Маркировка болтов и гаек – полная расшифровка всех обозначений
Болт как изделие для крепежа – цилиндрический стержень, имеющий резьбу и головку. По форме она бывает разной – квадратная, шестигранная и более сложных конфигураций. Но принцип нанесения маркировки болтов – общий. Как ее расшифровать и применить на практике — об этом и поговорим в данной статье.
Маркировка крепежа производится в соответствии с ГОСТ №№ 1759.0 от 1987 года, 18126 от 1994 года. Однако литеры на отдельные разновидности болтов наносятся и по другим стандартам. Например, для образцов фундаментных применяется ГОСТ № 24379.1 от 1980 года.
Виды маркировки болтов
Полная
Пояснения
- Существует 3 класса точности крепежных деталей. Для болтов и гаек данный параметр не указывается (позиция 2), так как все они, согласно стандарту, относятся к категории B.
- Вариантов исполнений бывает 4. Если болт первого, то цифра «1» не проставляется.
- Существующие виды резьбы: Тр – трапецеидальная, К – коническая, М – метрическая. Ее диаметр и шаг – в «мм». Если она традиционная (правая), то это подразумевается. При левой резьбе ставится символ LH (позиция 6).
- Толщина покрытия (на позиции 12) выражается в «мкм».
При сокращенной маркировке указываются только наиболее существенные параметры. При упрощенной указываются главные характеристики — как правило, длина и сечение. Например, 16 х 25.
Что наносится на головку болта
- Стрелка. В случае если резьба – левая. Для правой, традиционной, маркировка не предусмотрена.
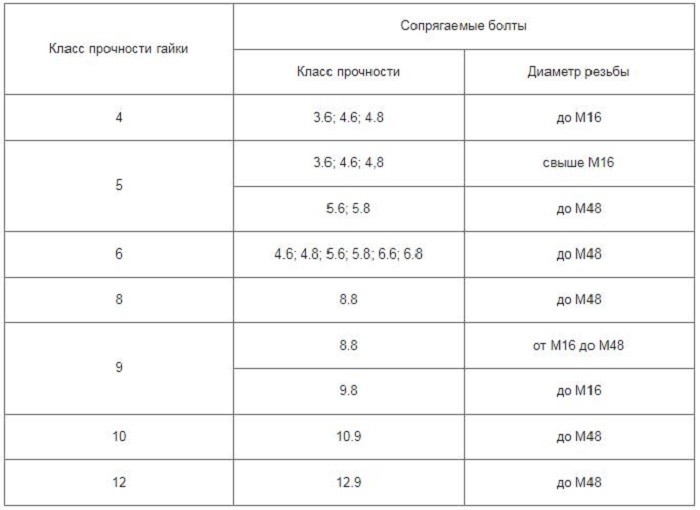
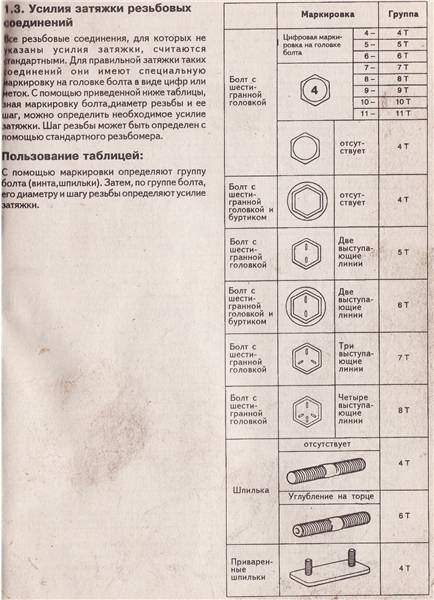
- Класс прочности металла (сплава). Варианты расположения знаков показаны в таблице.
По видам стали
Углеродистые, например – 8.8.
- 1 – показывает предельную нагрузку места соединения (т/см2).
- 2 (через точку) – отношение пределов (текучести/прочности) х 10.
Мартенситные (с минимальным содержанием углерода).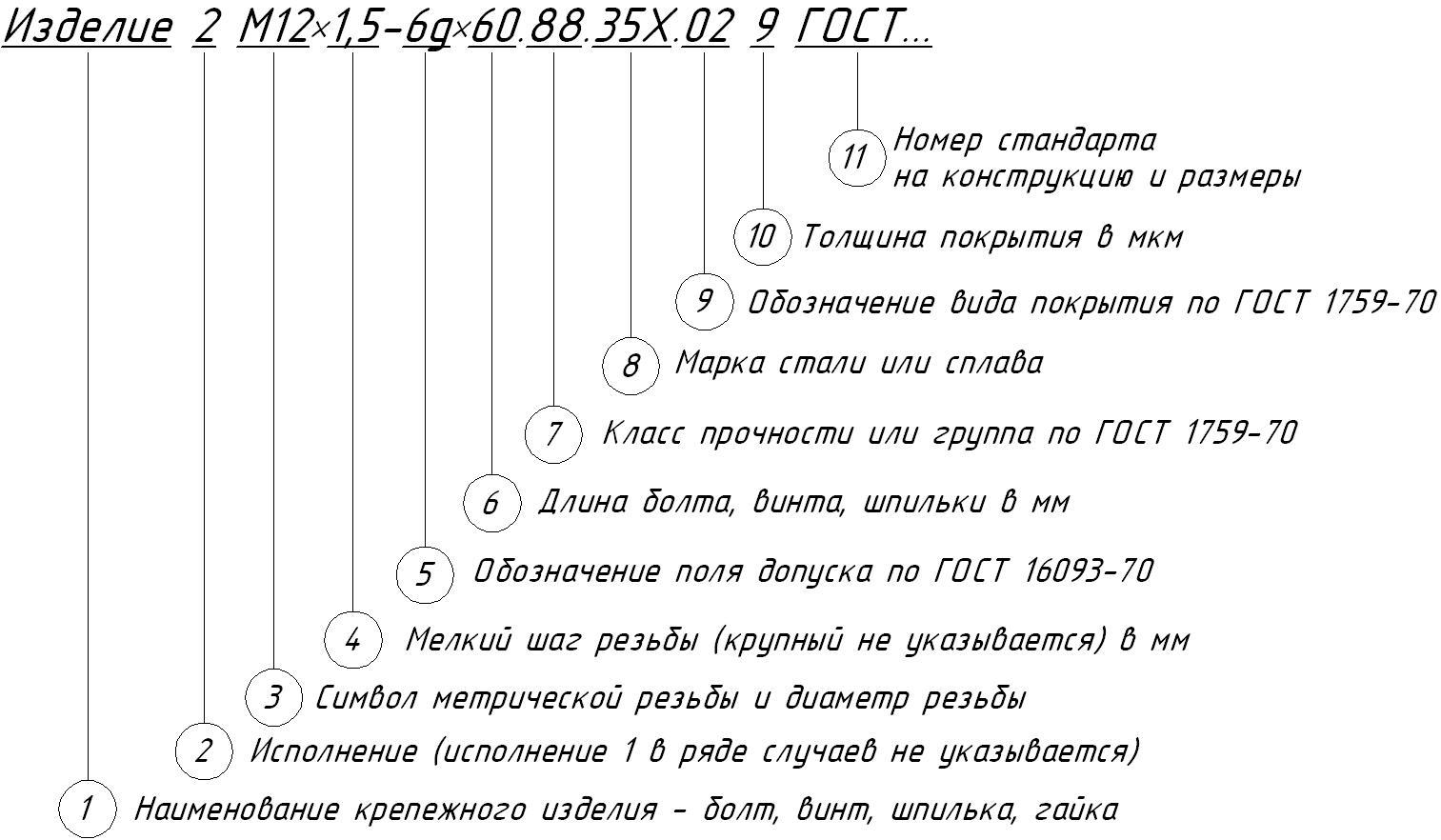 Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
«Оцинковка»
- А2 – марка сплава.
- 70 – предел прочности.
Фирменный знак изготовителя
Клеймо может быть углубленным либо выпуклым, а размеры символов определяются производителем изделий.
Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
 com/embed/UlN6RCgJMP0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/UlN6RCgJMP0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач.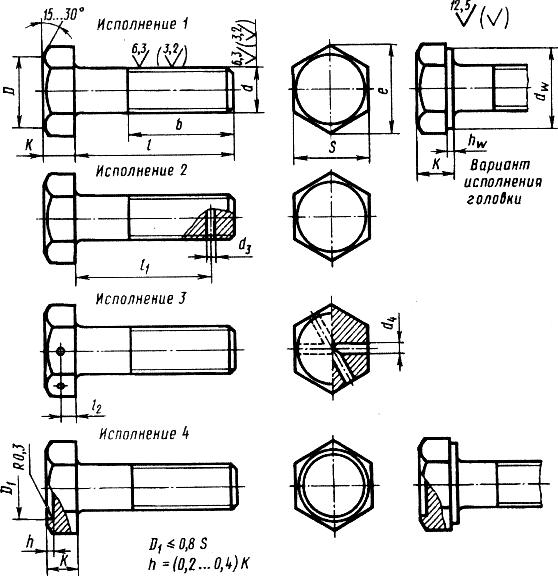 Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
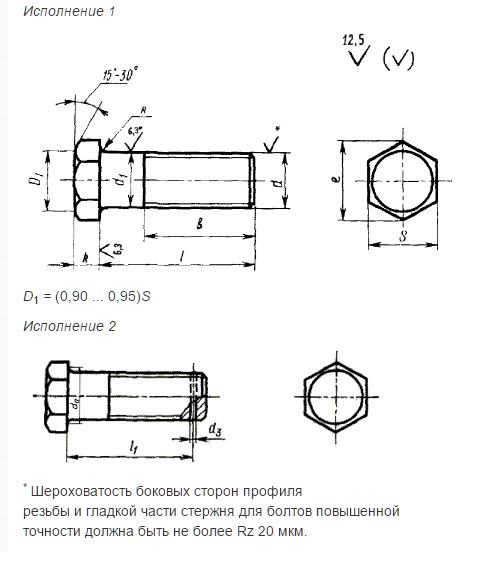
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.

- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Класс прочности болтов: маркировка, классификация, ГОСТ
В продаже можно встретить самые различные крепежные элементы, которые могут применяться для соединения нескольких изделий в одну конструкцию. Наиболее распространенным предложением можно назвать болты. Они применяются на протяжении последних нескольких десятилетий. Различные виды болтов характеризуются различными геометрическими параметрами и эксплуатационными качествами. К примеру, класс прочности болтов может варьироваться в достаточно большом диапазоне. Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Класс прочности болтов
Класс прочности резьбового крепежа
Класс прочности гаек определяет его механическими свойствами. Для классификации изделия по этому параметру применяется ГОСТ 1759 4-67. Согласно нормативной документации класс прочности делится на 11 категорий.
Скачать ГОСТ 1759.4-87 Болты, винты и шпильки. Механические свойства и методы испытаний»
Применяемое обозначение винтов имеет следующие особенности:
- Расшифровать класс прочности 10 или 9 достаточно просто. Применяемые правила маркировки позволяют упростить поставленную задачу по выбору подходящих крепежных элементов.
- Определить класс прочности шайб или других крепежных материалов можно при рассмотрении нормативной документации. Первая цифра обозначения умножается на 100, за счет чего получается показатель прочности на растяжение и на разрыв. Предел прочности определяет то, насколько прочным является применяемое крепежное изделие.
- В маркировке есть и второе число, которое может применяться при расчете основных показателей. К примеру, класс точности 8.8 говорит о том, что второй показатель соответствует соотношение предела текучести к временному сопротивлению. В данном случае показатель составляет 80%.
При изготовлении крепежного материала из нержавеющей стали или других материалов следует учитывать следующие моменты:
- Предел текучести – значение нагрузки, при которой материал после деформации не подлежит восстановлению. При расчете нагрузки, которая оказывает воздействие на резьбу, учитывается тот момент, что должен быть трехкратный запас прочности.
- Таблица прочности болтов применяется для выбора наиболее подходящего крепежного материала.
Разрушающие нагрузки для болтов
Применяемые болты по ГОСТУ с сопротивлением 800 МПа и больше могут выдерживать существенную нагрузку. Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.
- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Оцинкованые болты
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения. Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.
Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов.
Слишком низкий показатель может стать причиной деформации резьбовой поверхности при возникновении продольной нагрузки.
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение. Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
- Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
 Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.
Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
Маркировка болтов
Маркировка болтов может проводиться при применении разработанных стандартов ISO. Система маркировки подразумевает применение специальных таблиц. Кроме этого, все стандарты, применяемые на территории России, были разработаны несколько десятилетий назад. Класс прочности считается наиболее важным показателем, который учитывается при производстве практически всех крепежных элементов.
Рассматривая обозначение болтов, следует уделить внимание нижеприведенным моментам:
- Обязательная маркировка проводится при изготовлении винтов, диаметр которых составляет более 6 мм. Наносится маркировка прочности болтов и других показателей на изделия меньшего диаметра только по желанию производителя.
- Сортамент применяемых крепежных изделий с крестообразными или прямыми шлицами не предусматривает маркировку. Изделия, имеющие шестигранные шлицы, маркируются обязательно.
- Обязательной маркировке не подлежат не штампованные варианты исполнения, которые изготавливаются путем точения и резания. Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Рассматривая части болта, на которые наносится разметка, следует уделить внимание торцевой и боковой поверхности. Если применяется боковая поверхности, то обозначения наносятся углубленными знаками.
Классификация болтов
Существуют самые различные типы болтов. Выбор проводится в зависимости от того, какими эксплуатационными качествами должен обладать создаваемое изделие. Классификация болтов может проводится по нескольким критериям:
Классификация болтов может проводится по нескольким критериям:
- Классу прочности. Если рассматривать наиболее распространенные таблицы, то основным критерием становится класс прочности. Он определяет возможность применения изделия в тех или иных случаях. Специальные болты могут обладать высокой прочностью, применяться при сооружении мостов или создании других ответственных конструкций. Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях.
- Классификация по размеру важна. Это связано с тем, что с увеличением площади поперечного сечения повышается сопротивление скручиванию. Однако, для больших крепежей требуются отверстия с большим диаметром. Что касается длины стержня, то он выбирается в зависимости от толщины соединяемых элементов и требуемой длины резьбового соединения.
- Существуют различные виды головок. Примером можно назвать изделие с шестигранной головкой или в виде восьмигранника. Стоит учитывать, что этот показатель лишь определяет то, какой инструмент подходит больше всего для работы.
Виды болтов
Могут применяться и другие показатели для классификации крепежей. К примеру, в некоторых случаях уделяется больше всего внимания твердости поверхности. Однако, выбор зачастую проводится при учете класса точности. Именно поэтому классификация проводится по классу точности, которая указывается в нормативной документации и при проектировании.
Болты высокой прочности
В большинстве случаев применяются обычные соединительные элементы, при изготовлении которых применяется углеродистая сталь. Однако, при необходимости можно приобрести высокопрочные болты, которые могут применяться при создании высокопрочных соединений. Маркировка высокопрочных болтов проводится по общим стандартам.
Изготовление болтов высокой прочности проводится с учетом нижеприведенной информации:
- При изготовлении применяются специальные сплавы, которые характеризуются высокой прочностью и твердостью. Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.
- Для повышения прочности и твердости проводится термическая обработка. Она предусматривает изменение химического состава металла и структуры получаемого материала.
 Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.
Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.Болты высокой прочности
На высокопрочные болты может составляться собственная нормативная документация. Кроме этого, классификация проводится следующим образом:
- Крепежи с буквой «У» в маркировке применяются для эксплуатации при температурах ниже -40 градусов Цельсия. Однако, рассматриваемая буква указывается не во всех случаях маркировки.
- Предложение с исполнением ХЛ могут эксплуатироваться в более жестких эксплуатационных условиях, к примеру, при температуре от -40 до -65 градусов Цельсия. При маркировке в этом случае указывается класс точности.
Болты и гайки высокопрочные сегодня встречаются довольно часто. Это связано с высокими эксплуатационными качествами, которые позволяют расширить область применения изделия.
Точность болтов
Еще одним важным показателем можно назвать класс точности болтов. Это связано с тем, что при изготовлении могут применяться самые различные методы нарезания резьбы и обработки цилиндрической поверхности. Рассматривая показатель точности отметим нижеприведенные моменты:
- С повышение точности получаемое резьбовое соединение служит намного дольше.
- Предложение обладает более точной геометрической формой.
- Между крепежным изделием и образованным отверстием нет пространства, которое может стать причиной расшатанности соединения.
С повышением показателя точности также возрастает стоимость крепежа.
Именно поэтому крепежные материалы, применяемые при изготовлении не ответственных механизмов, обладают средним показателем точности. Применение современного оборудования при точении позволяет получить крепежи с высоким показателем точности.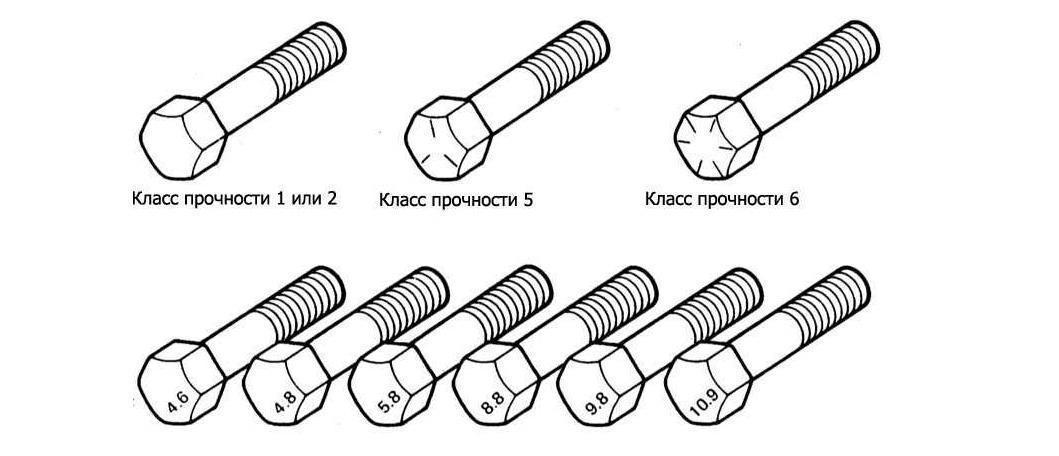
В заключение отметим, что производством рассматриваемых материалов занимаются различные компании. Во многом качество получаемого изделия зависит от применяемого оборудования и технологии производства. Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
Маркировка болтов и гаек: что означают цифры, буквы, засечки на шляпках — ошибка в расшифровке дорого стоит | Фишки Ремонта
Наш мужик сначала напортачит, а потом начинает разбираться, что именно сделал не так. Ровно так у меня и произошло — попал по глупости на 200 баксов. Зато теперь разбираюсь в маркировке дюймовых и метрических болтов и гаек, расшифровке классов прочности и не только. Уверен, потратив пару минут на чтение, вы сможете избежать ошибок в дальнейшем.
Маркировка дюймовых болтов
Дюймовая резьба отличается от метрической профилем, углом и шагом витков. Нельзя закручивать метрический болт в отверстие с дюймовой резьбой и наоборот. Можно, конечно, закрутить при большом желании, но только один раз.
Иногда думают, что дюймовые — это трубные резьбы, а метрические — «автомобильные». Но это не так.
Как отличить дюймовые болты
Класс прочности болтов с дюймовой резьбой замаркирован на шляпке рисками. Приведу пример маркировки американских резьб стандарта SAE.
Как отличить дюймовые гайки
Американский дюймовый крепеж маркируют рисками, а метрический цифрами.
Маркировка метрических болтов
При выборе крепежа имеет значение не только вид профиля резьбы, но и прочность металла. Не стоит пренебрегать этим параметром в механизмах, которые работают под нагрузкой. Мы привыкли, что одинокая цифра на шляпке болта из углеродистой стали — это и есть класс прочности. Но в разных стандартах заложены разные требования к маркировке.
Высокопрочные болты по ГОСТ 22353-77
Многие привыкли, что двухзначное или трехзначное число разделенное точкой — это класс прочности. Но только не в метизах по этому ГОСТу.
- Клеймо завода изготовителя.
- Сопротивление металла. Именно этот показатель характеризует класс прочности. Цифра — это значение в МПа деленное на 10.
- Климатическое исполнение. Марка ХЛ рассчитана на холодный климат.
- Номер плавки (НЕ КЛАСС ПРОЧНОСТИ!).
Высокопрочные болты по ГОСТ Р52644-2006
В маркировке болтов по этому ГОСТУ класс прочности выглядит уже привычнее.
