Техническая информация | ПК Радиус
Что такое гибка
Как указано в толковых словарях и
энциклопедиях, гибка – это придание чему либо изогнутой формы. В нашем
случае под гибкой понимают слесарную операцию изгибания заготовок из
профильных материалов. Под действием изгибающего момента заготовка
деформируется, наружные слои её растягиваются, внутренние — сжимаются.
Мы осуществляем гибку с помощью трёх-вальцовых машин производства
швейцарской компании Profilbiegetechnic AG, являющейся общепризнанным
мировым лидером в производстве гибочных машин.
Процесс гибки
Осуществляется гибка следующим
образом.
Во избежании схлопывания, камеры профилей заполняются специальным песком,
его утрамбовывают, затем профиль вставляется в вальцы между двумя
фронтальными и одним центральным. Вальцы синхронизированы и вращаются все в
одну строну, пока профиль не прокатается по всей длине заготовки, затем в
другую сторону. Одна прокатка профиля называется одним проходом. С каждым
С каждым
проходом центральный валец приближается к фронтальным, за счёт этого и
возникает изгибающий момент. Усилие во время гибки может достигать 30 тонн.
Вальцы изготавливаются для каждого типа профиля. Количество проходов
задается оператором станка и корректируется в процессе гибки в зависимости
от требуемого радиуса и других поставленных задач.
Что такое технологический припуск
Посадочный диаметр
вальцов составляет 105 мм, диаметр давящей поверхности – 130/140 мм.
Внешний диаметр вальцов может достигать 160/220 мм. Как показал опыт, такие
параметры вальцов являются оптимальными для радиусной гибки как системных
профилей из алюминия, так и профилей из стали. Из-за внешних размеров
вальцов и образуется технологический припуск. Т.к. центральный валец давит
посередине фронтальных, а профиль зажат в них, изгибающий момент возникает
на некотором расстоянии от края профиля. Поэтому согнутый профиль имеет
прямые, не согнутые края. В среднем технологический припуск составляет по
300 мм с каждой стороны или 600 мм в заготовке. Он зависит, также, от
Он зависит, также, от
размеров сечения профиля и может достигать 1000 мм в заготовке.
Что такое вывод прямых частей
Иногда стоит задача
осуществить плавный переход от радиуса к прямой части. Задача осложняется
тем, что в процессе гибки профиль всегда деформируется и излишний материал
сгоняется к краям, поэтому на прямой части, в точке перехода, часто
появляется утолщение, видное невооруженным глазом. Для того чтобы устранить
это утолщение существует специальная операция раскатки, которая позволяет
осуществить плавный переход от дуги к прямой. При проектировании таких
деталей, следует учесть, что вывод прямой части возможен только по
касательной к дуге (значит радиус, проведённый в точке перехода
перпендикулярен к прямому выводу).
Какие различаются направления гибки
Если начертить
сечение профиля, например ригеля, и провести оси X и Y, то при гибке для
плоского (арочного) остекления радиус гибки будет направлен на боковую
стенку (Rx), — это гибка по оси X; а при гибке для молированого (гнутого)
остекления направление радиуса гибки будет на торец профиля (Ry). Это два
Это два
наиболее распространённых направления гибки. При остеклении куполов иногда
возникает потребность согнуть ригель, который лежит в горизонтальной
плоскости, но повёрнут к ней под углом, радиус гибки тогда будет направлен
между осями X и Y (Rxy), такая гибка называется двухплоскостной. Наша
компания ещё в 2006 году разработала собственную технологию двухплоскостной
гибки, и пока единственная в РФ предлагает такую услугу.
В 2015 году возникла задача согнуть арку из фасадного профиля на радиусной
стене. Наша компания, также, первая в РФ успешно справилась с этой задачей.
Т.к. в результате гибки получается пространственная кривая, такую гибку мы
назвали (X,Y,Z).
Типы арок:
- простая арка с одним радиусом;
- арка с несколькими радиусами на одной заготовке.
Как измеряется и контролируется радиус гибки
Радиус
гибки можно измерять механическим и электронным способом. Механический
способ считается более надёжным, но и более длительным. При применении
При применении
механического способа измерения применяется принцип, описанный в разделе
“Гибочный калькулятор”, т.е. по двум параметрам: H (хорда)
и h (высота хорды). Роль хорды играет обычно специально
изготовленная мерная линейка, а высоту хорды можно измерять
штангель-циркулем.
С какой точностью производится гибка
Точность гибки
зависит от применяемых инструментов, качества профиля и от других
параметров, например, таких как длина дуги в соотношении с радиусом. К тому
же, из-за некачественного материала, иногда наблюдается такой эффект, как
дисперсия радиусов, т.е. разброс радиусов по всей длине. Это приводит к
необходимости тщательного контроля габаритных размеров дуги. Идеального
материала (профилей) не бывает, и радиус всегда измеряется с какой-то
точностью, главное, чтобы эта точность удовлетворяла поставленным задачам.
Для каждого задания по гибке можно посчитать свою точность измерения, т.е.
пределы отклонений. Например, при механическом измерении, точность
измерения штангель-циркулем – до 0,1 мм, для применяемой мерной линейки
можно посчитать пределы отклонений.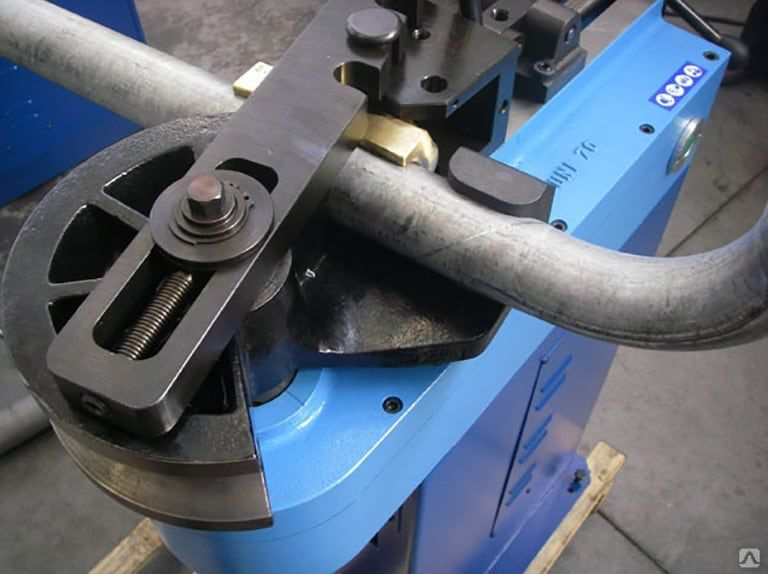 Они всегда получаются ниже необходимых
Они всегда получаются ниже необходимых
для переработки профилей. При гибке фасадных профилей в направлении для
молированого (гнутого) остекления, точность изготовления стеклопакетов
всегда ниже, чем наша точность гибки, это показали наши проверки.
Какие ГОСТы существуют для гибки профилей
В настоящее
время никаких ГОСТов по гибке не разработано.
О компании | ПК Радиус
В 2002 г. ГРУППА КОМПАНИЙ ПАКОН для расширения возможностей в производстве
сложных алюминиевых и стальных конструкций приобрела и запустила в
эксплуатацию высококлассный станок PBT 25 Profilbiegetechnic (оснащенный
системой программного управления PC 200) производства Швейцарии,
позволяющий изготавливать гнутые элементы любой сложности из системных
алюминиевых и стальных профилей. Поэтому 2002 год мы считаем днём рождения
ПРОИЗВОДСТВЕННОЙ КОМПАНИИ РАДИУС.
Швейцарская компания Profilbiegetechnic AG является общепризнанным мировым
лидером в области производства гибочных станков, поэтому мы закупили
оборудование именно этой компании.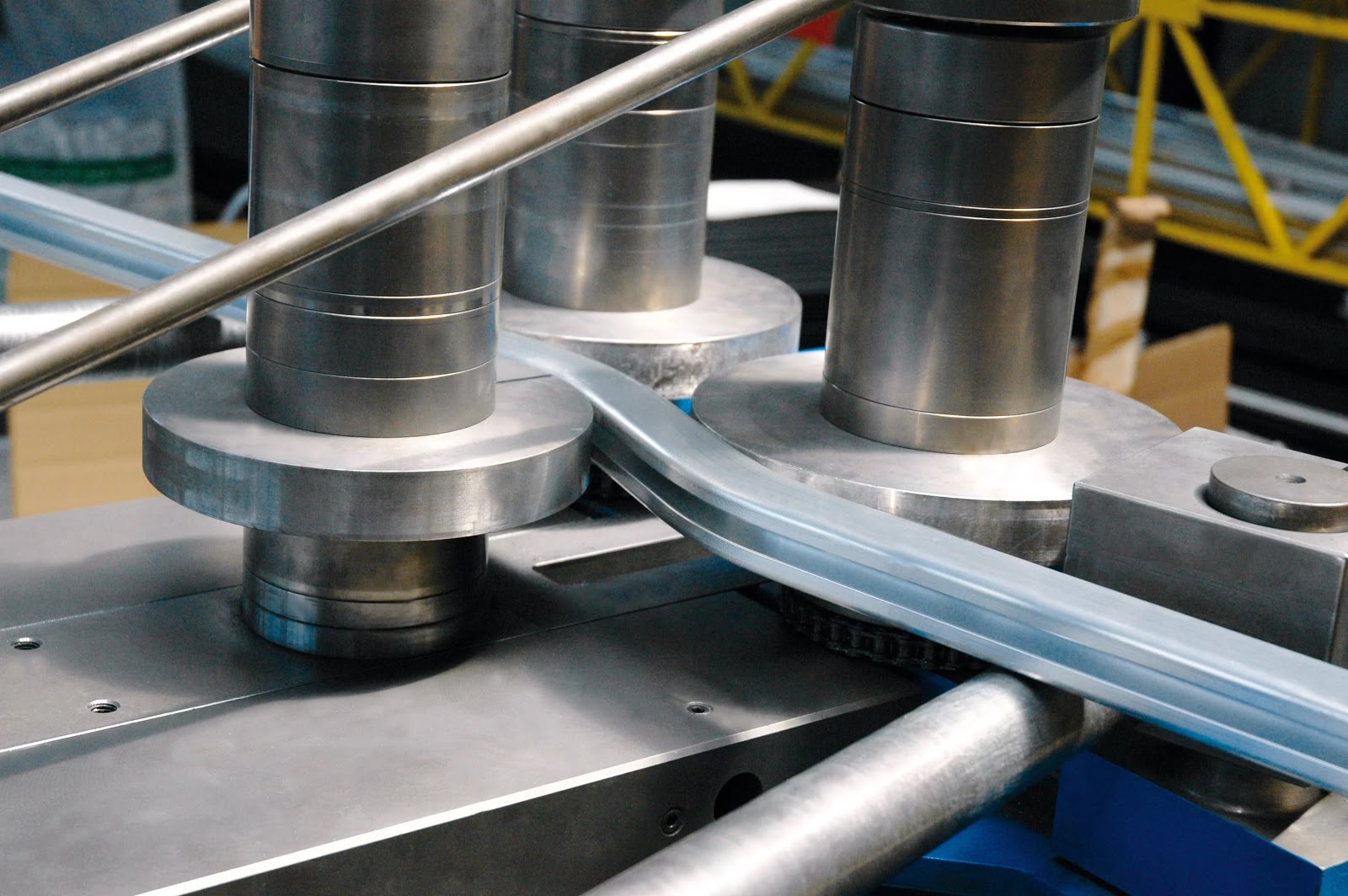 Приобретенный гибочный станок PBT 25 –
Приобретенный гибочный станок PBT 25 –
лучший гибочный станок в своем классе. Благодаря модульной структуре он
легко переналаживается на новые технологические операции. Три ролика имеют
свой собственный привод, поэтому на станке можно без труда гнуть профили
значительного сечения. Размеры вальцов позволяют подвергать высокоточному
прогибу профили высотой до 300 мм. Возможности оборудования позволяют
производить гибку по нескольким радиусам, осуществляя, в частности, плавный
переход от дуги с заданным радиусом к прямой линии, или аппроксимировать
эллипс.
