает второе место среди чистых металлов по электропроводности при комнатной температуре (первое место занимает серебро (Ag), за ним следуют Cu и золото (Au)).Он доступен по относительно низким ценам по сравнению с другими электропроводящими металлами, поэтому он широко используется в производственных процессах для производства электрических контактных выводов.
Для улучшения основных свойств меди, упомянутых выше, для конкретных применений, в заголовочном процессе используются различные сплавы на основе меди.
Чистая медь
Чистая медь не содержит никаких дополнительных легирующих элементов, что демонстрирует высокую удельную электропроводность меди, хотя по прочности она уступает другим медным сплавам.
Разновидности чистой меди, используемые в процессах товарных позиций, включают электролитическую медь с твердым пеком (C1100), которая сохраняет 0,02-0,05% содержания кислорода для детоксикации любых примесей, которые могут повлиять на проводимость, и бескислородную медь (C1020), очищенную для удаления максимальное загрязнение кислородом, чтобы избежать водородной хрупкости, что является недостатком электролитической меди с твердым пеком.
Латунь
Латунь — это сплав меди (Cu) и цинка (Zn). По мере увеличения содержания Zn он становится тверже, но при этом становится более хрупким.Он обеспечивает хорошую обрабатываемость для различных нужд технологического процесса с регулировкой соотношений легирующих добавок. Следовательно, латунь используется не только для электрических деталей, но и для крупногабаритных автозапчастей и головных частей для строительства зданий.
В основном широко используются C2600 (70% Cu и 30% Zn) и C2700 (65% Cu и 35% Zn).
Фосфорная бронза
Этот сплав меди (Cu), олова (Sn) и небольшого количества фосфора (P) представляет собой разновидность бронзы. Отличается высокой механической прочностью и пружинными характеристиками.Он также обладает превосходной износостойкостью и немагнитен, поэтому находит широкое применение в пружинах, переключателях, зубчатых передачах и других головных частях для различных типов электронного оборудования.
Другие сплавы меди
Другие сплавы, такие как Corson, также привлекают внимание благодаря своей упругости и более высокой электропроводности.
Черные металлы
нержавеющая сталь
Нержавеющая сталь — это стальной сплав с минимальным содержанием хрома 10,5% по массе, добавленным к основному компоненту Fe для предотвращения коррозии.Содержащийся хром связывается с кислородом воздуха, создавая на поверхности защитный пассивирующий слой и тем самым обеспечивая более высокую коррозионную стойкость.
Металлы прочие
Алюминий
Алюминий легкий, его относительная плотность примерно на 35% меньше, чем у железа, а также превосходные показатели теплопроводности, электропроводности и простоты обработки. Он создает защитную пленку из оксида в воздухе и, как следствие, обеспечивает более высокую устойчивость к коррозии. Чистый алюминий имеет низкую прочность, поэтому алюминий часто используется в виде алюминиевых сплавов.Алюминий широко используется в заклепках и других головных частях.
Драгоценные металлы
Драгоценные металлы, такие как золото (Au) или серебро (Ag), часто используются в качестве припоя.
Способы обработки головных частей
В процессе холодной высадки головные части изготавливаются с помощью комбинации «штампов», вызывающих деформацию путем приложения силы непосредственно к рассматриваемому материалу, и «штампов», удерживающих материал.
Пуансоны и матрицы доступны в различных исполнениях для различных форм материалов и конечных намеченных форм.Они объединены для выполнения самых разнообразных заголовочных работ, как указано ниже.
Обеспокоенность
Осадка относится к заголовочному процессу удара по материалу, удерживаемому в штампах, пуансоном в продольном направлении для уменьшения длины материала при соответствующем увеличении диаметра.
Применяется для обработки головных частей заклепок, болтов и других головных частей.
Прямая экструзия
Материал помещается на матрицу, которая уже, чем исходный диаметр материала, и затем ударяется пуансоном, чтобы пропустить его через матрицу и уменьшить ее диаметр, одновременно увеличивая длину материала.