- Клеймо завода изготовителя.
- Номер плавки.
- Класс прочности.
- S — высокопрочный шестигранный болт.
- ХЛ — предназначен для холодного климата.
Что еще нужно знать о маркировке болтов и гаек
Если предстоит закрепить полку в гараже или ригель к забору, нет смысла разбираться во всех этих рисочках с циферками. Достаточно пойти в ближайший метизный магазин и купить подходящий по размеру крепеж.
А вот если болты меняете в какой-то технике или механизме, работающем под нагрузками, маркировка имеет значение. Лучше найти крепеж с точно такой же маркировкой. Если такого же нет, тогда разбираться в стандартах, расшифровке букв, цифр и т.д. Интуитивно соотносить марки разных стандартов — гиблое дело.
На этом у меня сегодня все. Если материал оказался для вас полезным, не забывайте про «палец вверх»👍. Подписка на канал здесь.
Прочность болтов. Расшифровка класса прочности
Чем выше номер на металлоизделии, тем прочнее болт, тем большую механическую нагрузку он может нести. В России к высоконадежным крепежам причисляют болты таких групп: 6.8, 8.8, 9.8, 10.9, 12.9.
Выбирая болты, нужно также обращать внимание на то, из какого вида металла их изготавливают. Качество металла для изготовления крепежного элемента зависит от количества содержания в нем углерода — чем меньше углерода, тем надежнее и крепче деталь. Следовательно, высокопрочные болты делаются из низкоуглеродистых, а также легированных (с содержанием сплавов для дополнительных износоустойчивых свойств) сталей. К ним относятся стали марок 20, 20 КП, 35, 35Х, 20 Г2Р, 65Г, 40Х.
К ним относятся стали марок 20, 20 КП, 35, 35Х, 20 Г2Р, 65Г, 40Х.
Болты высокого класса прочности — 10.9,12.9 применяются в механизмах, которые требуют частой сборки-разборки, грузоподъемных машинах, сельскохозяйственных машинах, железнодорожных креплениях, строительных кранах. Твердость болтов класса прочности высокого — незаменима в тяжелом машиностроении, строении каркасов зданий, креплении приборов, которые подвергаются вибрационному действию, сложных механизмах, устройствах, возведении мостов.
Наиболее ходовыми болтами являются изделия среднего класса прочности, при изготовлении которых используется легированная сталь с содержанием углерода до 0,4% (сталь У4). Болты низкого класса прочности предназначены для легких не нагруженных конструкций, изготавливаются из марок стали 10, 20. Крепительные изделия низкого и среднего класса прочности широко применяются при изготовлении мебели, при креплении козырькового оборудования в машинах сельского хозяйства.
Болты также делятся на такие группы: черные и оцинкованные. К первой группе — черные — относятся металлоизделия необработанные, не имеющие внешнего покрытия и применяются они в устройствах, которые в дальнейшем будут покрашены. Их применяют в промышленном строительстве и машиностроении. Ко второй группе — оцинкованные — относятся болты с защитным покрытием, которые не подвержены разъеданию, ржавлению. Используются в конструкциях, для которых важен представительный вид, например, при сборе комнатной мебели.
Важно отметить, что прочность болта повышается его термической обработкой в электропечах с защитной средой.
Стандарт DIN отвечает мировым нормам качества. Болты стандарта DIN относятся к крепительным частям высокой твердости, делаются из углеродистой стали, с нанесением цинка на поверхность изделия, что повышает его устойчивость к искажениям. Применяются для сбора устройств из металла, установок, приспособлений. Задействованы в строительстве, где с их помощью прикрепляют навесные части к якорям, закрепленным в бетоне, кирпиче, во всех сферах народного хозяйства, в машиностроительной области. Сборка с применением болтов DIN экономична по материальным расходам.
Применяются для сбора устройств из металла, установок, приспособлений. Задействованы в строительстве, где с их помощью прикрепляют навесные части к якорям, закрепленным в бетоне, кирпиче, во всех сферах народного хозяйства, в машиностроительной области. Сборка с применением болтов DIN экономична по материальным расходам.
Самый используемый стандарт болтов DIN — это DIN 931 и DIN 933. Национальные аналоги вышеуказанных болтов — это металлоизделия, сделанные по стандартам качества ГОСТ 7798 и ГОСТ 7805.
ГОСТ 7798-70. Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.
На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Классификация метизов
Метизы, применяемые для крепления, можно поделить на две основные категории:
- метрические – имеют резьбу, которая обеспечивает эффективное вкручивание элемента в поверхность;
- крепежные – не имеют резьбы, поэтому для фиксации используется молоток или другой подобный инструмент.
Разновидности метрического крепежа:
- болты – активно используются в строительной отрасли, в автомобильной сфере и производстве станков. Для создания надежного крепления фиксируются гайками;
- гайки – необходимы при работе с винтами, болтами, шпильками. Основные виды: гайки соединительные, гайки шестигранные, гайки специальные с фланцем;
- винты – элементы с резьбой, востребованные в сфере сборки мебели, строительстве и ремонте;
- шпильки резьбовые – необходимы для фиксации различных деталей;
- шайбы – пластины, которые способствуют более надежному креплению изделий и распределению давления на опорную поверхность. Основные виды: шайба плоская, шайба плоская усиленная.
 Для создания надежного крепления фиксируются гайками;
Для создания надежного крепления фиксируются гайками;Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.
Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Что такое саморез и чем отличается от винта
Саморез — это разновидность винта, но с заостренным концом и более острой резьбой. Его основная задача — проделать резьбу внутри скрепляемой детали. Самым распространенным изделием такого плана у строителей является черный саморез.
Изготавливают саморезы для скрепления изделий из различных материалов, но в основном их делят на два вида:
- для работы по дереву;
- для работы по металлу.
Главное отличие — частота резьбы.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
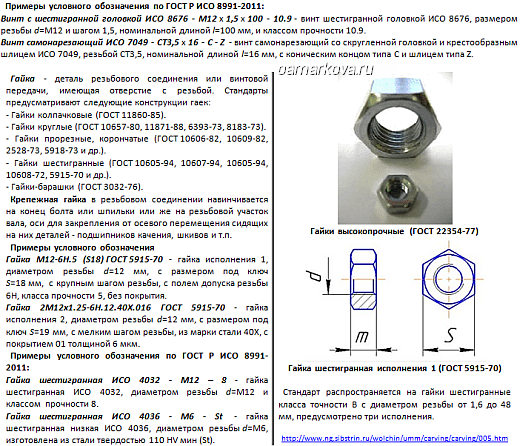
16.2. Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки
:
Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Рисунок 16.2
Рисунок 16.3 Рисунок 16.4
Рисунок 16.5
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты, гайки, шпильки и другой крепеж, как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм.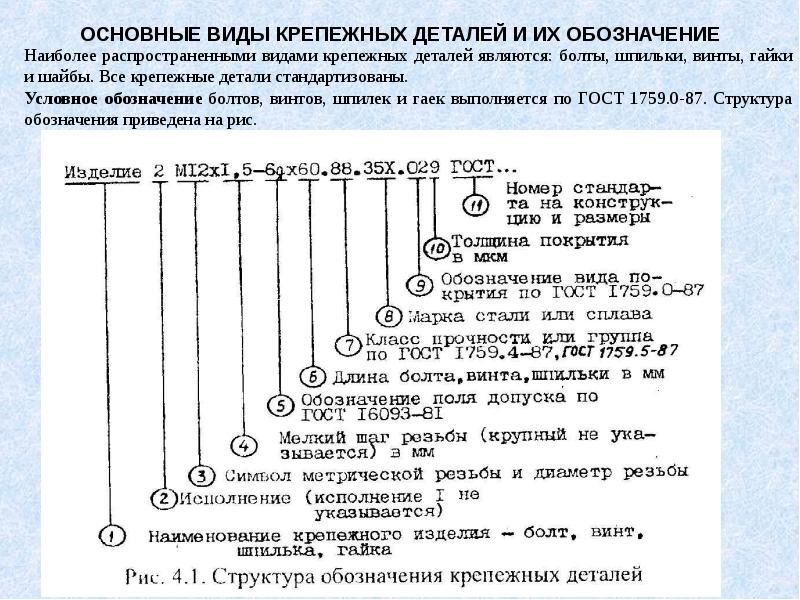 Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ
1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
- с крупным шагом резьбы (исполнение 1): Болт M10×60.6g.38×A.88.09. ГОСТ 7795-70;
- с мелким шагом резьбы (исполнение 2): Болт 2M10×60×1.25.6g.38ХА.88.09.ГOCT 7795-70.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений.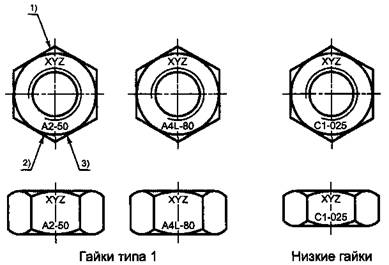 Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Как выглядит головка у винта
У винтов головки бывают разнообразных форм:
- цилиндрические;
- полусферические;
- в виде усеченного конуса.
И даже не всегда можно понять, чем отличается болт от винта, потому, что головка у последнего может быть и многогранной, что преимущественно бывает у винтов больших размеров, применяемых в машиностроении.
Сечения на головках (шлицы) бывают полными, для плоских отверток, и неполными, для крестовых. Но сейчас часто изготавливают универсальные головки с полным сечением, дополненные крестовиной.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.
- 12 — диаметр болта в миллиметрах.
- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13. В данном случае вид покрытия 04, а его толщина — 07 мкм.
Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М.Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Стандартные размеры саморезов — шурупов
Размер шурупа-самореза определяется всего двумя величинами: длиной и диаметром.