В 2006 году наша компания разработала технологию и запустила в производство
гибку алюминиевых ригельных профилей в двух плоскостях — для конструкций
светопрозрачных куполов. В настоящее время мы являемся единственной
компанией в России, которая может это сделать.
После восьми лет совершенствования нашей работы, завоевания нашей компанией
хорошей репутации, и в связи с выросшим объёмом работ, в 2011 году наша
компания приобрела второй станок PBT 25 Profilbiegetechnic, оснащенный
современной системой программного управления PC 300 с графическим
представлением.
Операторы станков прошли специальные курсы по обучению. Регулярно
пополняемый парк вальцов и дополнительного оборудования позволяет постоянно
расширять возможности, увеличивая список обрабатываемых профилей и
профильных систем.
Наши собственные технологические разработки позволили существенно уменьшить
минимальные радиусы прогиба по отношению к заявленным производителями
большинства профильных систем.
Мы руководствуемся правилом: «наличие гофры – это невыполнение заказа»,
поэтому процент брака сводится к нулю.
В настоящее время мы гнем профили практически всех распространенных
алюминиевых профильных систем: Schuеco, Reynaers, AGS, ALMO, New Tec,
Realit, Tatprof, Alutech, ВСМПО, СИАЛ; стальных профильных систем Jansen,
Forster, FERRO-WIC, а также различные профили стандартного сортамента.
ПК Радиус сегодня по всем параметрам является лидером Российского рынка
услуг по гибке системных профилей для светопрозрачных конструкций.
Отраслевая энциклопедия.
 Окна, двери, мебель
Окна, двери, мебель
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» — «дуга, изгиб») — тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема — пространства между двумя опорами.
Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму.
С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид.
С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым.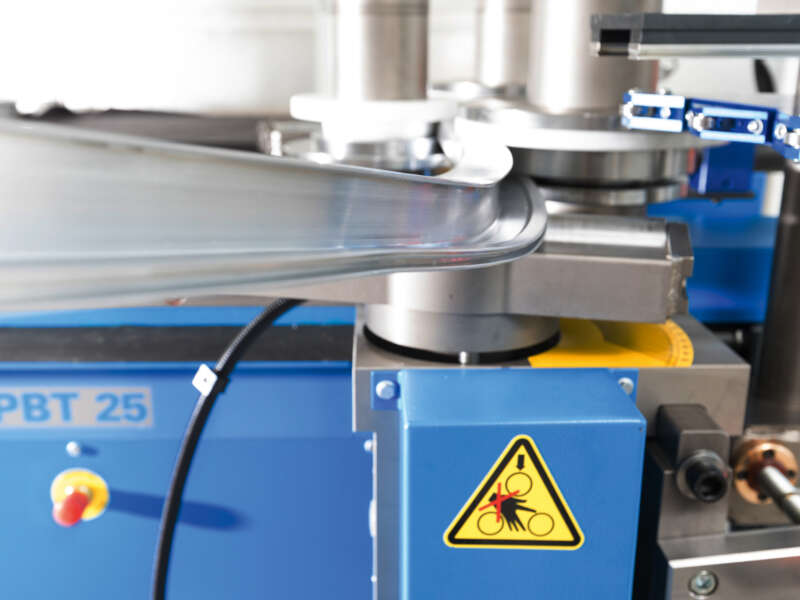 Это позволяет архитекторам
Это позволяет архитекторам
создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля.
Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости.
По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки — ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1.
рис. 1.
Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
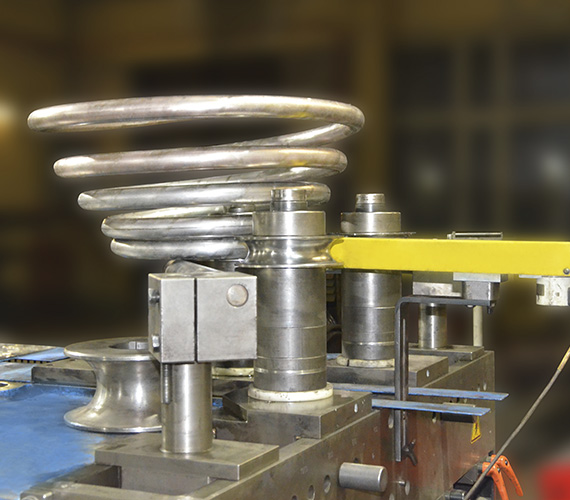
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.
Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.
Рис. 2
На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.
Рис. 3
Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке.
Программное управление позволяет быстро и комфортно программировать операции на станке.
Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон) – см. рис. 4.
Рис. 4
Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля.
Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили.
Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 5-6. На рис. 5 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 6 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
На рис. 7 показан профиль ригеля фасадной серии F50.
На рис. 8 показан профиль стойки фасадной серии F50.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7 — 8 минут.
В начале производят разметку заготовки профиля с учетом технологических отрезков.
Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком.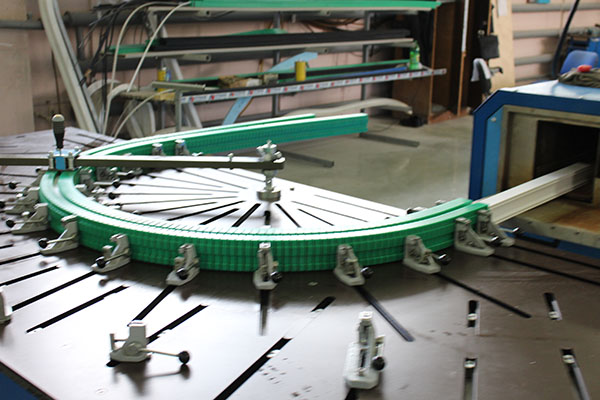 Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки.
Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки.
Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно.
Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля.
Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги.
Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм.
Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле.
Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь.
Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Вклад участника:
Бирюков Игорь
Гибка алюминиевого профиля по выгодным ценам в Москве
«Компанией Стимул К» выполняется гибка алюминиевого профиля с приданием заготовкам необходимой формы, размеров. Производится профессиональная настройка профилегибочного оборудования с учётом толщины стенок, последующих сроков хранения, геометрических характеристик. Минимальный радиус определяют с учётом ширины, обеспечивая постоянное сечение. Гарантируется отсутствие гофры со стороны внутренней кромки. Лицевые стенки находятся параллельно друг другу, а пазы не деформируются, идеально подходя для монтажа уплотнителей, штапиков.
Почему стоит заказывать услугу у нас
Выгодные цены
Индивидуальный подход
Быстрая доставка
Предлагаем заказать гибку алюминиевого профиля в Москве на выгодных условиях, воспользовавшись преимуществами «Компании Стимул К»:
- высокое качество конечного продукта – возможна, гибка по радиусу 150 – 175 мм при ширине заготовки 45 – 50 мм;
- соблюдение технологического процесса – исключается скручивание профиля за счёт обеспечения свободного скольжения заготовки по полкам станка;
- обрабатываемая заготовка имеет идеальные внешние характеристики — задиры, царапины исключены благодаря идеально чистой поверхности роликов;
- обработка неокрашенного алюминиевого профиля осуществляется без формирования царапин – частицы окиси, оторвавшиеся от плакирующего элемента, не будут размазываться по поверхности, портя внешний вид благодаря своевременной протирке роликов для удаления накопившейся грязи;
- выполняется гибка алюминиевого крашенного профиля с гарантией качества.


Проводится обработка профиля для металлических строительных конструкций, торгового оборудования, рекламных носителей, душевых кабин, фасадных, дверных, оконных конструкций. Используемое оборудование позволяет выполнять все виды технологических операций. Наличие собственного привода позволяет гнуть заготовки со значительным сечением. Подвергаются высокоточному прогибу изделия большой высоты. Осуществляется обработка алюминиевого профиля по разным радиусам с плавным переходом от дуги к линии, аппроксимированному эллипсу.
Наши цены
Компанией выполняется гибка алюминиевого профиля по радиусу в Москве по оптимальным ценам. Стоимость услуги складывается из затрат, связанных с амортизацией оборудования, трудозатрат специалистов, расходов на энергоносители. Оптимизация цены достигается за счёт организации полноценного производственного цикла. Отсутствует необходимость выполнения определённых технологических процессов посредниками. Смазочные материалы для обслуживания станков закупаются на оптовых складах чуть дороже себестоимости.
Как сделать заказ
Предлагаем воспользоваться услугой по обработке заготовок, заказав обратный звонок. Менеджер детально объяснит порядок оформления заказа и проконсультирует бесплатно. Приветствуется обращение по любым вопросам в рабочие часы по номеру телефона: +7 (926) 640-72-90. Написать в любое время суток можно по электронной почте [email protected]. Обращайтесь в удобное время любым способом для получения объективной информации.