Обратная экструзия
Материал, удерживаемый в штампах, поражается пуансоном, имеющим меньший диаметр, чем диаметр штампа и материала. Материал перетекает в пространство между штампами и пуансоном, образуя чашеобразную форму.
Используется, например, при изготовлении стержней для глухих заклепок.
Обработка холодной высадки Обработка холодной высадки (тонкие изделия) Обработка холодной высадки (штифты с фланцами)
Виды отгрузки
| Свободного типа | Тип катушки | Патронташи типа | Рельефный тип |
Покрытие
В рамках нашей деятельности, связанной с электрическими контактами, мы выполняем различные виды гальваники.
Для получения дополнительной информации щелкните ссылку ниже.
Перейти к : Обработка поверхности (гальваника)
Инспекционная система
Постоянная тенденция к миниатюризации электрических компонентов в последние годы привела к еще более строгим требованиям к качеству материалов, условий поверхности и готовой продукции в целом. Соответственно, чтобы максимизировать наши аналитические возможности, мы внедрили новейшее аналитическое оборудование и установили аналитическую систему, где мы ежедневно расширяем наши возможности, чтобы делать оптимальные предложения на основе данных для наших клиентов, тем самым обеспечивая высочайшие стандарты качества.
Заявки на головные части
Компоненты, производимые Heading, можно найти в самых разных сферах применения.
Электронные компоненты
Потребительские соединители, диоды, контрольные щупы, пружинные соединители, клеммы теплового излучения для подложек, корпуса полупроводников и многое другое.
Автомобильные компоненты
ЭБУ, силовые модули, дверные переключатели, приводы электрических стеклоподъемников, фары, задние фонари, микрофоны, генераторы переменного тока, аккумуляторные батареи и многое другое.
Детали медицинского оборудования
Разъемы для медицинского оборудования, компоненты для подложек и др.
Крепежные детали
Компоненты, такие как заклепки, используемые для крепления или фиксации материалов.
Для получения информации о других продуктах FINECS воспользуйтесь одной из следующих ссылок.
Перейти к поиску по категории продукта
Перейти к : Поиск по форме продукта
Заготовка
Группа FINECS проектирует и производит собственные проходческие машины, которые работают полностью автоматически.
Кроме того, все штампы, пуансоны и другое инструментальное оборудование также производятся на собственном производстве, что позволяет нам реализовать еще более точное производство с более узкими допусками, чем когда-либо прежде, и все это по разумным ценам.
Автоматическая производственная машина
Способы обработки, применяемые при производстве головных деталей
Далее мы опишем основные процессы изготовления заголовков.
История в процессе становления | Ковка
Вы узнаете ориентир, когда видите его.Вспомните, например, Статую Свободы. Нет ничего подобного. Он доминирует над своим окружением и определяет деятельность вокруг него. Подобная достопримечательность также будоражит воображение людей, находящихся рядом с ней. Это наполняет их гордостью, пониманием того, кто они есть и своей цели.
В обоих случаях у Alcoa есть такой знаковый знак — ковочный пресс мощностью 50 000 тонн в Кливленде. 12-этажная машина олицетворяет историю этой операции, и теперь, когда она была восстановлена после трехлетней программы модернизации стоимостью 100 миллионов долларов, «50» символизирует изобретательность дизайнеров, техников и операторов Alcoa. считает, что можно выделить его как производителя ответственных деталей.
Реконструкция пресса Alcoa мощностью 50 000 тонн потребовала производства 14 массивных отливок из высокопрочного чугуна, включая самую крупную из когда-либо отлитых деталей из высокопрочного чугуна. Компания Siempelkamp произвела эту конструкцию высотой 36139 футов и весом более 300 тонн, разлив пять ковшей жидкого чугуна (расчетная 1350 ° C) за 120 секунд. Ковкий чугун менее подвержен пористости и микротрещинам, чем сталь.
«Наша культовая печатная машина сыграла неотъемлемую роль в богатой истории Alcoa и будет не менее важным компонентом будущего роста и успеха нашей компании», — заявил президент Alcoa Forgings and Extrusions Эрик В.Рогнер на недавнем инаугурационном мероприятии. «Это жизненно важно не только для нашего бизнеса, клиентов и сотрудников, но и для непрерывного роста и стабильности наших производственных операций».