Универсальные шурупы
Изготавливаются как правило с неполной резьбой. Используются для дерева, ДСП и др. мягких материалов. Самонарезающие свойства невысокие. По стандартам ГОСТ 1144-80, 1145-80, 1146-80 выпускаются диаметрами 1.6, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 мм и длиной 13, 16, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100, 110, 120 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 2.5 | 10 | 3.0 | 10 | 3.5 | 10 | 4.0 | 13 | 5.0 | 16 |
| 13 | 13 | 13 | 16 | 20 | |||||
| 16 | 16 | 16 | 18 | 25 | |||||
| 18 | 18 | 18 | 20 | 30 | |||||
| 20 | 20 | 20 | 22 | 35 | |||||
| 22 | 22 | 22 | 25 | 40 | |||||
| 25 | 25 | 25 | 30 | 45 | |||||
| 30 | 30 | 40 | 50 | ||||||
| 40 | 45 | 60 | |||||||
| 50 | 70 |
Саморезы для дерева, ДСП, ДВП, пластмасс
Один из самых распространенных саморезов. Используется при монтаже в дюбели. Бывает с оцинкованным покрытием (белого цвета) или с оцинковкой и хроматным пассивированием (желтого цвета), иногда обрабатывается фосфатом.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.0 | 10 | 3.5 | 10 | 4.0 | 12 | 4.5 | 16 | 5.0 | 16 | 6.0 | 30 |
| 12 | 12 | 16 | 20 | 20 | 40 | ||||||
| 16 | 16 | 20 | 25 | 25 | 45 | ||||||
| 20 | 20 | 25 | 30 | 30 | 50 | ||||||
| 25 | 25 | 30 | 35 | 35 | 60 | ||||||
| 30 | 30 | 35 | 40 | 40 | 70 | ||||||
| 40 | 35 | 40 | 45 | 45 | 80 | ||||||
| 40 | 45 | 50 | 50 | 90 | |||||||
| 45 | 50 | 60 | 60 | 100 | |||||||
| 50 | 60 | 70 | 70 | 120 | |||||||
| 70 | 80 | 80 | 140 | ||||||||
| 90 | 160 | ||||||||||
| 100 | 180 | ||||||||||
| 120 | 200 |
Шуруп-глухарь с шестигранной головкой
DIN 571 и ГОСТ 11473-75. Предназначен для крепления лаг, реек и прочих задач в которых необходима усиленная фиксация. Как правило выпускается оцинкованный.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 6.0 | 30 | 8.0 | 40 | 10 | 40 | 12 | 100 |
| 40 | 50 | 50 | 120 | ||||
| 50 | 60 | 60 | 140 | ||||
| 60 | 70 | 70 | 160 | ||||
| 70 | 80 | 80 | 180 | ||||
| 80 | 90 | 90 | 200 | ||||
| 100 | 100 | 100 | 230 | ||||
| 120 | 120 | 120 | 250 | ||||
| 160 | 140 | 140 | 280 | ||||
| 180 | 160 | 160 | 300 | ||||
| 180 | 180 | ||||||
| 200 | 200 | ||||||
| 220 |
Шурупы для крепления к металлам
Шурупы по DIN 7981, DIN 7982, DIN 7982
Визуально похожи на универсальные, но отличаются материалами изготовления, углом захода и углом профиля резьбы (до 60 градусов).
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 16 | 6.3 | 16 |
| 16 | 16 | 16 | 19 | 19 | 19 | ||||||
| 19 | 19 | 19 | 22 | 22 | 22 | ||||||
| 22 | 22 | 22 | 25 | 25 | 25 | ||||||
| 25 | 25 | 25 | 32 | 32 | 32 | ||||||
| 32 | 32 | 32 | 38 | 38 | 38 | ||||||
| 38 | 38 | 38 | 45 | 45 | 45 | ||||||
| 45 | 45 | 50 | 50 | 50 | |||||||
| 50 | 50 | 60 | 60 | 60 | |||||||
| 70 | 70 | 70 | |||||||||
| 80 | 80 |
Шурупы по DIN 7504
Конструктивно практически полностью идентичны остроконечным шурупам по металлу DIN 7981, 7982, 7983 (см. табл. выше). Ключевое отличие — наконечник выполняющий функцию сверла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 22 | 6.3 | 22 |
| 16 | 16 | 16 | 19 | 25 | 25 | ||||||
| 19 | 19 | 19 | 22 | 32 | 32 | ||||||
| 22 | 22 | 22 | 25 | 38 | 38 | ||||||
| 25 | 25 | 25 | 32 | 45 | 45 | ||||||
| 32 | 32 | 38 | 50 | 50 | |||||||
| 38 | 38 | 45 | |||||||||
| 50 |
Саморезы для листового металла и изделий на металлической основе
Саморезы с прессшайбой
Встречаются в продаже как со сверлом (для металла толщиной до 2мм) так и острым наконечником ( предназначен для металла до 0.9мм). Стандартные диаметры 4.2 (4.0) мм и длина – 13, 14 , 16, 18, 19, 22, 25, 32, 41, 51 мм.
Саморез с полуцилиндрической головкой («клоп»)
Аналогично предшественнику бывает как острый так и со сверлом. Размерная линейка у данного самореза отсутствует и встречается он в единственном размерном варианте:
С острым наконечником – 3.5 х 11
С наконечником-сверло – 3.8 х 11
Саморезы с шестигранной головкой
Предназначены для работы с листовым металлом без предварительной подготовки отверстия. Обеспечивают усиленное крепление. От одного производителя к другому возможны вариации размеров продукции данного сегмента крепежных элементов. В таблицах ниже приведены самые популярные.
С острым наконечником.
Для листов металла до 0.9 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 13 | 4.8 | 14 |
| 19 | 5.0 | 19 | |
| 25 | 25 | ||
| 38 | 38 | ||
| 51 |
Cо сверлом (DIN 7504-K)
Для металла большой толщины (5мм и более). Длина наконечника — сверла определяет мах. толщину листового металла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 19 | 4,8;5,0 | 14 | 5.5 | 19 | 6.3 | 19 |
| 21 | 19 | 25 | 25 | ||||
| 25 | 25 | 32 | 32 | ||||
| 32 | 38 | 38 | 38 | ||||
| 45 | 51 | 45 | |||||
| 51 | 64 | 51 | |||||
| 64 | 76 | 64 | |||||
| 76 | 76 | ||||||
| 90 | |||||||
| 102 | |||||||
| 127 | |||||||
| 152 |
Саморезы для гипсокартона
Когда монтируют листы гипсокартона на металлический профиль, применяют саморезы с частой резьбой. Для крепежа на деревянное основание используется саморез с крупной однозаходной резьбой (см. рис). Ранее мы упоминали про универсальные крепежные элементы. Они держат хорошо, но если есть возможность использовать специальные, лучше сделать именно так. Для монтажа гипсокартонных плит на деревянную обрешетку или металлический профиль до 0.9 мм без предварительного сверления предназначены саморезы следующих размеров:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 19 | 3.8 | 64 | 4.2 | 70 | 4.8 | 90 |
| 25 | 76 | 95 | |||||
| 32 | 102 | ||||||
| 35 | 110 | ||||||
| 41 | 127 | ||||||
| 45 | 152 | ||||||
| 51 | |||||||
| 55 |
Для крепления гипсокартона к основательному металлическому профилю (от 0.9мм до 2мм) целесообразно использовать саморез — бур с наконечником — сверло.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 25 | 4.2 | 60 | 4.8 | 89 |
| 32 | 66 | 102 | |||
| 41 | 76 | ||||
| 48 |
Саморезы для крепления гипсоволоконных плит
Подробнее про листы ГВЛ читайте здесь >>>
Изготавливаются с потайной конической уменьшенной головкой, крестообразный шлиц, двухзаходную резьбу переменного профиля и острый наконечник.Размеры крепежных изделий для монтажа на деревянный каркас или профиль из металла с толщиной менее 0.9 выглядят так: Ø 3.9 мм с длинами 19, 25, 30, 45 мм.
Саморезы для крепления плит и листов ДСП, ДВП, фанеры
Размеры самой фанеры в этом материале >>>
Как правило это оцинкованные шурупы (FLUGEL) размером 5.0 х 36
Встречаются с потайной конической головкой и насечками для раззенковки потайного отверстия (DIN 7504P) с размерами:
| Ø | длина,мм |
| 4.2 | от 25 до 110 |
| 4.8 | |
| 5.5 | |
| 6.3 |
Кровельные саморезы
При монтаже кровли целесообразно применять стандартные оцинкованные саморезы. Они не поддаются коррозии. Таблица с размерной линейкой выглядит так:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4,80 | 20 | 5,50 | 19 (20) | 6,30 | 19 (20) | 7,00 | 122 |
| 29 | 25 | 25 | 142 | ||||
| 35 | 32 | 32 | 162 | ||||
| 38 | 38 (40) | 38 (40) | 177 | ||||
| 50 | 51 (50) | 50 | |||||
| 60 | 64 (62) | 60 | |||||
| 70 | 76 (78) | 70 | |||||
| 80 | 100 | 80 | |||||
| 115 | 90 | ||||||
| 130 | 100 | ||||||
| 150 | 130 | ||||||
| 180 | 150 | ||||||
| 235 | 175 | ||||||
| 200 | |||||||
| 235 |
Выпускаются кровельные саморезы с окрашенными головками. Краска создает дополнительную защиту от воздействия внешних факторов. И они не портят экстерьер крыши, так как «выбираются» по цвету.
Шурупы и саморезы специального назначения
Конфирматы
Кон – это отдельная категория крепежа. Он разработан для сборки мебельных панелей. Изготавливается с различными защитно — декоративными покрытиями (чаще оцинковка). Шаг резьбы – редкий. Задача – стянуть детали друг к другу. Головка имеет характерное отличие. Для ввинчивания необходим специальный шестигранник.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 5.0 | 40 | 6.5 | 50 | 7.0 | 40 |
| 50 | 50 | ||||
| 60 | |||||
| 70 |
Шурупы по бетону
Вкручиваются в заранее высверленное отверстие. Перфоратором пользоваться не рекомендуется. Отсюда трудоемкость процесса. Перед ввинчиванием нужно капнуть машинного масла — это немного облегчит процедуру. Вид крепежа, что называется «навечно». Выдерживают высокие нагрузки (до 100кгс). Бывают: Ø 7.5 мм. Длина: 50, 70 (72), 80, 90, 100, 120, 130, 140, 150, 160,180, 200,… мм.
Оконные саморезы
Подготовка отверстия не требуется. Работают как «усилители» окон и имеют следующие размеры: Ø 3.9 мм, длины: 13, 16, 19, 22, 25, 32, 35, 40 (38), 45 мм.
Рамные шурупы
Большие шурупы обладающие высокой прочностью. Вкручиваются в дюбель и иногда идут в комплекте с ним.
Юстировочные шурупы
Характерная особенность — вторая резьба. Первая резьба (как правило более мелкая) необходима для крепления к основе, вторая служит для монтажа подконструкции.