Оформить заказ
Поля, отмеченные * обязательны для заполнения.
Гибка профиля в Мурманске | Услуги по металлообработке
Гибка профиля в Мурманске
Гибка профиля является распространенным способом деформации металлов с целью достижения определенной цели. Исходя из желаемого конечного результата, а также уровня сложности контура гиба и исходной толщины обрабатываемого изделия, для операции используются ручные и механизированные инструменты. Работа может проводиться на металле, находящемся как в холодном, так и в горячем состоянии.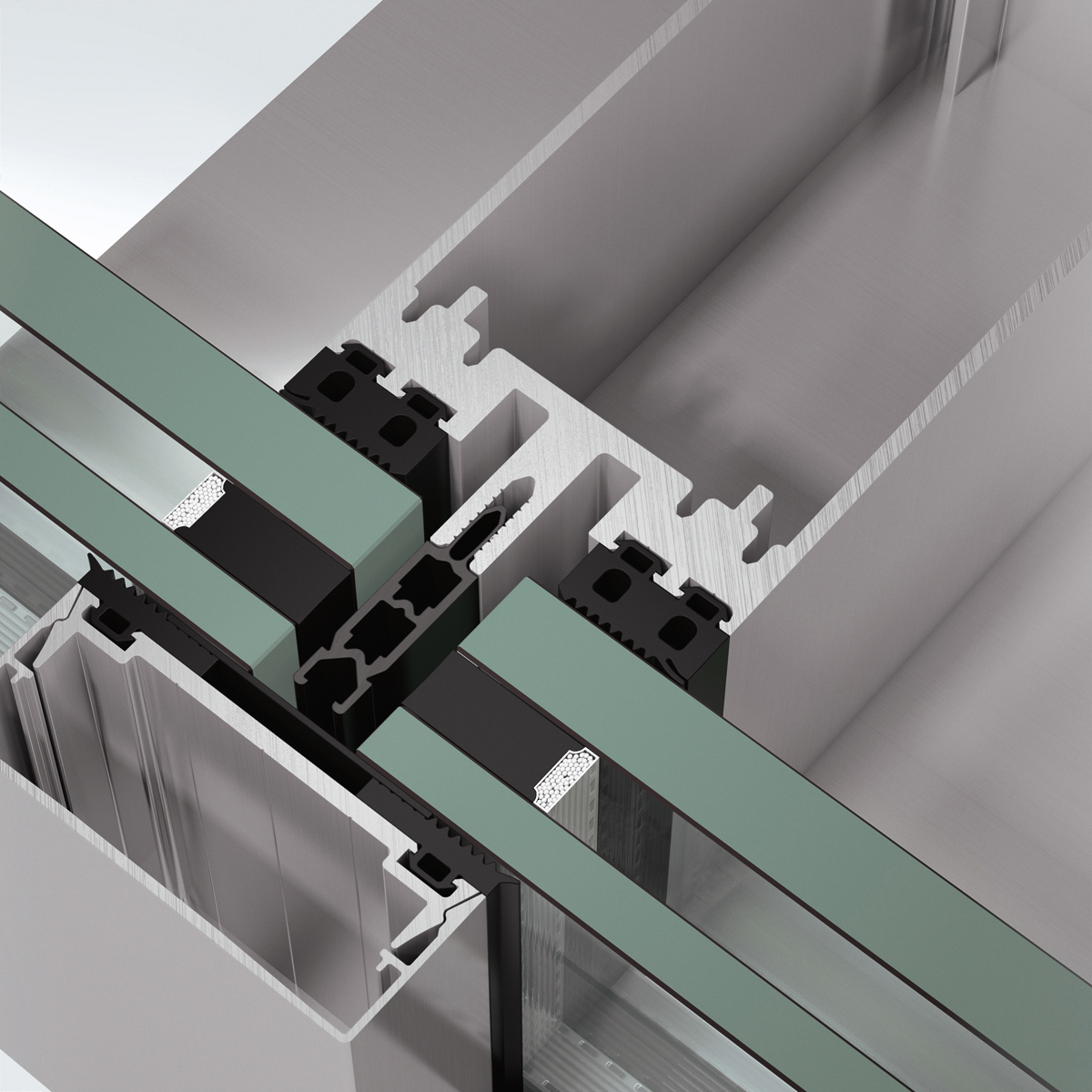
Гибка профиля в определении специалистов является процессом по обработке металлов под давлением, результатом которого становится изменение продольной оси деформируемой заготовки. Гибка профиля подразделяется на несколько основных категорий, а именно:
- П, М, V и U — образные;
- двухугловые и многоугловые.
Для получения изделий из данных категорий используют следующие способы:
- Свободная гибка профиля, характерной особенностью которой является отсутствие симметрии в центре. Используется такой рабочий инструмент как пуансон, от формы которого и завит получаемая деформация.
- Использование метода калибрующего удара, при котором изделии принимает форму применяемой в работе матрицы.
Для получения осей в изогнутых заготовка подходят специализированные роликовые матрицы.
Гибка профиля: особенности
Гибка профиля в Мурманске выполняется фирмами, профильным направлением работы которых является обработка металлических изделий. Для проведения работ в данном направлении необходимо учитывать следующие параметры:
Для проведения работ в данном направлении необходимо учитывать следующие параметры:
- из какого металла или сплава изготовлено обрабатываемое изделие;
- исходная толщина изделия подвергаемого деформации, для правильного выбора метода работы с деталью;
- в каком направлении расположены волокна для прокатки;
- значения максимально допустимых отклонений от формы после того, как завершена гибка профиля.
В дополнение к перечисленному, когда работы проводятся не с тонколистовым металлом, а трубами, шестигранниками, уголками и др., обязательно учитывается такой показатель как допустимая относительная деформация профиля после окончания всех работ и предельное значение радиуса гиба.
Для проведения операции задействуется профессиональное оборудование и инструменты, включая прессы, имеющие двух и более стоечные станины, электродвигатель, клиноременную передачу, пневмофрикционную систему управления, промежуточный и главные валы и другие элементы.
Благодаря данной системе из листового материала сплава металлов, можно получить готовое изделие любой геометрической формы. Процедура часто используется для создания рабочих деталей оборудования, используемого в промышленном производстве, машиностроительстве и т.п.
Гибка листового металла в СПб – стоимость услуги по профессиональной гибке металла, цена заказа от компании «Артекс»
Гибка листового металла на заказ — востребованная услуга в СПб. Она придает заготовке новую форму, при этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. В процессе происходит сжатие одних слоев исходной детали и растяжение других. Компания “Артекс” предлагает услуги по гибке листового металла по доступным ценам в Санкт-Петербурге и Ленинградской области.
Специфика профессиональной гибки металла
К преимуществам такой обработки относятся:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию рубки металла и сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла;
- привлекательный вид изделия.

Виды работ и оборудования
Они определяются типом заготовки, в качестве которой выступает, как правило, стандартный сортамент. Выделяют:
- гибку листового металла,
- труб,
- проката.
Инструменты также различаются в зависимости от оборудования.
Гибка листового металла в СПб. производится на специальных станках. Такие механизмы можно разделить на 3 вида:
|
Прессовые
Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза.
|
Поворотные
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Сгибание листа производится посредством гибочной балки, которая и является основным рабочим элементом.
|
Ротационные
Двух-, трех- или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение. Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов: ручной — используется мускульная сила человека; гидравлический — используется гидроусилитель; пневматический — используется сжатый воздух; механический — используется энергия раскрученного маховика; электромеханический — применяются электродвигатели с редукторами.
|
 Гибка листового металла под прессом наиболее доступна по стоимости. Оборудование легко перенастраивается на разные задачи.
Гибка листового металла под прессом наиболее доступна по стоимости. Оборудование легко перенастраивается на разные задачи.
При заказе на гибку труб из металла применяют горячий и холодный методы. Для этого используют:
- арбалетные — производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- роликовые трубогибы — заготовка проходит через несколько валков.
Обработка металлического профиля производится методом проката. Гибка стали выполняется на валковых станках. В случае необходимости может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты. Количество валков варьируется от 3-х до 5. Чем их больше, тем меньшего радиуса можно добиться при более высоком качестве изделия.
Где заказать услуги гибки металла?
Обратитесь в компанию «Артекс» в СПб, и вы получите:
|
Высокое качество
Мы применяем современное оборудование и выполняем сложные проекты, соблюдая требования клиента.
|
Индивидуальный
У нас работают опытные специалисты. Мы оказываем качественные услуги по гибке листового металла металла по разумной цене.
|
Короткие сроки
Технологичное производство позволяет нам оперативно выполнять крупные заказы.
|
 Компания «Артекс» производит гибку листового металла и других изделий на заказ.
Компания «Артекс» производит гибку листового металла и других изделий на заказ.Если вы хотите подробнее узнать о наших услугах или рассчитать примерную стоимость работ по гибке листового металла, позвоните нам по телефону в Санкт-Петербурге: 8 (812) 336-86-44; 8 (812) 336-86-43 или оставьте онлайн-заявку.
Ponzio PE78 — Aimpex
PONZIO PE78N
Окна.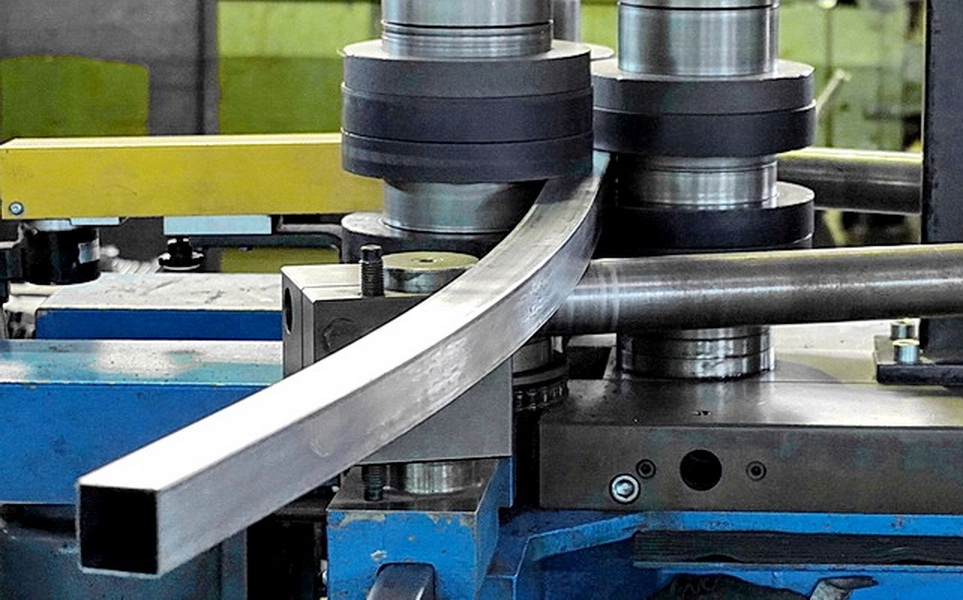
Трехкамерная система профилей с «европазом» и пазом используемым в балконных окнах и дверях из профилей ПВХ или деревянных. Система предназначена для конструкции окон с повышенными теплоизоляционными требованиями.