История прессы была бы легендарной, даже если бы она не была основана на фактах. Подробности, записанные Американским обществом инженеров-механиков, которое более 30 лет назад обозначило 50-ю станцию как национальный исторический памятник машиностроения, напоминают о том, что во время Второй мировой войны офицеры разведки союзников пришли к выводу о том, что необходимость в критических способах ковки была обнаружена во впечатляющем, но легком монолитном корпусе. структуры, найденные в сбитом немецком самолете.После войны были обнаружены прессы, на которых производились эти компоненты, но самый крупный немецкий пресс — 30 000-тонный — был захвачен советскими войсками. Это стимулировало принятие Закона об оборонном производстве и создание Программы тяжелой прессы Министерства обороны США. При федеральной спонсорской поддержке программа Heavy Press построила четыре машины для производства компонентов, необходимых для адекватной программы противовоздушной обороны в период холодной войны. Два из этих прессов — 50 и его компаньон, 35 000-тонный пресс, входящий в состав «Air Force Plant 47», — были установлены на заводе в Кливленде, генеральным подрядчиком выступила Alcoa.
Модель 50 была построена компанией Mesta Machine Co. в Вест-Хомстеде, штат Пенсильвания, и открыта в мае 1955 года. Двадцать четыре массивных стальных отливки обрамляли конструкцию на высоте 87 футов от основания до пика, с двумя «стульями», несущими две нижние части основания. и две верхние части основания. Подвижный штамповочный стол высотой 1226 футов, удерживающий нижний штамповочный штамп, был прикреплен к базовым секциям. Максимальный ход пресса составлял шесть футов. Гидропневматика (вода и небольшой объем растворимого масла) использовалась для создания давления 4500 фунтов на квадратный дюйм из восьми цилиндров, чтобы создать силу в 50 000 тонн, давшую название прессу.
Готовые отливки охлаждались в формах до четырех недель, а затем обрабатывались на высокопроизводительных установках, способных обрабатывать детали с длиной зажима до 22 метров. Siempelkamp утверждает, что является единственным производителем прессов, способным изготавливать крупногабаритные отливки из высокопрочного чугуна и обрабатывать их на месте.
Восемь колонн из кованой стали обрамляли конструкцию, которую Рёгнер недавно назвал замечательным примером машиностроения, «еще до того, как существовала вся наука о механике разрушения, до анализа методом конечных элементов, и особенно до очень продвинутых инструментов статистического отбора проб и моделирования, доступных сейчас.
«Используя свои правила слайдов и таблицы, они выяснили, что, по их мнению, будет« жизнью »прессы», — пояснил он, добавив, что они были впечатляюще близки к определению пределов отказов оригинальной прессы.
Конечно, текущая история разворачивается из-за неудачи. В третьем квартале 2008 года в основных отливках пресса была обнаружена серия трещин. Это не было полной неожиданностью — Рёгнер сообщил, что в 1970-х годах в одной из колонн была обнаружена трещина, а пресс был разобран и перестроен с новыми колоннами в соответствии с нынешними конструкторскими разработками — но с учетом финансового хаоса последнего времени. 2008 год, и особенно падение цен на алюминий, подарил Alcoa то, что могло быть экзистенциальным кризисом.К большому облегчению многих заказчиков из оборонной и коммерческой авиакосмической отрасли никогда не рассматривали отказ от ремонта 50-го, но нужно было что-то предпринять, чтобы восстановить этот знаковый элемент производственного оборудования.
Рёгнер обрисовал выбор, с которым столкнулась Alcoa: «Мы рассматривали варианты, — начал он. «Соедините все вместе: есть вещи, которые вы можете сделать с отливкой, чтобы просверлить, сварить, сшить, укрепить, скрепить и все такое», — начал он.
«Начните заново и создайте что-то полностью с нуля, — продолжил он, — или используйте все, что у нас есть здесь, но перепроектируйте и улучшите то, что у нас есть.”