Популярны шурупы шурупы ∅6 мм и длиной: 60, 70, 80, 90, 100, 110, 120, 130, 145 мм.
Шурупы для строительных лесов
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 8.0 | 80 | 10.0 | 160 | 12.0 | 90 |
| 100 | 120 | ||||
| 120 | 160 | ||||
| 190 | |||||
| 230 | |||||
| 300 | |||||
| 350 |
Шурупы-гвозди
Шурупы для подвесов
Очень удобны в быту, например на таком крепеже у нас уже несколько лет в коридоре городской квартиры висит детская качелька. Время на установку и снятие — буквально 1 секунда! Единого стандарта на размеры этого элемента не существует и каждое производство формирует размерную линейку на собственное усмотрение.
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4290 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 2-1700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7500 | 8900 | 14100 | 10660 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11300 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 30100 | 34800 | 40700 | 51900 | 63700 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 42900 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 58700 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 52500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 00700 |
| 22 | 2,5 | 303 | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 176000 | 208000 | 243000 | 310000 | 380000 | 91500 | 100000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 410000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 250000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 860000 | 1053000 | 253500 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1306 | 666000 | 770000 | 901000 | 1150000 | 1410000 | 339600 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1020000 | 1300000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 20 | 1,5 | 272 | 136000 | 160000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 10000 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 24 | 2 | 384 | 196000 | 227000 | 265000 | 338000 | 415000 | 998000 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 449000 | 525000 | 670000 | 822000 | 198000 | 236000 | 373000 | 282000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 525000 | 608000 | 711000 | 906000 | 1112000 | 268000 | 319000 | 505000 | 381000 |
| 42 | 3 | 1205 | 615000 | 711000 | 830000 | 1060000 | 1300000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1400 | 714000 | 826000 | 966000 | 1232000 | 1512000 | 364000 | 434000 | 686000 | 518000 |
| 48 | 3 | 1603 | 818000 | 946000 | 1110000 | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
ПРИЛОЖЕНИЕ 3
Обязательное
Таблица 9
назад к оглавлению
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов — Справочная информация
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов
Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Для производства применяют несколько марок стали. Распространенными считают — 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.
Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.
Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ.
Точность болтов
Другое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм.
Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня.
prompriem.ru
https://pellete.ru/s…lya-boltov.html
Склад болтов — как обозначены размеры крепежа
Базовая идентификация
Ниже приведен пример полного описания крепежа. Это обозначение включает всю информацию, необходимую для идентификации застежки.
| Описание крепежа: | Крепежный винт | Кастрюля Phillips | Нержавеющая сталь 18-8 | 1/4 — 20 x 2 « | |
| Тип застежки | Голова | Материал | Размер |
Тип застежки
Тип застежки
— это общий тип крепежа, такой как винты для дерева , болты с шестигранной головкой , крепежные винты , шестигранные гайки или болты с квадратным подголовком .
Голова
Типы головок содержат до двух частей:
Пример:
| Филипс | Сковорода |
| Тип привода | Стиль головы |
Тип привода
Тип привода описывает тип инструмента, используемого для установки крепежа. Типичными примерами являются phillips , с прорезями и квадрат .
Некоторые крепежные детали, такие как болты с квадратным подголовком , , не имеют привода, поэтому тип привода не указан.
В некоторых других случаях, например, с болтами с шестигранной головкой , тип головки и привода (шестигранник) определяется типом крепежа.
Тип головы
Стиль головы описывает форму головы. Типичными примерами являются: поддон , плоский , ферма и шестигранник .
Некоторые типы крепежа, в том числе установочные винты и некоторые анкеры , не имеют головки, и поэтому свойство головки отсутствует.
Материал
Наиболее частые части описания материала:
| Пример: | Оцинковка | 8 класс | Сталь |
| Покрытие | Оценка | Материал |
Покрытие
Многие крепежные детали, особенно стальные, имеют гальваническое покрытие или покрытие для защиты от коррозии или в декоративных целях.Обычные покрытия включают цинкование , цинкование и хромирование .
Оценка
Некоторые материалы, например сталь, бывают разных сортов. Марка определяет точный набор механических свойств. Примеры обычных марок стали включают сорт 2 , сорт 8 и сорт 8,8 .
Материал
Это основной базовый материал.Наиболее распространенным материалом для крепежа является сталь (включая нержавеющую сталь ), часто дополнительно указывающую марку (марка 8 и т. Д.). Однако используются многие другие материалы, в том числе латунь , бронза и нейлон .
Это свойство всегда будет присутствовать , даже если не указаны сорт или покрытие. Таким образом, полное описание материала застежки может быть просто: латунь.
Другая информация
Иногда описание материала может содержать другую информацию.Примеры включают крепежные детали с окрашенными головками , цветные покрытия, такие как желтый цинк или полированные поверхности .
Дополнительную информацию о материалах см. На нашей странице «Материалы».
Размер
Для большинства застежек размер состоит из двух или трех частей. Например:
| Пример: | 1/4 « | –20 | x 3 дюйма |
| Диаметр | Резьба количество | Длина |
Диаметр
Диаметр обычно измеряется снаружи резьбы.Для крепежных изделий США это измеряется в дюймах (за исключением малых диаметров, где диаметры пронумерованы), а для метрических крепежных элементов — в миллиметрах (сокращенно мм или с префиксом M).
Для получения дополнительной информации о том, как измерить диаметр определенных типов крепежа, см. Нашу страницу «Измерение диаметра крепежа».
Количество ниток / шаг
Только крепежные детали с машинной резьбой (гайки и винты / болты, которые могут захватить гайку) указывают количество резьбы или шаг резьбы.
Крепежные детали
США определяют витков на дюйм (TPI), обычно называемое , количество витков , поэтому 20 соответствует 20 виткам на дюйм. Вместо этого метрические крепежные детали указывают шаг резьбы , который представляет собой расстояние между резьбами. Следовательно, с шагом 1,5 будет 1,5 миллиметра между каждой резьбой.
Для получения дополнительной информации см. Нашу страницу «Шаг резьбы и количество ниток».
Длина
Длина застежки обычно измеряется от предполагаемой поверхности материала при установке застежки до конца застежки.Крепежные детали в США измеряются в дюймах, а метрические крепежи — в миллиметрах (мм). Для получения дополнительной информации о том, как измерить определенные типы крепежа, см. Нашу страницу Измерение длины крепежа.
Порядок и условные обозначения
Диаметр, количество / шаг резьбы и длина всегда должны указываться в этом порядке. Кроме того, для крепежа США и метрической системы используются несколько иные обозначения.
В крепежных изделиях США тире следует использовать для разделения диаметра и количества резьбы (если есть количество резьбы), а символ x используется для отделения их от длины.Двойная кавычка («) может присутствовать, а может и не присутствовать, чтобы указать, что размер измеряется в дюймах. Знак числа (#) указывает числовой диаметр, используемый с меньшими винтами. Следует избегать опускания знака числа для этих размеров, поскольку это может легко привести к путаница между американскими и метрическими размерами.
В метрических застежках x используется для разделения каждой части размера. Каждая часть (включая шаг резьбы) измеряется в миллиметрах, поэтому за каждой может следовать аббревиатура мм.Часто это не относится к шагу резьбы. Иногда его также не используют в других частях размера. Этого следует избегать, так как это может привести к путанице с американскими размерами застежек. Чтобы сократить метрические размеры, многие люди используют заглавную букву M перед диаметром, а затем оставляют единицы измерения в других частях размера. Этот метод приводит к уменьшению размера, который все еще явно является метрическим размером.
Примеры:
США Машинная резьба Немашинная резьба США | Метрическая машинная резьба Метрическая немашинная резьба Альтернатива в метрической системе |
Другая недвижимость
Некоторые застежки обладают дополнительными особыми свойствами.Некоторыми примерами являются специальные типы острия ( нарезание резьбы , пробивающее , острие ), встроенные шайбы (неопреновые уплотнительные шайбы , фиксированные стопорные шайбы ), специальные системы фиксации резьбы (нейлоновая накладка , pre -примененный резьбовой фиксатор r) и винты вентилируемые . Эти свойства включены в остальную идентификацию.
Гайки и шайбы
Гайки и шайбы не обладают многими свойствами других крепежных изделий.
Размеры гаек и шайб совпадают с диаметром крепежа, с которым они предназначены. Таким образом, шайба 1/4 дюйма подходит для болта / винта 1/4 дюйма.
Пример шайбы описание:
| Пример: | Шайба плоская | Нержавеющая сталь | 1/4 « |
| Тип | Материал | Размер |
Пример гайки Описание:
| Пример: | Гайка шестигранная | Нержавеющая сталь | 1/4 дюйма — 20 |
| Тип | Материал | Размер |
Типы, материалы и размеры указаны выше с отмеченными исключениями.
Порядок собственности
В то время как Bolt Depot использует порядок, указанный в верхней части этой страницы, другие поставщики могут использовать другой порядок для деталей, составляющих описание.
Пример:
Вместо
Тип Тип головки Материал Размер
Вы могли увидеть
Тип материала Размер Тип головки
или
Размер Материал Тип головки Тип
В других случаях эти различные элементы могут быть разделены на этикетке или листе заказа.Пока присутствуют все элементы, застежку можно легко идентифицировать.
Сокращения
Поскольку описания крепежа могут быть довольно длинными, часто используются сокращения.
Примеры:
WS = шуруп для дерева
MS = крепежный винт
Фил = Филлипс
S / S = нержавеющая сталь
G8 = сталь 8-го класса
Таким образом, вы можете увидеть что-то вроде этого:
Пример: WS Phil.Плоский S / S # 12 x 2
Несмотря на то, что он сильно укорачивается, он содержит полную спецификацию крепежа.
Многие распространенные сокращения можно найти на нашей странице сокращений для крепежных изделий.
Примечание. Помимо сокращений, многие люди не учитывают в описании крепежа те части, которые, по их мнению, будут либо «стандартными», либо не важны для них. Например, можно не указывать плотность резьбы, потому что им просто нужна «стандартная» (грубая) резьба, или не указывать марку материала.Всегда лучше попытаться получить эту информацию до совершения покупки, чтобы избежать ошибок.
Shop Talk
Каждый, кто работает с крепежом, со временем начинает использовать свои сокращения и терминологию. Кричать «Принеси мне несколько анкеров для перил» намного проще, чем «Принеси мне несколько анкеров из нержавеющей стали размером три восьмых шестнадцать на четыре дюйма». Часто этот «Shop Talk» передается людям, которые никогда не знали другого названия застежки, а иногда даже становится отраслевым или региональным сленгом.