Конструктивная глубина профилей для рам составляет 78 мм, а для створок 86 мм.
С помощью использования многокамерных термоизоляторов 42мм и двухкомпонентного центрального уплотнителя можно достичь высокую термоизоляцию. В версии РЕ78N коэффициент теплопроводности Uf рамы составляет от 1,7 W/m2K.
В версии более теплой, РЕ78N+, рамный коэффициент теплопроводности Uf составляет от 1,3 W/m2K.
Система позволяет применять широкую гамму аксессуаров, что облегчает и монтаж конструкций.
Трехкамерная конструкция профилей системы Ponzio РЕ78N обеспечивает большую жесткость, в результате чего мы получаем возможность изготавливать конструкции с большими габаритами.
Характеристики системы:
Двери.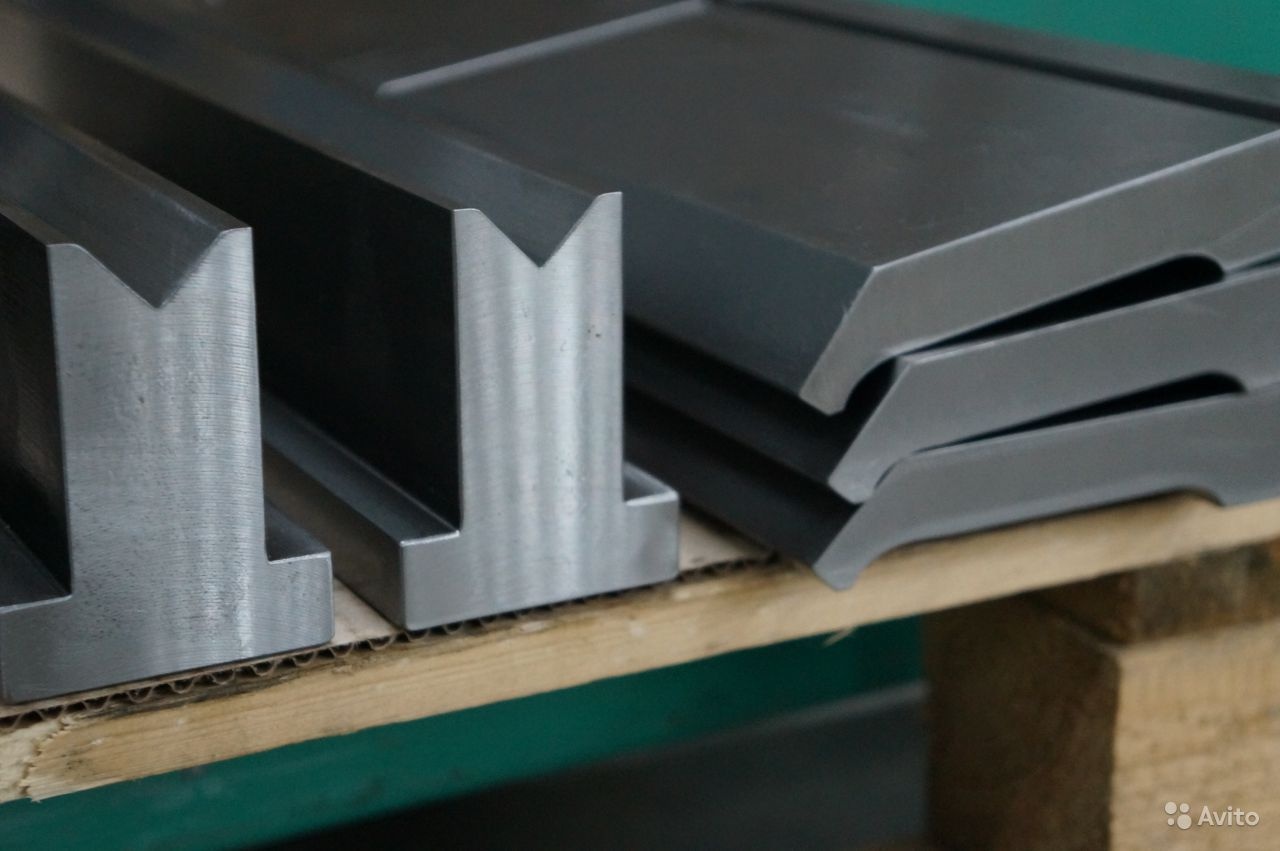
Трехкамерная термически изолированная система предназначена для изготовления дверных конструкций. В системе применяются плоскостные профили (врезной зазаор составляет 18 мм), а также есть возможность применения планок к «европазу».
В системе PE 78N применены термоизоляторы шириной 34 мм.
Специально разработанные соединительные профиля дают возможность легко соединить двери с витриной. Конструктивная глубина профилей для рам и створок составляет 78 мм.
Система позволяет применять широкую гамму замков, ручек и других аксессуаров.
PE 78N позволяет выполнять угловые соединения как запрессованные так и скрученные. В предложение имеются разные пороговые решения (также порог ПВХ), которые не только уплотняют порог, направаляя воду наружу, но и отличиаются также лучеи термоизоляцией.
HI version
Версия системы Ponzio PE78N предназначена для использования в конструкциях с особенно высокими требованиями к теплоизоляции. Благодоря использованию специальных термомостов, можно получить очень высокую теплоизоляцию.
Благодоря использованию специальных термомостов, можно получить очень высокую теплоизоляцию.
В теплой версии системы Ponzio PE78N HI с закрытием стекольной камеры и термоизолятора, коефицент теплопередачи имеет значение Uf=0,9 W/m2K. Лучший вариант системы (PE78 HI+) с закрытием стекольной камеры и вкладом c аэрогеля коефицент достигает значения Uf=0,7 W/m2K.
Алюминиевый профиль
EN AW-6060 по PN-EN 573-3 состояние T66 по PN-EN 515: Al Mg Si 0,5 F22 по нормe DIN 1725 T1, DIN 17615 T1
Уплотнители:
Из синтетического каучука EPDM по норме DIN 7863 и оперативной норме ISO 3302-01, E2
Фурнитура
Только известных фирм: Fapim, Savio, Iseo, Cisa, Hautau, Geze, KFV и тд.
Заполнения:
Cтеклo или стеклопакеты — вce виды стекoл или непрозрачныe панели толщиной 23-61 мм
Способы покраски поверхности
Полиэфирными порошковыми красками, соответствующие требованиям Qualicoat, выбор цвета по шкале RAL;
анодирование в цветах: натуральный алюминиевый, оливковый, шампань, золотой, коричневый соответствующий требования Qualanod;
покраска под цвет дерева.
Теплоизоляция:
Коэффициент теплопроводности профиля Uf = 1,5 W/m2K (двери), Uf = 1,3 W/m2K (окнa)
Сертификаты качества
Сертификат соответсвия: 2 класс противовзлома по PN EN 1627:2011, класс RC3 по PN EN 1627:2012
Предварительные испытания по PN-EN 14351-1
Гнутые профили из нержавеющей стали
Конструкционные профили обычно доступны в виде стержней длиной 6 метров. Для индивидуального применения их разрезают на нужную длину и устанавливают.
Часто в проекте запрашивается гнутых профилей , которые адаптируются к формам приложения. В общем, есть два способа реализовать это. Узнайте больше об этом.
Гибка круглых труб
Гибочные трубы необходимы во многих отраслях промышленности; они используются в автомобилестроении , химическом , воздушном движении , строительстве и пищевых продуктах и напитках промышленности в качестве элементов машин или трубопроводов для различных сред.
По сравнению с другими, гнутые профили составляют большую часть группы. В зависимости от требований к радиусу изгиба , точности размеров и точности используются разные методы с различными станками.
- Очень распространенной является процедура изгиба на оправке , которая позволяет обеспечить узких радиусов , и благодаря штабелирующей оправке труба не деформируется в поперечном сечении
- Для больших радиусов часто используется метод гибки колец (также называемый 3-валковая гибка )
Существуют также другие технологии, при которых трубы изгибаются в теплых условиях, тогда как вышеупомянутое при комнатной температуре происходит .
Гибка открытых профилей
Открытые профили, такие как балок , Т-образных профилей, U-образные профили ( каналов ), уголков из нержавеющей стали , также изгибаются до определенного радиуса. Как и версия из углеродистой стали, конструкционные секции из нержавеющей стали также устанавливаются в строительном секторе и в области архитектуры . Кроме того, также для химической , фармацевтической , нефтехимической промышленности , а также для сельского хозяйства и всех применений, где требуется коррозионная стойкость , необходимы гнутые профили.Например, к этой группе относятся подконструкции или усиления для танков , башни или эстакады и опоры для мостов у моря.
Как и версия из углеродистой стали, конструкционные секции из нержавеющей стали также устанавливаются в строительном секторе и в области архитектуры . Кроме того, также для химической , фармацевтической , нефтехимической промышленности , а также для сельского хозяйства и всех применений, где требуется коррозионная стойкость , необходимы гнутые профили.Например, к этой группе относятся подконструкции или усиления для танков , башни или эстакады и опоры для мостов у моря.
Профилегибочные станки
Из-за размеров профиля и радиуса для гибки конструктивных профилей в основном используются станки для гибки колец .
Эти машины обычно оснащены трехвалковой системой. Гибочные валки имеют особую твердость поверхности и адаптированы к индивидуальной геометрии. Большинство производителей станков предлагают дополнительные компоненты, а также ЧПУ-контроллер для более высокой точности гибки .
Большинство производителей станков предлагают дополнительные компоненты, а также ЧПУ-контроллер для более высокой точности гибки .
Мощность станка — важный фактор. Открытые профили — за исключением равных углов опор — имеют сильную ось и слабую ось с различным модулем упругости сечения , который имеет отношение к необходимой прочности на изгиб.