Экономика + экспертиза
По его словам, на решение о выборе последнего варианта повлияли два фактора: 1) экономические показатели этого плана были наиболее благоприятными; и 2) богатый опыт инженеров и операторов Alcoa представил то, что Рёгнер назвал «истинным отличием» в плане производителя по проектированию всех своих технических и производственных возможностей, выявлению коммерческих возможностей и решению проблем клиентов.
Решение о перестройке должно было стать облегчением для таких клиентов, как Boeing, Lockheed Martin, Airbus и других, у которых есть уверенность в том, что обновленные 50 будут доступны в ближайшие десятилетия.«Он не только может делать то, что не может сделать ни одна другая кузница, но и, если вы принимаете решение о программе создания самолетов, вы почти уверены, что она продлится еще 30, 40 или 50 лет», — заметил Рогнер. «Я бы сказал, что, за очень немногими исключениями во всем мире, это будет не только одна из самых функциональных, но и одна из самых надежных кузниц, что важно для наших клиентов».
Решение восстановить 50 было только первым шагом. К середине 2009 года Alcoa начала строить планы переназначения производственных программ на «35».’Также был проведен технический анализ, чтобы подтвердить, что машина меньшего размера сможет поддерживать увеличенный рабочий цикл в течение двух или более лет. Подтвердив это, и при отсутствии непреодолимых препятствий и при финансовой поддержке совета директоров Alcoa, в начале 2010 года была начата программа реконструкции для 50 компаний.
В проекте стоимостью 100 миллионов долларов, естественно, участвовало более 50 человек. Вспомогательное оборудование и системы, в том числе печи и манипуляторы, пришлось обновить и оптимизировать для работы с новой технологией.
Самирон Мондаль, директор по продажам подразделения металлообработки немецкой пресс-строительной компании Siempelkamp Maschinen- und Anlagenbau GmbH, объяснил, что особой задачей проекта реконструкции была работа с существующим фундаментом и повторное использование колонн и цилиндров. «Для Зимпелькампа это означало, что все детали должны были уместиться в существующий пресс« с самого начала », — вспоминал он. Но, помимо этих факторов, новая машина должна была соответствовать самым передовым инженерным стандартам и поддерживать то, что он назвал «устойчивой к усталости».”
Mondal также отметил, что еще одним расчетным условием было то, что вес отдельных отливок нового пресса не мог превышать 250 тонн из-за максимальной грузоподъемности крана цеха.
Полученная конструкция имеет высоту чуть более 86 футов (26,3 метра), из которых почти 37 футов (11 м) находятся ниже уровня земли, а остальные возвышаются более чем на 50 футов (26,3 м) над полом.
Новый пресс имеет размер штампа 10,526,3 (3,28 м), отметил руководитель Siempelkamp. Усилие прессования, естественно, составляет 50 000 тонн (450 МН), а гидравлическая система работает до 320 бар.Помимо различных алюминиевых сплавов, Alcoa может обрабатывать сплавы Inconel, титана и стали.
Siempelkamp заслужил похвалы компании Roegner за свою партнерскую роль. «Мы осмотрелись, мы прошли весь процесс», — признал он. Но «Зимпелькамп» не только лучший в «чистом» наборе вещей, которые необходимо сделать — от модернизации до производства деталей очень качественным способом, через логистику и сборку, и поддержка — но, поскольку у нас были такие хорошие и основанные на доверии, долгосрочные отношения с ними, и они знают нас, и мы знаем их, это был простой выбор — продолжить работу с Зимпелькампом.”
Например, опыт немецкой компании в области литья высокопрочного чугуна позволил компании Alcoa выбрать этот более требовательный, но более структурно надежный материал (менее склонный к пористости и микротрещинам) для изготовления 14 гигантских отливок, образующих каркас нового пресса.
По словам Мондаль из Зимпелькампа, выбор высокопрочного чугуна вместо стали был сделан довольно быстро. «Alcoa использовала 18 других прессов (построенных) для производства высокопрочного чугуна, и у нее никогда не было проблем с ними», — сказал он.«Ковкий чугун, помимо преимуществ, обладает очень хорошими впитывающими характеристиками».