Для тех случаев, когда вы не можете идентифицировать застежку по имени, мы создали Таблицу типов застежек для печати. Эта таблица типов, а также иллюстрации в нашем каталоге разработаны, чтобы помочь вам определить, что вам нужно, вплоть до определенного размера.
Для помощи в поиске застежки, пожалуйста, свяжитесь с нашим отделом обслуживания клиентов по телефону 866-337-9888
.
Обработка AN Самолетные болты, детали рукоятки и кодирование
Использование и установка правильного оборудования, болтов и гаек в самолетах является обязательным условием.Оборудование неавиационного класса просто не обладает прочностью или коррозионной стойкостью, подходящими для использования в нашем проекте. Мы бы играли своей жизнью и жизнью других, используя эти плохие болты и гайки.
Чтобы иметь возможность распознать правильную фурнитуру, мы продолжаем описание кодировки болтов, винтов и соответствующих крепежных элементов. Поскольку важно использовать идеальный болт (типа AN или NAS) с правильной длиной, мы представляем вам таблицу, чтобы проверить, используется ли именно тот болт.
Эти болты широко используются в самолетах, и установка правильного болта и использование небольшого количества шайб означает получение нужной длины. Таблица, которую мы предоставляем, должна помочь в этом.
Детали болта и ручки
Болты
AN могут использоваться как для растягивающих, так и для поперечных нагрузок / приложений. Используемый материал — никелевый сплав с кадмиевым покрытием (без буквенного обозначения, головка отмечена крестиком или звездочкой), коррозионно-стойкая сталь (обозначение C, головка обозначена одинарным тире) или алюминиевый сплав 2024-T3 (обозначение DD, голова отмечена двумя черточками).
Диаметр обозначается числом после AN. Таким образом, AN3 означает болт диаметром 3/16 дюйма. Число после тире указывает длину в восьмых (1/8) дюймах до 7/8. Если болт длиннее дюйма, первая цифра — это количество дюймов, а вторая цифра — количество восьмых. Например: AN3-12 — это болт диаметром 3/16 дюйма и длиной 1 дюйм плюс 2/8 или 1-1 / 4 дюйма.
Описание и код болта AN
Болты
AN имеют кодировку в соответствии с определенным стандартом.Кодировка болта с шестигранной головкой AN4- (H) 10A (например) следующая:
| AN | Армейский стандарт ВМС |
| 4 | Диаметр в 1/16 дюйма, таким образом, этот болт имеет диаметр 4/16 дюйма |
| — | Сталь с кадмиевым покрытием (C = коррозионно-стойкая сталь, DD = алюминиевый сплав) |
| (H) | Просверленная головка, оставьте, если отверстие в головке не требуется |
| 10 | Длина 1 дюйм (см. Таблицу ниже) |
| A | Отверстие под шплинт не требуется |
Болт AN был первоначально разработан для использования с корончатой гайкой и шплинтом, где в хвостовике просверливается палец.При желании использовать самоконтрящуюся гайку сверлить стержень не следует (обозначение А — AN5-7A). Если болт используется в глухом закрытом отверстии, необходимо просверлить головку для обеспечения безопасности болта (обозначение H).
И поскольку изображение говорит больше, чем таблица выше (или 1000 слов), я включил этот макет ниже:
Определить правильный самолетный болт может быть довольно сложно, поскольку они закодированы специальными символами, тиснеными на головке. Изображение справа показывает возможности:
Длина рукоятки болта
Чтобы определить длину захвата болта, вычтите значение, указанное ниже, из длин, указанных в таблице, длина болта с шестигранной головкой.
AN3 — 13/32, AN8 — 25/32, AN14 — 1-1 / 4
AN4 — 15/32, AN9 — 29/32, AN16 — 1-3 / 8
AN5 — 17/32, AN10 — 61 / 64, AN18 — 1-1 / 2
AN6 — 41/64, AN12 — 1-3 / 32, AN20 — 1-11 / 16
AN7 — 21/32
AN3-AN20 Длина болта с шестигранной головкой
В таблице ниже представлены стандартные длины болтов AN.
| Болт | AN3 | AN4 | AN5 | AN6 | AN7 | AN8 | AN9 | AN10 |
| Номер панели | 10-32 | 1 / 4-28 | 5 / 16-24 | 3 / 8-24 | 7 / 16-20 | 1 / 2-20 | 9 / 16-18 | 5 / 8-18 |
| 3 | 15/32 | 15/32 | – | – | – | – | – | – |
| 4 | 17/32 | 17/32 | 19/32 | – | – | – | – | – |
| 5 | 21/32 | 21/32 | 23/32 | 45/64 | 23/32 | – | – | – |
| 6 | 25/32 | 25/32 | 27/32 | 53/64 | 27/32 | 27/32 | 31/32 | – |
| 7 | 29/32 | 29/32 | 31/32 | 61/64 | 31/32 | 31/32 | 1-1 / 32 | 1–1 / 64 |
| 10 | 1-1 / 32 | 1-1 / 32 | 1-3 / 32 | 1-5 / 64 | 1-3 / 32 | 1-3 / 32 | 1-5 / 32 | 1-9 / 64 |
| 11 | 1-5 / 32 | 1-5 / 32 | 1-7 / 32 | 1-13 / 64 | 1-7 / 32 | 1-7 / 32 | 1-9 / 32 | 1-17 / 64 |
| 12 | 1-9 / 32 | 1-9 / 32 | 1-11 / 32 | 1-21 / 64 | 1-11 / 32 | 1-11 / 32 | 1-13 / 32 | 1-25 / 64 |
| 13 | 1-13 / 32 | 1-13 / 32 | 1-15 / 32 | 1-29 / 64 | 1-15 / 32 | 1-15 / 32 | 1-17 / 32 | 1-33 / 64 |
| 14 | 1-17 / 32 | 1-17 / 32 | 1-19 / 32 | 1-37 / 64 | 1-19 / 32 | 1-19 / 32 | 1-21 / 32 | 1-41 / 64 |
| 15 | 1-21 / 32 | 1-21 / 32 | 1-23 / 32 | 1-45 / 64 | 1-23 / 32 | 1-23 / 32 | 1-25 / 32 | 1-49 / 64 |
| 16 | 1-25 / 32 | 1-25 / 32 | 1-27 / 32 | 1-53 / 64 | 1-27 / 32 | 1-27 / 32 | 1-29 / 32 | 1-57 / 64 |
| 17 | 1-29 / 32 | 1-29 / 32 | 1-31 / 32 | 1-61 / 64 | 1-31 / 32 | 1-31 / 32 | 2-1 / 32 | 2-1 / 64 |
| 20 | 2-1 / 32 | 2-1 / 32 | 2-3 / 32 | 2-5 / 64 | 2-3 / 32 | 2-3 / 32 | 2-5 / 32 | 2-9 / 64 |
Для получения более полной версии для печати щелкните здесь.
, написанный EAI.
| ||||||||||||||||
На колесах нанесены размеры?
На
Many Wheels есть информация об измерениях. Если вы сможете найти и понять маркировку, вам не придется измерять ее самостоятельно.
Как найти отметки
Маркировку колеса можно найти на задней стороне ступицы или спиц. Иногда их также можно найти на внутреннем крае обода.
- Снимите колесо.
- Очистите колесо.
- Положите колесо лицевой стороной вниз.
- Проверьте наличие маркировки.
Если ваше колесо имеет маркировку, вы можете найти марку, модель, номер детали, номинальную нагрузку и маркировку, которая может выглядеть следующим образом:
7J x 16 h3 5/120 ET47
Что означает маркировка
** Для получения дополнительной информации щелкните синие ссылки. **
7 = ширина колеса
J = профиль борта
- Это размер и форма кромки, на которой крепится борт шины.»J» является наиболее распространенным и используется на большинстве легковых автомобилей.
x = Конструкция колеса
- В этом случае «x» означает, что колесо было сконструировано как одно целое.
16 = диаметр колеса
h3 = фланец колеса
- Фланец — это выпуклость на поверхности, на которой крепится борт шины. Эта выпуклость помогает предотвратить падение шины на колесо.
- Комбинации букв и цифр определяют тип, размер и форму фланца.
5/120 = Расположение болтов
- Первое число — это количество болтов или проушин. Число после косой черты — это размер воображаемого круга, образованного центром отверстий для болтов в колесе.
ET47 = смещение
- В этом примере колесо имеет положительное смещение 47 мм.
Банкноты
- Комбинации букв и цифр, использованные в этом примере, являются ТОЛЬКО примером.
- Отметки на ваших колесах могут быть разделены на несколько мест.
- Нет отраслевого стандарта на расположение или формат маркировки колес.
ID ответа
4630
|
Опубликовано
11.05.2016 15:09
|
Обновлено
09.09.2020 12:10
Расшифровка шин и дисков
Опубликовано 01 сентября 2018 г.
Какие шины и диски вам нужны?
Вы попадаете в большую выбоину и слышите характерный звук спущенной шины. Вылезаете проверить — обод тоже треснул.Вы звоните в несколько магазинов. Ваш дилерский центр. Вы получаете несколько котировок цен — все возмутительные. Вы хотите поискать в Интернете более выгодные цены, но не знаете, с чего начать. Вы указываете свою марку и модель и сталкиваетесь с целой страницей выбора, и все это выглядит тарабарщиной. Фу!
Не волнуйтесь, расшифровать размер шин и колес очень просто, если у вас есть образец того, на что вы смотрите.
Шины
Размер вашей шины, если предположить, что ваш автомобиль серийный, будет указан на наклейке на раме двери со стороны водителя.Это также будет в руководстве пользователя. На наклейке должна быть указана информация о размерах передних, задних и запасных шин. Скорее всего, передние и задние шины будут одинаковыми; запчасти повсюду.
Вся эта информация также наносится на шину. Если вы модифицировали свой автомобиль и знаете, что у него другие шины, посмотрите на боковину.
Размер будет примерно таким: P245 / 50R17 98V. Все это не имеет смысла, правда? Вот разбивка.
- « P » — означает пассажирский.Как в легковой машине. Иногда для легкого грузовика будет написано «LT». Если вы не ведете большой коммерческий грузовик, это будет «P» или «LT».