В качестве примера можно увидеть луч HEB 200 . Эта балка имеет модуль сечения 200,1 см 3 на более слабой оси.Если предполагается изгибать его на более прочной оси, модуль упругости составляет 620 см 3 . Это в три раза больше, поэтому гибочный станок должен обеспечивать соответствующую мощность.
Гибка профилей из горячекатаной нержавеющей стали по сравнению с горячекатаным профилем из нержавеющей стали
Когда дело доходит до гибки профилей, часто возникают вопросы от пользователя. В случае горячекатаного профиля сомнения в целесообразности быстро снимаются. Однако при сварке соответственно свариваемых лазерной сваркой профилей необходимо гнуть, сомнения в приемлемости изгиба остаются немного дольше.
В случае горячекатаного профиля сомнения в целесообразности быстро снимаются. Однако при сварке соответственно свариваемых лазерной сваркой профилей необходимо гнуть, сомнения в приемлемости изгиба остаются немного дольше.
Не все профили и размеры доступны в горячекатаном исполнении. Однако это не является ограничением, поскольку сварные с помощью лазерной сварки профили идеально подходят для гибки . Есть только одно условие: сварной шов должен быть проплавлен полностью .
В Montanstahl мы свариваем все открытые профили с толщиной стенки до 20-25 мм с полным проваром (таким образом, перекрывается балка HEB 1000 с толщиной стенки 19 мм).
Экономическая эффективность процесса гибки профилей из нержавеющей стали
Гибка профилей из нержавеющей стали на самом деле не является дорогостоящим процессом.Из-за стоимости материала установка стоит , а время гибки относительно невелико в цене профиля.
К сожалению, у этого метода есть и обратная сторона: из-за процесса гибки не вся длина стержня может быть изогнута. В зависимости от радиуса и сечения профиля часть концов стержня не гнута. Эта часть может иметь длину до 1500 миллиметров на каждую сторону.
Этот аспект не следует недооценивать, когда речь идет о значении для из нержавеющей стали , поскольку это увеличивает общую стоимость гнутого профиля.
3D-лазерная сварка, альтернатива гибке профилей из нержавеющей стали
Некоторые профили из нержавеющей стали нельзя гнуть. Причиной этого может быть сложность секции , децентрализованный центр масс или риск непоправимой деформации профиля.
Очень эффективная альтернатива гибке специальных профилей — это 3D-лазерная сварка . Стальные полосы загибают по слабой оси, те, что гнуты по сильной оси, вырезают уже закругленными из листа. Затем профиль прошивается и сваривается с помощью 3D-лазерного робота.
Затем профиль прошивается и сваривается с помощью 3D-лазерного робота.
Лазерный робот — это 5-осевой робот с ЧПУ, который выполняет сварку точно в нужном месте, независимо от того, является ли это линейным или гнутым соединением. Это гарантирует глубокий провар с малым искажением и высокой точностью размеров .
При использовании этого метода никого не заставляют производить лишнюю длину, которая впоследствии должна быть утилизирована.Другим преимуществом является то, что не происходит деформационного упрочнения нержавеющей стали из-за холодной штамповки процесса гибки.
Если вам нужен гнутый профиль из нержавеющей стали , тогда свяжитесь с нами. Мы рады Вам помочь!
Гибка профилей :: Kersten Europe
Строительные профили бывают самых разнообразных. Kersten использует обширное современное оборудование для гибки стандартных строительных профилей и профилей по индивидуальному заказу. Мы используем методы холодной и индукционной гибки, чтобы изгибать самые разные типы и размеры практически с любым желаемым радиусом с учетом особых требований (допусков).
Мы используем методы холодной и индукционной гибки, чтобы изгибать самые разные типы и размеры практически с любым желаемым радиусом с учетом особых требований (допусков).
Профили можно гнуть в 2D и 3D. Компания Kersten специализируется на 3D-изгибе легких и тяжелых профилей, где профиль, а также радиус имеют градиент. Этот метод используется для строительства лестниц, предметов искусства, промышленных смесителей и, в частности, для строительства направляющих для американских горок.
В зависимости от свойств профиля, радиуса и применения изогнутого изделия, профиль изгибается в соответствии с одним из следующие методы гибки:
Для прокатки профилей используется полная серия профилегибочных станков.Kersten Europe производит прокат профилей от 80 до 1.000 мм, а также труб от Ø 10 до Ø 610 мм.
Для прокатки не требуется специального инструмента, и станок не нужно переоборудовать для гибки определенного профиля с различными радиусами. Это делает стоимость прокатки технически очень интересной.
Для прокатки всегда требуется большая длина. Однако это может быть ограничено умной классификацией материалов. Мы с радостью проконсультируем вас по этому поводу.
На следующей анимации показан процесс прокатки трубы.Вы можете увидеть, как труба прокатывается на станке, и как определяется дополнительный припуск на изгиб. Затем он автоматически удаляется, оставляя трубу с трехмерным контуром для оптимального соединения трубы с трубкой.
Производительность по прокатке профиля
Индукционная гибка
Индукционная гибка — это очень эффективный и точный метод гибки с использованием тепла для гибки труб, труб и профилей. Он вступает во владение там, где методы холодной гибки имеют свои ограничения.Комбинация скорости, местного нагрева и охлаждения позволяет изгибать даже более крупные профили.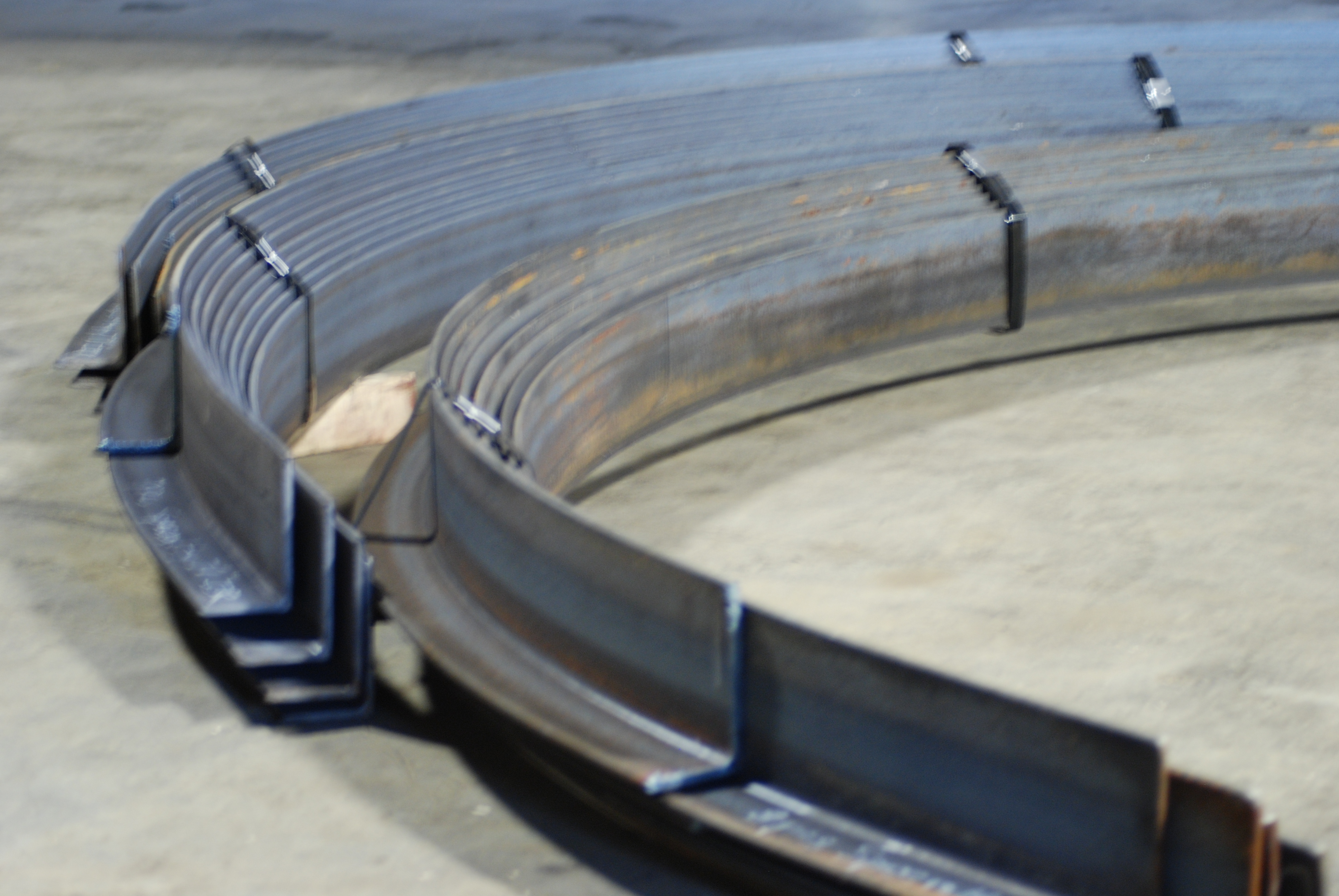 Трубы до Ø1016 мм и стандартные конструкционные профили до 1100 мм.
Трубы до Ø1016 мм и стандартные конструкционные профили до 1100 мм.
Подробнее об индукционной гибке
Гибка на оправке — хорошее решение для гибки тонкостенных профилей с очень малым радиусом. По сравнению с прокаткой может быть получен гораздо меньший радиус. Однако этот метод изгиба требует специального оборудования для защиты профиля от разрывов и деформаций, которые могут возникнуть при изгибе на небольшом радиусе.
Оборудование означает, что начальные затраты относительно высоки и, следовательно, менее привлекательны при работе с небольшими партиями. Однако зачастую оборудование для стандартных строительных профилей уже доступно. Для этих стандартных профилей и / или больших серий идеально подходит изгиб на оправке. Это быстро, очень эффективно и обеспечивает неизменно высокое качество.
Краткий обзор гибки профиля
- Холодная гибка стальных, нержавеющих и алюминиевых профилей
- Полный ряд стандартных строительных профилей: от UNP 80 до HEA 1000
- Горячая гибка индукционным способом для еще большего трубы и профили
- Гибка труб различных размеров труб, балок и полых профилей с малым радиусом
- Прокатка профилей из набора или роликов по индивидуальному заказу заказчика
- Трехмерная гибка легких и тяжелых труб и профилей
W24S-45 Гибка профилей Станок — Профилегибочный станок
Описание
Профилегибочная машина W24S-45 — вторая по размерам машина в серии W24S продукции нашей компании.Также нет функции гибки двутавровой балки; Конечно, другие профили, такие как: уголок, труба, квадратная труба, швеллер, двутавр, плоский и квадратный стержень и тройники. Его можно легко гнуть. Они больше используются для гибки фланцев (здесь вы также можете назвать это гибочной машиной для фланцев) на некоторых заводах в Китае.