Однако размер отливок из высокопрочного чугуна, необходимых для модели 50, мог вызвать определенные трудности. «Зимпелькамп сказал, что для них нет ничего слишком сложного. Фактически, для этого проекта они отлили самую крупную конструкционную чугунную отливку, которая когда-либо была отлита », — напомнил руководитель Alcoa.
Mondal подтвердил, что Siempelkamp имеет опыт в разработке и производстве компонентов из высокопрочного чугуна, поэтому он был полностью способен разрабатывать детали, которые «оптимизированы по весу, почти не режут, устойчивы к усталости и адаптированы к нагрузкам, вызываемым нагрузкой.”
Отбор проб подтвердил целостность новых отливок. «У нас не было ни одного неудачного кастинга», — отметил Рогнер. «Фактически, все они были в пределах допусков, которые мы хотели».
К выбору гидравлики для нового пресса был привлечен еще один стратегический партнер, Hauhinco Maschinenfabrik. Гидравлическая система на водной основе способна обеспечивать как очень быстрое, так и очень медленное движение, что критично для пресса, который должен выдерживать очень длинные ходы. Рёгнер также пояснил, что, поскольку оригинальная машина работала на гидравлике на водной основе, и, в частности, потому, что все существующие насосы и гидроаккумуляторы были разработаны для гидрогидравлики, эта технология была снова выбрана вместо гидравлики на масляной основе для привода новых 50.
«Таким образом, ключевым моментом является наличие системы управления, которая может работать с гидравликой на водной основе», — сказал Рогнер, добавив, что Hauhinco решила эту задачу с помощью, по его словам, самой большой подобной системы, которую она когда-либо создавала, «идеально интегрированной с это пресса. «На самом деле речь идет о точности: то есть, какой тоннаж (давление) вы можете удерживать в точке пресса, как долго и насколько жестко вы можете удерживать допуск для очень точных размеров?»
Ответы на эти вопросы выходят за рамки спецификации, сказал он, «потому что то, как мы контролируем это давление на всей поверхности, является одним из наших поистине уникальных преимуществ.Он, однако, хвастался, что гидравлическая система пресса была спроектирована таким образом, чтобы превосходно выполнять ковку больших конструкций с самыми разными размерами. «Большинство фальсификаторов ненавидят делать такие вещи. Мы любим делать такие вещи … Я просто скажу, что мы разработали эту систему управления вместе с Hauhinco, чтобы делать это очень, очень хорошо ».
Сложные размеры
Производство деталей сложных размеров возможно только при наличии передовых технологий проектирования и управления технологическим процессом, а в восстановленном 50 есть и то, и другое.«Я бы сказал, что мы внедрили самые современные технологии в моделирование, которое мы делаем, а также в конструкцию штампа и поток металла», — сказал Рогнер. Эта возможность поддерживает систему управления процессами автоматизации, которую он назвал самой передовой из всех ковочных операций в Alcoa.
«У нас есть визуальное управление каждым клапаном, каждой линией этого пресса в режиме реального времени. И мы можем контролировать их всех. Мы можем видеть их всех, контролировать их всех », — продолжил он. Это означает, что Alcoa может генерировать «цифровой отпечаток каждой отдельной штамповки», а также объемы продуктов и подробные сведения о процессе на каждом этапе последовательности штамповки.
Трудно оценить мелкие детали, находясь в тени 12-этажной достопримечательности. Но клиенты Alcoa понимают и приветствуют возможности, которые открывает перед ними восстановленный пресс. Он способен выполнять ковку в открытых или закрытых штампах крупногабаритных деталей из алюминиевых, титановых, никелевых и стальных сплавов, что дает им право рассматривать конструктивные решения для самолетов и других транспортных средств, детали энергосистем и промышленные компоненты, которые никогда не использовались. вообразили, потому что они не могли быть произведены.До настоящего времени.
«Там, где мы видим самые большие возможности, это прямое и беспрецедентное расширение возможностей для создания аэроконструкций», — сказал Рогнер.