- « 245 » — ширина шины в миллиметрах. Почему миллиметры? Потому что Michelin изобрела современные шины, а это французская компания.
- « 50 » — процентное отношение боковины к ширине шины, измеренное от протектора до борта (например, 50% от 245 мм составляет 122,5 мм). Бусинка — это часть, которая будет касаться обода.
- « R » — радиально. Это относится к конструкции шины. Если вашему автомобилю не более 40 лет, у него радиальные шины.
- « 17 » — диаметр вашего обода в дюймах. Это будет от 14 до 22 дюймов.
- « 98 » — индекс нагрузки. Чем выше число, тем большую нагрузку может выдержать шина. Это число может варьироваться от 70 до 126. Чем тяжелее ваше транспортное средство и предполагаемая нагрузка, тем больше число. Некоторые автомобили могут иметь шины « XL », что означает экстремальную нагрузку.
- « V » — номинальная скорость. «V» — это максимальное значение, которое вы можете найти на обычном автомобиле, и его скорость составляет 149 миль в час. У большинства транспортных средств будет буква «S» или «T» или скорость около 112 миль в час или 118 миль в час. Имейте в виду, это постоянная скорость. Большинство шин будут хорошо себя вести под этими рейтингами. Ищите буквы от L до V.
Другая маркировка, которую вы иногда можете увидеть, это «M + S» или «M / S» для грязи и снега, или «AT» для любой местности и «AS» для всего сезона. Большинство автомобилей будут поставляться с шинами AS.
Если у вас спущенные шины на других колесах, небезопасно заменять одну на стандартную шину. Плоские колеса обозначаются ZP, RFT, SEAL, а иногда и спущенной шиной со стрелкой, указывающей в сторону.
Колеса
Найти это будет немного сложнее. Но информации для декодирования меньше, и шина уже дает вам часть ее. Как только вы найдете его, скорее всего, на обратной стороне самого обода, он будет выглядеть примерно так: 7.5Jx17h3 ET44.
- « 7,5 » — ширина обода от кромки борта до кромки борта — самая широкая часть внутренней части обода.
- « J » — относится к бортовому профилю. Редко можно встретить на легковых автомобилях что-то, кроме буквы J. На больших грузовиках и фургонах могут быть буквы «G», «H» или «JJ». Убедитесь, что он совпадает.
- « 17 » — то же, что и шина: диаметр обода.
- « h3 » — обозначает «горб» обода.Неровности колес добавляют ободу прочности. Это не так важно, как другие измерения, но найти правильный горб не составит труда.
- « ET44 » — смещение крепления колеса от центра обода. Это может быть как положительное, так и отрицательное. Минус ближе к подвеске. Положительный еще дальше от подвески автомобиля. «ET44» означает положительное смещение 44 мм или отклонение от центра обода обода на 44 мм. «ET» происходит от немецкого слова «Einpresstiefe», что означает «глубина вставки».”
Схема отверстий также важна. Это говорит само за себя — четыре, пять, шесть или восемь отверстий для большинства пригородных транспортных средств. Диаметр делительной окружности (PCD) — это измерение от центра одного отверстия под болт до диаметра поперек него. Это довольно стандартно для размера колес и расположения отверстий.
Центральное отверстие и втулка оси также должны совпадать. Однако большинство из них подойдет, если размер колес и расположение болтов совпадают.
Так что сэкономьте несколько долларов. Используйте возможности Интернета и эти новые знания, чтобы получить лучшее предложение на своих новых колесах.
Вернуться в ресурсный центр автокредитования
Таблица идентификации заклепок
| Типы и маркировка головок заклепок
У нас есть коммерческий эквивалент заклепок военного стандарта и заклепок военно-морского флота для всех стандартных стилей и маркировки головок заклепок. Для получения дополнительной информации используйте приведенную ниже таблицу или позвоните нам сегодня.
Стили головок заклепок
Тип головки — важный фактор при выборе заклепки. Некоторые головки заклепок выступают из поверхности детали после установки, тогда как другие лежат ровно или заподлицо с поверхностью.Тип головки особенно важен для приложений, где решающими факторами являются сопротивление лобу и ветру или когда заклепки устанавливаются на движущиеся части.
- Круглые головы Заклепки : наиболее часто используемый тип заклепок и имеют форму купола голову и плоскую опорную поверхность. Этот тип головки расположен выше на поверхности, чем другие стили заклепок.
- 100 Заклепка с потайной головкой ° : заклепка с потайной головкой 100 ° . Эти аэродинамические заклепки после установки устанавливаются заподлицо с поверхностью материала или детали и часто используются для приложений, связанных с движущимися или вращающимися частями.Измерение длины для этого стиля заклепок включает головку и хвост или стержень.
- 90 Заклепка с потайной головкой ° : имеет аэродинамическую головку 90 ° , которая устанавливается заподлицо с поверхностью детали или материала для эстетики или для предотвращения зацепления заклепки за движущиеся или вращающиеся части. Головка заклепки включается в измерение длины.
- Заклепки с универсальной головкой : также известные как заклепки с круглой головкой, этот стиль имеет закругленную головку с более низким профилем, чем стандартные заклепки с круглой головкой.Они «универсальны», так как могут использоваться вместо заклепок любого типа (круглая, плоская, жаровня и т. Д.).
- Заклепки с плоской головкой : имеют головку, плоско прилегающую к поверхности детали или материала.
- Заклепки с головкой для жаровни : заклепки с полукруглой головкой, которые имеют широкую неглубокую головку, которая обеспечивает большую опорную поверхность под головкой для большего сопротивления протаскиванию.
- Модифицированные заклепки с головкой для жаровни : заклепки с полукруглой головкой, которые имеют более низкий профиль головки, чем заклепки со сплошной головкой для жаровни.
Маркировка головки заклепки
Поскольку цельные заклепки производятся из различных материалов, на головке заклепки наносится специальная маркировка, помогающая определить тип используемого сплава. Это важно, потому что материалы для заклепок выбираются на основе уникальных свойств, таких как коррозионная стойкость или предел текучести, которые требуются для предполагаемого применения.
- Без маркировки (код сплава A): чистый алюминий 1100 или 3003
- Ямочка (код сплава AD): алюминиевый сплав 2117
- Рельефная точка (код разрешения D): алюминиевый сплав 2017 г.
- Двойное тире с выступом (код сплава DD) : Алюминиевый сплав 2024
- приподнятый крест (код сплава B): алюминиевый сплав 5056
- приподнятый круг (код сплава E): алюминиевый сплав 7050
- выпуклые двойные углубления (M): монелевая сталь
- утопленный треугольник: углеродистая сталь
- F: коррозионно-стойкая сталь
- C: медь
Коды заклепок
Различные коды используются для указания типа материала заклепки, типа головки, диаметра, длины и отраслевых спецификаций.См. Информацию ниже для обзора кодов, используемых для наших продуктов, и в нашей Таблице идентификации заклепок.
Вот краткий обзор того, как идентифицировать различные части системы нумерации заклепок:
Пример: AN-470-AD-4-8 заклепка
1. Первый набор букв и цифр относится к отраслевой спецификации (военный стандарт):
- AN — Когда эти две буквы предшествуют цифрам, они обозначают технические характеристики армии и флота.
- MS — Когда эти две буквы предшествуют цифрам, они обозначают технические характеристики военного стандарта.
2. Далее идут три числа, определяющие тип головки заклепки:
- 470 = универсальная головка, 430 = круглая головка и т. Д.
3. После кода стиля следует буквенный код, определяющий тип материала или сплава:
- = 1100 (2S) алюминий, AD = 2117-алюминиевый сплав, F = коррозионно-стойкая сталь и т. Д.
4. Следующее число — диаметр заклепки:
- Диаметр заклепки указывается в 32-х долях дюйма. 4 = 4/32 дюйма или 1/8 дюйма, 12 = 12/32 дюйма или 3/8 дюйма и т. Д.
5.Последнее число указывает длину заклепки
- Длина заклепки указывается в 16-х долях дюйма: 8 = 8/16 дюйма или 1/2 дюйма, 10 = 10/16 дюйма или 5/8 дюйма и т. Д.
В большинстве случаев заклепка AN470 заменяет заклепку AN430, заклепку AN442, заклепку AN-455 и заклепку AN456. Если у вас есть вопросы о том, какая цельная заклепка лучше всего подходит для вашего применения, свяжитесь с нами для получения дополнительной информации.
Отливка блока двигателя Chevy Small Block и идентификация кода
Отливка блока двигателя Chevy Small Block и идентификация кода
Обозначение блока двигателя Чеви малого блока |
Общая информация о маленьком блоке |
Цифры для литья малых блоков |
Дата кастинга блока |
Штамповка кода двигателя |
Код часов отливки
Формат кода VIN |
Коды двигателей Camaro |
Суффикс-коды малых блоков
Общая информация о декодировании
Эта тема может несколько сбивать с толку, особенно с учетом объема доступной информации и ее интерпретации.Основные фрагменты информации, которую вы декодируете, — это код двигателя и частичный VIN. Вы можете расшифровать номер кастинга. И вы можете проверить даты.
Код двигателя и частичный номер vin # точно определят все, что есть, довольно быстро, а другая информация будет соответствовать этому.
К
БЫСТРО ИДЕНТИФИКАЦИЯ ДВИГАТЕЛЯ CHEVY НАЖМИТЕ ЗДЕСЬ — для расшифровки кодов двигателей.
На этой странице есть основная информация, но это часть информации о номерах Small Block Chevy.На странице кода двигателя эта тема более подробно рассматривается.
«Соответствие чисел»
Это мое мнение и общепринятая норма:
Когда люди говорят «Это совпадение чисел», они имеют в виду, что двигатель (или другой компонент, например, трансмиссия) может быть ПОДЧИНЕН к автомобилю, на котором он был
изначально использовался в. Это сопоставление осуществляется с помощью штампа ЧАСТИЧНЫЙ VIN на компоненте. Частичный VIN будет соответствовать VIN автомобиля.Если да — это «совпадение чисел»,
в противном случае — нет. Готово. конец истории.
Некоторые люди используют эти термины вольно или говорят «числа правильные» или что-то в этом роде. Но правильные числа — это не совпадения чисел. Опять же, это либо соответствует
или нет. Если не совпадает — правильно?
Сопоставление номеров важно, когда вы пытаетесь декодировать Z28 или Super Sport, где VIN не идентифицирует автомобиль как таковой. Вам нужно расшифровать двигатель
и посмотрите, соответствует ли он автомобилю, и обозначает ли код оборудование Z28 или SS.