Завод по производству фланцев в Китае и профилегибочная машина BIT (машина для гибки фланцев)
Стандартная конфигурация оснащена 8 комплектами гидравлических компонентов для обеспечения точной гибки профилей.
Как и другие профилегибочные машины серии BIT, профилегибочный станок W24S-45 может обеспечить наилучшие результаты при гибке специальных и стандартных профилей, а также низкоуглеродистой стали, нержавеющей стали, алюминия, бронзы, меди и других стальных сплавов.
На презентации станка W24S-250 мы показали изображение гибочного канала из нержавеющей стали W24S-45.
Усиленные опорные пластины также скрыты внутри фюзеляжа для обеспечения устойчивости фюзеляжа при изгибе.
Некоторые мелкие детали могут лучше понять наше мастерство.
Технические характеристики
Профилегибочная машина W24S-45 Фото
W24S-45 Профилегибочная машина №
W24S-45 Профилегибочная машина (профилегибочная машина) станина в качестве конструкции для сварки стальных листов и обработка отжигом для устранения внутренних напряжений.
Станок обладает достаточной прочностью и жесткостью, чтобы обеспечить изгиб профиля в диапазоне станка.
Профилегибочная машина
W24S-45 в основном состоит из части фюзеляжа, части боковых валков, промежуточной части, части трансмиссии, электрической части и гидравлической системы, пресс-формы и т. Д.
Профилегибочная машина имеет функцию гибки профиля, три рабочих ролика в основном приводные ролики, через гидравлический двигатель, редуктор для достижения, два нижних ролика для гидравлической передачи.
Два ролика могут располагаться вокруг фиксированного вращающегося центра для выполнения дуговых движений, рабочие ролики с обеих сторон ролика и устройство для корректирующих роликов направляющего ролика для обеспечения качества профильных роликов с асимметричным сечением (например, стальным уголком).
Связанные
TIM-MACHINE CNC 3D — TIM-ING Centar
Дистанционное управление
- Дистанционное управление служит устройством управления осями на гибочном станке.
- Пульт дистанционного управления управляет вращением по оси X задних осей и прямым движением по оси Y, а также вращением средней оси на машине.
- Пульт дистанционного управления имеет радиус действия около 50 м.
- Дистанционное управление очень полезно, поскольку оно значительно облегчает работу оператора станка, особенно в ситуации, когда в инструменты вставлен длинный профиль.
- Дистанционное управление практично в ситуации, когда после завершения процесса гибки гнутый профиль удаляется из станка.
- Пульт дистанционного управления заменяет четыре зеленые кнопки, расположенные на плате управления машины.
- Пульт дистанционного управления имеет кнопку безопасности STOP, которая позволяет оператору станка немедленно остановить процесс гибки с безопасного расстояния в случае непредвиденной или опасной ситуации.

Программа для создания рабочих заданий на гибку из офиса
- Программа для создания рабочих заказов на гибку, позволяет оператору, работающему в офисе, осуществлять полный контроль и связь с гибочным станком в режиме онлайн. Офисный оператор с помощью программы имеет возможность создавать рабочие списки для гибки и после этого отправлять прямо со своего офисного компьютера задачи в виде рабочего списка на гибочный станок, ожидающие выполнения. С помощью этой программы работа машиниста значительно упрощается; это исключает возможность недопонимания между офисом и производством. Оператор офиса имеет возможность визуально наблюдать и наблюдать за машиной с помощью 3D-камер в режиме реального времени.Оператор офиса может в любое время отслеживать этапы из рабочего списка, который оператору машины удалось выполнить, который ранее был отправлен на гибочный станок. Novo
 Офисный оператор с помощью программы имеет возможность создавать рабочие списки для гибки и после этого отправлять прямо со своего офисного компьютера задачи в виде рабочего списка на гибочный станок, ожидающие выполнения. С помощью этой программы работа машиниста значительно упрощается; это исключает возможность недопонимания между офисом и производством. Оператор офиса имеет возможность визуально наблюдать и наблюдать за машиной с помощью 3D-камер в режиме реального времени.Оператор офиса может в любое время отслеживать этапы из рабочего списка, который оператору машины удалось выполнить, который ранее был отправлен на гибочный станок. Novo
Офисный оператор с помощью программы имеет возможность создавать рабочие списки для гибки и после этого отправлять прямо со своего офисного компьютера задачи в виде рабочего списка на гибочный станок, ожидающие выполнения. С помощью этой программы работа машиниста значительно упрощается; это исключает возможность недопонимания между офисом и производством. Оператор офиса имеет возможность визуально наблюдать и наблюдать за машиной с помощью 3D-камер в режиме реального времени.Оператор офиса может в любое время отслеживать этапы из рабочего списка, который оператору машины удалось выполнить, который ранее был отправлен на гибочный станок. NovoУстройство NFC
- Устройство NFC служит быстрым и простым способом для оператора с закодированной картой для входа в систему и выхода из нее, благодаря чему достигается большая безопасность программы, а также безопасность всех данных на ней.
- Устройство NFC обеспечивает доступ к корректировкам изгиба, которые являются наиболее важными данными в программе машины, исключительно оператору машины через кодовую карту.
- Устройство NFC позволяет одному оператору одновременно иметь доступ к основной программе, а также к корректировкам изгиба.
- Устройство NFC использует приложение, которое не позволяет другому оператору войти в машинную программу, если у него нет закодированной карты или пароля. Если оператор станка забыл свою карту, он всегда может войти в систему, используя соответствующий пароль.
- Устройство NFC установлено на внутренней стороне нижнего шкафа машины.
Лазерный прибор с тепловизором
- Лазерный прибор с тепловизором — это оптическое устройство последнего поколения, которое содержит специальный термодатчик, который измеряет текущую температуру профиля при гибке.novo
- Лазерное устройство с тепловизионной камерой имеет функцию обнаружения маркера в середине профиля, так что дуга может быть симметричной как с левой, так и с правой стороны в конце процесса гибки.
- Лазерный прибор с тепловизионной камерой позволяет точно измерять температуру ПВХ профиля в процессе гибки. Информация о текущей температуре ПВХ профиля во время гибки очень важна, потому что программа, основанная на этой информации, может автоматически настроить и исправить начатый процесс гибки.
- Лазерное устройство с тепловизионной камерой содержит дисплей, расположенный на задней стороне устройства, на котором оператор может легко заметить обнаруженный маркер в середине профиля.
- Лазерный прибор с тепловизионной камерой содержит гироскоп, определяющий угол, т.е. наклон лазерного устройства по отношению к профилю. Информация о наклоне лазерного устройства относительно профиля очень полезна при позиционировании лазерного устройства относительно профиля.
- Лазерное устройство с тепловизионной камерой содержит датчик, который измеряет расстояние между лазером и профилем, что упрощает позиционирование устройства относительно профиля.
- Лазерное устройство с тепловизионной камерой содержит датчик света, который четко отмечает зону считывания лазерного устройства красной горизонтальной линией на профиле.
Автоматическая пневматическая платформа для лазера и кодировщика
- Автоматическая пневматическая платформа — это устройство, которое служит для переноса кодировщика и лазерного устройства и размещается в середине платы управления сразу за задними осями машины. novo
- Автоматическая пневматическая платформа имеет прямую связь с компьютером машины, так что оператор имеет возможность позиционировать платформу относительно профиля тремя способами:
1.Первый метод заключается в том, чтобы пневматическая платформа была размещена сама по себе на требуемой высоте на основе предварительно выбранного профиля, который в программе уже сохранил предварительно определенное положение платформы по высоте относительно профиля.
2. Второй способ — установить платформу вручную с помощью 4 кнопок на мониторе.
3. Третий метод — позиционирование платформы вручную с помощью 2 кнопок, расположенных с правой стороны платформы. - Автоматическая пневматическая платформа обеспечивает более быстрый, точный и простой процесс позиционирования платформы перед началом изгиба оператором.
Разрешение на ввод новых профилей в программу станка
- Разрешение на ввод новых профилей в программу станка оплачивается дополнительно, и это позволяет оператору вводить без ограничений и совершенно независимо новые профили в программу станка, поскольку с этого момента опция отключена в стандартном пакете оборудования на всех моделях машин. novo
- Разрешение на ввод новых профилей в программу станка позволяет оператору самостоятельно вводить все необходимые параметры, а также желаемые корректировки для каждого нового профиля.
- Разрешение на ввод новых профилей в программу станка имеет большое значение и относится только к клиентам, которые хотят самостоятельно изготавливать новые инструменты для гибки профилей после покупки гибочного станка.
- Дополнительные пояснения:
Покупатель станка получит уже введенные параметры для всех инструментов, которые он заказал у продавца во время приобретения, а также необходимые исправления для каждого инструмента, т.е. для каждого профиля. Если покупатель по прошествии определенного периода времени хочет заказать у продавца новые инструменты, ему необходимо знать, что цена инструментов уже включает в себя затраты на добавление всех параметров и исправлений для этого нового инструмента, т. Е.новый профиль. Однако, если покупатель хочет изготавливать новые инструменты самостоятельно, ему необходимо купить разрешение на ввод новых инструментов и профилей в программу станка. Если покупатель станка решает изготавливать новые инструменты самостоятельно, ввод новых инструментов и профилей в программу станка может быть осуществлен продавцом за соответствующую финансовую плату. Внесение параметров и исправлений в программу станка продавцом также требует определенного времени и усилий, поэтому работа также оплачивается покупателем станка дополнительно.
Программа для 3D сканера для сканирования арок дуг
- Программа для 3D сканера предназначена для сканирования дуг как правильной, так и неправильной формы. 3D-сканер может сканировать шаблоны шириной до 2,5 метров. Сканирование шаблонов длится около 5 секунд. По завершении сканирования программа автоматически определяет измерения, обнаруженные на шаблоне, а также все радиусы. На основе этих данных программа автоматически определяет форму и размеры арки, которую необходимо согнуть.novo
Станок для гибки рам — Станок для гибки рам
Главная »Продукция» Станок для гибки корпусов судов FB
Фаччин проектирует и конструирует специальный гибочный станок , широко используемый в военно-морском секторе в качестве специальных гибочных станков для луковиц и профилей, обычно используемых для изготовления каркаса лодки. Линия гибочных станков FB для судовых каркасов компании FB — идеальное решение для любой потребности в одинарной или двойной гибке голландских профилей, угловых профилей и Т-образных профилей.
Судовые рамогибочные станки серии FB — это уникальные станки на рынке, отличающиеся аутентичным дизайном Фаччина и оснащенные инновационной системой направляющих, которая позволяет боковым рычагам двигаться в двух направлениях, обеспечивая гибку профиля в обоих направлениях без снятия детали. . Система центрального замка, установленная на рамогибе FB, также надежно удерживает профиль во время обработки.
Возможность гибки в двух направлениях делает рамогибочный станок FB превосходным и более производительным станком по сравнению с классическими горизонтальными прессами.Судовые рамогибочные станки идеально подходят для обеспечения высокой производительности, они могут легко сгибать профили попарно, чтобы удвоить производство за тот же период времени.
Судовые рамогибочные станки FB line оснащены автоматической системой подачи и управляются ЧПУ, что позволяет операторам создавать полностью автоматические программы гибки для максимальной производительности.
Судовые рамогибочные станки снабжены вспомогательными высокотехнологичными устройствами для измерения радиуса, такими как электронные шаблоны и системы камер.
Скачать PDF-файл
Введите адрес электронной почты:
послать
Это поле обязательно к заполнению.
Вы успешно скачали PDF
Этот продукт подходит для следующих приложений:
избранных пленок профильных станков
Профилегибочные машины спроектированы и изготовлены разных типов, но их обычно делят на две категории: горизонтальные и вертикальные.Деформируя валки этих машин, можно гнуть все типы профилей. Для получения дополнительной информации о профилегибочных станках рекомендуется посмотреть следующие видео.
1- Профилегибочный станок с двумя гидравлическими подвижными валками
Ваш браузер не поддерживает теги видео.
Профилегибочный станок в этой пленке относится к серии MAH-AC, производимой Amob Group. В этой машине используются два подвижных нижних валка и фиксированный верхний валок, и ее преимуществом является более быстрая и надежная операция гибки, что сокращает время производства.Благодаря оснащению станка MAH-AC системой управления с ЧПУ или ЧПУ отпадает необходимость в испытании и разрушении сырья, что исключает затраты на производство. В этой машине для гибки оранжевого профиля используются боковые направляющие ролики с возможностью изменения высоты и угла, что позволяет выполнять различные изгибы. MAH-AC можно использовать для гибки профилей из черных и цветных металлов. Нажмите, чтобы увидеть больше машин.
2- Профилегибочные станки и трубы среднего размера
Ваш браузер не поддерживает теги видео.В серии профилегибочных станков, известных как APK (Medium Series), используются 3 валка, два нижних валка которых регулируются гидравлически. Компания Akyapak делает корпус этой машины полностью из стали ST-52. Еще одной особенностью этой профилегибочной машины является использование машины с приводом от валков, которая уменьшает повреждение валков и снижает скольжение профиля или трубы во время гибки. В этой турецкой машине валы изготовлены из специальной гальванической и каменной стали, а используемые в ней направляющие ролики регулируются в двух направлениях.Машины этой серии изготавливаются как горизонтально, так и вертикально. Нажмите, чтобы увидеть больше машин.
Профилегибочный станок с 3–4 рулонами
Ваш браузер не поддерживает видео теги.
Профилегибочный станок серии SB4 разработан и изготовлен компанией Swebend. Эта машина использует 4 валка для гибки профилей. Система ЧПУ Seven, используемая в этом гибочном станке, увеличивает производительность и подходит для нескольких производств (дублирование производства). Три нижних валка машины можно регулировать и оценивать отдельно с помощью гидравлической системы.Кроме того, боковые направляющие ролики машины могут перемещаться и регулироваться в двух направлениях с помощью гидравлической системы. Наличие 4 валков и их одновременное зацепление может снизить изгибающее давление на вал валков и обеспечить более точный изгиб. Нажмите, чтобы увидеть больше машин.
4- Профилегибочный станок и большие балки
Ваш браузер не поддерживает теги видео.
Еще один профилегибочный станок, производимый Amob Group, — это машины серии MAH-ACHD. Эта серия станков является горизонтальной и изготавливается в основном крупногабаритных размеров.Потому что они предназначены для гибки профилей и огромных и тяжелых балок. В этой машине используются подвижные гидравлические валки, которые не только позволяют выполнять быстрые и сильные изгибы, но и сокращают время производства. Станок MAH-ACHD оснащен системами ЧПУ и ЧПУ, которые повышают эффективность и сокращают потери времени и сырья. Эта оранжевая машина имеет возможность гибки трубы, имеет регулируемые направляющие ролики, переменную скорость и т. д. Нажмите, чтобы увидеть больше машин.
5- Профилегибочный станок и тяжелые трубы — серия APK
Ваш браузер не поддерживает теги видео.Профилегибочные станки серии APK производства компании Akyapak. Эти машины используются для гибки профилей и труб большого диаметра. Корпус АПК изготовлен из стали СТ-52 цельносварной (сварной), поэтому при давлении не прогибается из-за изгиба. Другими преимуществами этих машин являются наличие двух валков с возможностью гидравлической регулировки и использование машины с приводом от валков для предотвращения проскальзывания профилей во время гибки. Регулируемые гидравлические направляющие ролики, возможность регулировки скорости гидравлических роликов вверх и вниз, контроллер с сенсорным экраном и послепродажное обслуживание — другие преимущества этой компании.Нажмите, чтобы увидеть больше машин.
6- Гибочный станок для профилей, труб и огромных балок
Ваш браузер не поддерживает теги видео.
Модель RCMI была разработана и изготовлена Фаччином. Эта машина предназначена для гибки профилей, балок и труб с высокой прочностью на изгиб. Валки имеют прочную конструкцию, а их удерживающий вал изготовлен из закаленной кованой стали с NI CR MO, также все пластины и конструкция машины соединены друг с другом в процессе сварки и сняты напряжения.Гидравлическая система этого итальянского станка позволяет точно регулировать гибочные и направляющие ролики, что повышает точность гибки. Кроме того, скорость гибки непрерывно изменяется в зависимости от диаметра и размера балки. Нажмите, чтобы увидеть больше машин.
7- Станок для гибки спирального профиля — вертикальный
Ваш браузер не поддерживает теги видео.
Профилегибочный станок, показанный на этом видео, разработан и изготовлен компанией Binmak. Эта турецкая машина может наматывать все виды профилей с помощью встроенной в нее гидравлической системы и смены форм (гибочных валков).Этот турецкий профилегибочный станок управляется системой управления с ЧПУ. Гидравлический регулятор шага спирали, установленный в верхней части профилегиба, регулируется ручной системой. В этой системе есть несколько вращающихся валков, чтобы иметь меньшее сопротивление при контакте с профилем. Корпус профилегибочного станка выполнен сборным и сварным. Эта машина используется в холодильной и нефтехимической промышленности. Нажмите, чтобы увидеть больше машин.
8- Автоматический горизонтальный профилегибочный станок и трубогиб
Ваш браузер не поддерживает видео теги.Профилегибочный и трубогибочный станок серии 3000 разработан и изготовлен итальянской компанией Comac. Эта машина оснащена тремя регулируемыми гибочными роликами и двумя боковыми направляющими роликами. Гибочные валки можно менять в соответствии с формой поперечного сечения профиля. Боковые направляющие ролики также установлены в трех направлениях в дополнение к задаче направления и предотвращения возникновения дефектов; Помимо перемещения по горизонтали и под углом, эти ролики могут перемещаться в направлении, перпендикулярном машине, и изгибать трубы или профили в вертикальном направлении, так что в дополнение к созданию спирали в трубе также применяется желаемый изгиб.Корпус машины изготовлен из интегрированной стали, а валки — из нагретой стали твердостью 60 HRC. Нажмите, чтобы увидеть больше машин.
9- Полностью автоматический станок для гибки профилей и труб из цветных металлов
Ваш браузер не поддерживает теги видео.
Профилегибочный станок AL-2 разработан и изготовлен компанией Inductaflex. Этот станок очень подходит для гибки цветных металлов. AL-2 легко сгибает гибочные профили от 1 до 5 дюймов. На каждом валу есть серводвигатель, приводящий в движение валки через 27-тонный гидроцилиндр.Расстояние между валками может варьироваться от 300 до 1000 мм, что придает зазору большие размеры в изгибе. Этот станок использует систему управления ЧПУ и может гнуть профили в 3D. Ролики из тефлона используются для уменьшения повреждений, вызванных давлением роликов на корпус профиля или трубы. Нажмите, чтобы увидеть больше машин.
Гибочная машина
Jorns: графическое управление и вдохновляющее действие
Полуавтоматический гибочный станок Jorns JB может иметь длину 3 штуки.От 2 до 12,2 метра и с возможностью гибки листового металла толщиной до 3 мм. Он предлагает большую свободу — и не только в том, что касается зажимного инструмента.
Зона перед и за зажимным инструментом гибочного станка Jorns JB предлагает открытое пространство выше среднего, что позволяет производить гибочные профили чрезвычайно эффективно. Использование сервотехнологии и стопорных пальцев, которые могут свободно перемещаться по бокам, гарантируют максимальную точность и гибкость при гибке параллельных, конических или перекрывающихся профилей.
Успешная гибка и последующая установка ваших профилей в немалой степени зависит от последовательного расчета позиций обработки и остановки в соответствии с методом «Сокращение гибки согласно DIN 6935», интуитивно понятного графического программирования, высокого уровня угловой точности и равномерности закрытые водные складки. В конечном итоге JB дает вам время — время для большей свободы и новых идей в ваших проектах.
От модульной конструкции станка к индивидуализации.
Каждая гибочная машина Jorns JB поставляется с первоклассным базовым оборудованием, которое можно персонализировать благодаря модульной конструкции машины. Затем вы настраиваете гибочный станок в соответствии с вашими личными требованиями и запланированными областями применения. Независимо от длины, гибкости, системы управления или ножниц, которые вы выберете, базовое оборудование остается одинаковым на всех машинах. Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Конструкция механического станка
Благодаря своей прочной конструкции и коробчатой сварной конструкции, гибочный станок Jorns JB создан для длительной эксплуатации в суровых условиях.Прочные гибочные соединения имеют максимальный угол изгиба до 145 ° и точные углы изгиба по всей рабочей длине. Высокое зажимное усилие, необходимое для точного изгиба и закрытой кромки, может быть достигнуто с помощью зажимных цилиндров, установленных на каждом зажимном рычаге. Зажимными цилиндрами можно управлять индивидуально. Это обеспечивает не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением — компенсируется упругая отдача материала, наблюдаемая при закрытии кромок прессом.В результате получаются параллельные кромки, подогнанные под профиль.
Геометрия инструмента
Сложная конструкция станка также включает инструмент с геометрией «G», которая имеет открытое пространство 275 ° между верхней балкой и гибочной балкой перед станком. Изогнутый под углом 37 ° инструмент для гибки позволяет изготавливать точные шляпообразные профили под углом 90 ° и профили внахлест, используемые для облицовки. Зажимной инструмент расположен под углом 45 ° и имеет большое открытое пространство, чтобы можно было расположить предварительно изогнутые профили как можно ближе к точке зажима.Кассеты для листов в машине можно перемещать по горизонтали и вертикали, обеспечивая дополнительное открытое пространство ниже линии зажима для предварительно изогнутых профилей.
Безопасность машины
Основное оборудование гибочного станка Jorns JB дополняется сложной системой безопасности. Наивысший уровень безопасности гарантируется в любое время, не ограничивая повседневную работу на машине, даже при обработке гофрированного материала. Использование трехлучевой лазерной системы сводит к минимуму риск несчастных случаев при закрытии зажимного инструмента и при использовании ножниц.
Индивидуальная конфигурация машины
Модульная механическая конструкция гибочного станка Jorns JB закладывает основу для индивидуальной конфигурации машины, которая идеально подходит для ваших нужд. Вы определяете длину от 3,2 до 12,2 метра, способность гибки листового металла до 3 мм, систему управления, систему обратного упора, ножницы и другие опции, которые следует использовать. Взгляните на наш онлайн-конфигуратор ((Ссылка?)) Или свяжитесь с нами напрямую — мы будем рады помочь.
Зона перед и за зажимным инструментом гибочного станка Jorns JB предлагает открытое пространство выше среднего, что позволяет производить гибочные профили чрезвычайно эффективно. Использование сервотехнологии и стопорных пальцев, которые могут свободно перемещаться по бокам, гарантируют максимальную точность и гибкость при гибке параллельных, конических или перекрывающихся профилей.
Успешная гибка и последующая установка ваших профилей в немалой степени зависит от последовательного расчета позиций обработки и остановки в соответствии с методом «Сокращение гибки согласно DIN 6935», интуитивно понятного графического программирования, высокого уровня угловой точности и равномерности закрытые водные складки.В конечном итоге JB дает вам время — время для большей свободы и новых идей в ваших проектах.
Определение мощности машины.
Пришло время сконфигурировать ваш собственный гибочный станок Jorns JB в соответствии с вашими пожеланиями и требованиями. Определив максимальную мощность гибки и максимальную длину гибки, вы можете указать размер вашей будущей гибочной машины Jorns JB. Имеющийся выбор не соответствует вашим ожиданиям? В таком случае свяжитесь с нами.Мы будем рады предложить систему нужного вам размера.
Гибкость
Пожалуйста, выберите 1.25 мм 1,50 мм 2,00 мм 3,00 мм
1,25 мм Сталь / Сталь
0,80 мм Inox
2,00 мм Алюминий
Длина гибки
Пожалуйста, выберите
Система управления — в соответствии с вашими требованиями.
Система управления — это изменяемый нервный центр гибочного станка Jorns JB. Он адаптируется к вашим требованиям и требованиям, а не наоборот. Вы можете выбрать одну из двух разных моделей: CP200 и OP3100. Ниже вы можете подробно увидеть, что могут предложить все системы управления. Их всех объединяет то, что ими можно управлять интуитивно.
Графическая система управления CP200
Высочайший уровень точности размеров и углов, быстрое выполнение от эскиза до профиля, автоматическая коррекция перегиба.Характеристики: сенсорный экран 21,5 дюйма, карта SSD, процессор I3 3,7 ГГц, аппаратные компоненты B&R, TeamViewer.
Простая система управления OP3100
Для простых профилей с максимум девятью различными углами изгиба.Особенности: ЖК-дисплей, поворотная ручка.
Система обратного останова: автоматическая, коническая или ручная?
Устойчивая регулируемая система обратного упора имеет решающее значение для получения точных профилей гибки.На всех наших системах обратного упора стопорные пальцы могут свободно перемещаться и располагаться по бокам по всей длине, что обеспечивает высочайшую степень гибкости. Для вашего гибочного станка Jorns JB доступны следующие системы обратного упора:
Ножницы
— точные и безопасные как в полуавтоматическом, так и в полностью автоматическом режиме.
Прочные и надежные ножницы абсолютно необходимы для точной резки параллельной или конической полосы листа, не говоря уже о точном профиле кромки. Какая производительность резки вам нужна? Выберите одну из наших систем ножниц для своей двойной гибочной машины Jorns JDB.
Роликовые ножницы SE
В общем, электрические валковые ножницы SE используются вместе со всеми нашими гибочными станками Jorns JB.
Роликовые ножницы SL
Гидравлические вальцовые ножницы SL используются со всеми нашими гибочными станками Jorns JB.
Роликовые ножницы SL3
Гидравлические вальцовые ножницы SL3 используются на гибочных машинах Jorns JB-200 и JB-300.
Роликовые ножницы SH
Ручные вальцовые ножницы SH могут использоваться на всех гибочных станках Jorns JB с системой управления OP3100.
Как ты хочешь работать? На обычных скоростях или с 30-процентным увеличением скорости и производительности?
Каковы ваши планы по использованию гибочного станка Jorns JB? Если вы планируете использовать его только время от времени, то гидравлическая система в базовом оборудовании идеально подходит для ваших нужд, так как обеспечивает хорошую базовую скорость.Однако, если ваш гибочный станок Jorns JB используется несколько часов в день, вы можете увеличить его производительность на 20–30 процентов с помощью более мощной гидравлической системы.
Сверхскоростная гидросистема (СВС)
Гидравлическая система SHS на 20% быстрее, чем система в базовой комплектации.В результате цикл гибки соответственно сокращается.
Сверхскоростная гидравлическая система (HYS)
Гидравлическая система HYS на 30% быстрее, чем система в базовом оборудовании.В результате цикл гибки соответственно сокращается. Необходимый аксиально-поршневой гидравлический агрегат закреплен на раме машины с левой стороны.
Использование программного обеспечения для максимально эффективного использования гибочного станка Jorns JB.
В гибочном станке Jorns JB вы выбрали чрезвычайно мощный станок, способный на многое. Но это не все! Программное обеспечение, разработанное компанией Jorns для автономного программирования, и приложение J-Bend можно использовать для раскрытия всего потенциала машины. Следующее программное обеспечение также предлагает исключительную поддержку при использовании новейшей системы управления CP200 на гибочном станке Jorns JB.
Автономное программное обеспечение CP200 / CP300Twin
Приобретая гибочный станок Jorns JB, вы автоматически получаете одну лицензию на установку программного обеспечения на ПК, позволяющего программировать в автономном режиме.Каждая дополнительная лицензия используется для установки на следующий ПК.
Поворотный патрубок
Отмеченное наградами приложение J-Bend («Лучшее из швейцарских приложений») упрощает повседневные рабочие процессы.Чертежи и проекты профилей можно создавать на строительной площадке и отправлять прямо на вашу интерактивную гибочную машину Jorns. Приложение работает на планшетах и мобильных телефонах.
Bendex
Производитель: MicroSea System Solutions GmbH, Вена (A)
Met-IQ
Производитель MicroSea System Solutions GmbH, Вена (A)
Программное обеспечение SEMA
Производитель: SEMA GmbH, Wildpoldsried (D)
nu EVOLUTION
Производитель: nuIT GmbH, Санкт-Петербург.Пёльтен-Унтеррадльберг (А)
Дополнительные возможности, которые сделают вашу гибочную машину Jorns JB еще более универсальной.
Благодаря модульной конструкции станка, ваш гибочный станок Jorns JB можно настроить в соответствии с вашими индивидуальными потребностями с помощью следующих дополнительных опций. Например, может быть, вы хотите что-то сделать против вмятин на гибочных инструментах при гибке материалов с повышенной твердостью на краевом слое? Как насчет автоматического обеспечения идеальных изгибов благодаря оптимально настроенному воздушному зазору? Или, может быть, вы хотите предотвратить усиление упругости или создать точные параллельные открытые кромки.
Динамическое позиционирование (DP)
Динамическое позиционирование (DP), доступное только для гибочных машин Jorns и станков для двойной гибки, компенсирует деформации на концах профиля при гибке и при закрытии параллельных открытых кромок прессованием.
Динамическое коронирование (DC) (автомат)
Динамическое коронирование (DC) может автоматически компенсировать угловые ошибки, возникающие при увеличении толщины материала.
Инструменты для лазерной закалки
Закаленные лазером инструменты повышают износостойкость в три раза.
Светодиодное освещение
Светодиодное освещение не только хорошо выглядит, но и помогает выполнять ежедневную гибку на гибочном станке Jorns JB.
Автоматическая регулировка толщины материала (RH)
Гидравлическая регулировка толщины материала позволяет автоматически регулировать воздушный зазор между гибочным инструментом и верхним зажимным инструментом.
Ручное коронирование MC
Ручная коронка MC может компенсировать угловые ошибки, возникающие при увеличении толщины материала.
Мгновенно в картинке: полезные видеоролики и ролики о вашем гибочном станке Jorns JB.
Видеоролики, видеоролики и учебные материалы о нашем гибочном станке Jorns JB дают представление об основных и специальных знаниях, связанных с функциями, технологиями и программным обеспечением станка.
Гибочный станок Jorns JB: максимальная гибкость благодаря оптимальной геометрии инструмента
Гибочный станок Jorns JB: гибкость благодаря произвольно выбираемому положению стопорных пальцев
Гибочный станок Jorns JB: максимальная производительность благодаря модульной конструкции
Гибочный станок Jorns JB: Системы ножниц — точные и безопасные
Гибочный станок Jorns JB: высокий стандарт безопасности без потери гибкости
Гибочная машина Jorns JB: точная кромка благодаря уникальной технологии
Гибочный станок Jorns JB: система обратного упора тип 14, коническая для максимальной точности
.