Наконец, в крайних случаях вам нужно будет убедиться, что номера, нанесенные на компонент, были теми, которые были выбиты в нем изначально, и не были повторно штампованы.
Цель этой статьи — помочь вам разобраться в том, как декодировать материал.
Номера штамповки кода двигателя
На всех двигателях нанесен идентификационный код двигателя, состоящий из кода завода по сборке, производства
дата и суффикс-код.Коды V8 проштампованы на планшете впереди правой стороны (пассажирский).
крышка цилиндра. 6-цилиндровые двигатели выбиты на пассажирской стороне блока за
распределитель.
Нажмите здесь, чтобы просмотреть коды двигателей Chevy
Дата двигателя должна предшествовать дате сборки автомобиля, иначе что-то не так. Какой-то двигатель
операции механической обработки (настил) стирают идентификатор двигателя.
Пример идентификационного кода двигателя: V0101CLJ — (V = завод, 01 = месяц, 01 = день, CLJ = суффикс-код двигателя)
Другой пример: T0830CTY — (T = Tonawanda, 08 = августа, 30 = 30-й день, CTY = 1970 396 Camaro, 375 л.с., 11.0: 1, Чх500)
| Код | Завод двигателей | Код | Завод двигателей | ||||||
| F | Флинт (двигатель) | S | Sagin | Sagin | Hydramatic | T | Tonawanda | ||
| K | Сент-Кэтринс, Онтарио | V | Flint (Двигатель) | ||||||
| (McKinnon Industries Canada) | |||||||||
| GM Мексика |
Формат кода VIN
Формат кода vin нанесен на большинство двигателей.Формат состоит из разделительной идентификации
номер, год выпуска, обозначение сборочного завода и серийный или порядковый номер автомобиля.
В автомобилях модели 68-69 проштампован серийный (VIN) номер автомобиля, на который был установлен двигатель.
рядом или под идентификатором кода двигателя.
Начиная с 1970 года серийный номер проштампован либо над масляным фильтром, либо где-то на блоке.
колодка (перед ГБЦ), или где-нибудь на фланце трансмиссии. Шевроле выпущен
бюллетени технического обслуживания, чтобы указать, какие двигатели должны получить штамп vin, так что кто знает что
могло случиться (или не случилось).
Формат кода VIN Пример: 13N100001
(1 = Chevrolet, 3 = 1973, N = Norwood, 100001 = производственная последовательность VIN автомобиля)
Чтобы просмотреть список заводов по сборке, щелкните
здесь.
Часы для литья
На некоторых блоках Saginaw, воздухозаборниках и вытяжках в блок были отлиты «часы».
Часы представляют собой круг из 10 точек, по одной точке на каждый час смены (обычно 10-часовой смены).Стрелка указывает на начало сдвига, а другая точка за пределами круга указывает, что
Время суток было изготовлено литье. В любом случае, вот что это за круг (если вам случится
увидеть это на чем-то).
Дата отливки
Дата отливки малого блока указана на стороне водителя сзади блока на фланце перед
колокольня. Большой блок с правой стороны двигателя над направляющими масляного поддона.
Пример даты отливки: E038 — (E = месяц, 03 = день, 8 = последняя цифра модельного года (1978)).
Месяц: A = январь, B = февраль, C = март, D = апр, E = май, F = июнь, G = июль, H = август, I = сентябрь, J = октябрь, K = ноябрь, L = декабрь
| Общие технические характеристики блока цилиндров Несмотря на то, что было произведено 6 блоков разного диаметра, малоблочный двигатель можно разделить на 3 размера отверстия и 3 размера основных подшипников. 283 блока (диаметр отверстия 3,875 дюйма, основной канал 2,3 дюйма), 302/327/350 блока (канал отверстия 4 дюйма, канал 2.3 дюйма или 2,45 дюйма сети) и 400 блоков (сеть 4,126 дюйма, 2,65 дюйма). В 1968 году сёдла коренных подшипников были увеличены в размерах с 2,3 «до 2,45».
Примечания: ТОЛЬКО 2 болта означают именно это. в противном случае 2 или 4 болта могут означать любую конструкцию … |
Chevy Small Block — номера отливок блока двигателя
Примечания (см. Ниже): «Высокая мощность» — это максимальная мощность, для которой использовался этот блок, «Низкая мощность» — это наименьшая номинальная мощность в лошадиных силах.
Двигатель RPO, в котором использовался блок.«Основные крышки» — это количество болтов, удерживающих крышку. «Двухболтовой» грот, или
четырёхболтовый главный. Основные блоки с четырьмя болтами желательны в высокопроизводительных приложениях, потому что
дополнительная прочность дополнительных болтов делает нижний конец жестким и менее подверженным поломкам.
Тем не менее, правильно подготовленный главный двигатель с двумя болтами будет работать нормально (часто вы потеряете
стержневой болт перед тем, как сломать кривошип, потому что это «всего лишь» 2-х болтовые основные).
| Годы | Отливка | CID | Низкая мощность | Высокая мощность | Основные крышки | Комментарии | |||||||||||
| 1980-85 | 140029 | 350 | — | — | 2 | легковой | |||||||||||
| 1973-80 | 330817 | 400 | 150 | 180 | 2 | легковой, грузовой | |||||||||||
| 1975 | 355909 | 262 | 110 | 110 | 2 | легковой, грузовой | |||||||||||
| 1976-85 | 355909 | 305 | — | — | |||||||||||||
| 1975 | 360851 | 262 | — | — | 2 | Монца | |||||||||||
| 1976-79 | 361979 | 305 | — | — | легковой 2 | легковой автомобиль | |||||||||||
| 1978-86 | 366245 | 350 | — 90 009 | — | — | легковой | |||||||||||
| 1982-86 | 366286 | 350 | — | — | 4 | Chevrolet, сиамский | |||||||||||
| 1982 | 365299 | ||||||||||||||||
| 1982 | 365299 | — | 4 | Chevrolet, алюминий | |||||||||||||
| 1956-67 | 383810 | 283 | — | — | 2 | — | |||||||||||
| 1967-68 | 38952257 | — | — | 2 | Z-28 | ||||||||||||
| 1968-73 | 3 | 307 | — | — | 2 | — | |||||||||||
| 1965-67 | 3965-67 | — | — | 2 | легковой, грузовой | ||||||||||||
| 1976-79 | 460776 | 305 | — | — | 2 | легковой, грузовой | |||||||||||
| 1976-79 | 460777 | 305 | — | 2 | легковой | ||||||||||||
| 1978-79 | 460778 | 305 | — | — | 2 | легковой, грузовой | |||||||||||
| 1979-82 | 4715117 | 2615117 | — | — | 2 | легковой, грузовой | |||||||||||
| 1976-85 | 581671 | 305 | — | — | 2 | A | |||||||||||
| 1985-94 | 148952363 | ||||||||||||||||
| 1985-94 | 1489523 | ||||||||||||||||
| 1985-94 | — | — | 2 | — | |||||||||||||
| 1979-82 | 2135412 | 267 | — | — | 2 | — | |||||||||||
| 1979-82 | 2404929 | 267 | — | — | — | — | 1973-76 | 3030817 | 400 | — | — | 2 | легковой, грузовой | ||||
| 1958-61 | 3556519 | 283 | — | — | легковой 2 | легковой 2 | |||||||||||
| 1955 | 3703524 | 265 | 195 | _ | 2 | легковой автомобиль, без фильтра | |||||||||||
| 1955-56 | 3720991 | 265 | 195 | 225 | легковой, грузовой | ||||||||||||
| 1957 | 3731548 9000 9 | 283 | 220 | 283 | 2 | — | |||||||||||
| 1956-67 | 3736935 | 283 | — | — | 2 | — | |||||||||||
| 9 1957 | 283 | 220 | 290 | 2 | легковой, грузовой | ||||||||||||
| 1958-62 | 3756519 | 283 | 170 | 315 | 2 | легковой, грузовой | |||||||||||
| 3756935 | 283 | — | — | 2 | — | ||||||||||||
| 1962-65 | 3782870 | 327 | 250 | 375 | 2 | легковой автомобиль 1956-67 | 3789187 | 283 | — 900 09 | — | 2 | — | |||||
| 1962-67 | 3789817 | 327 | 210 | 275 | 2 | легковой автомобиль, грузовик | |||||||||||
| 1961-62 | 3789935 280007 | 1961-62 | 3789935 | 170 | 315 | 2 | Поздний 61 автомобиль и ветте | ||||||||||
| 1962-67 | 37 | 283 | 170 | 220 | 2 | Chevy II | |||||||||||
| 1964 37 | 327 | 250 | 300 | 2 | Заменено 37 | ||||||||||||
| 1958-63 | 3794226 | 283 | 170 | 195 | 2 | Легковые автомобили и грузовики 69 | 3794460 | 327 | 250 | 250 | 2 | грузовик | 1968-69 | 3814660 | 327 | — | — | 2 | FA |
| 1968-69 | 3814660 | 302 | — | — | 4 -28 | ||||||||||||
| 1963 | 3830944 | 327 | — | 300 | 2 | — | |||||||||||
| 1956-67 | 3832338 | 283 | — | ||||||||||||||
| 1964-66 | 3834810 | 283 | 195 | 220 | 2 | Легковые, грузовые и морские автомобили | |||||||||||
| 1962-63 | 3834812 | 283 | 17000 | 170009 2 | легковые и грузовые | ||||||||||||
| 1958-62 | 3837739 | 283 | — 9 0009 | — | 2 | — | |||||||||||
| 1964-68 | 3849852 | 283 | 195 | 220 | 2 | легковые автомобили и грузовики | |||||||||||
| 1956-67 | 38495299 2849859 289 | — | — | 2 | — | ||||||||||||
| 1956-67 | 3849935 | 283 | — | — | 2 | — | |||||||||||
| 1964-67 | — | — | 2 | легковой, грузовой | |||||||||||||
| 1968-76 | 3855961 | 350 | — | — | 2 | легковой | |||||||||||
| 1964-58 | 385 327 | 275 | 350 | 2 | Полный, A и Y | ||||||||||||
| 1964-67 | 3858180 | 327 | 250 | 300 | 2 | — | |||||||||||
| 1962-67 | 3858190 | 327 | — | — | |||||||||||||
| 1965-67 | 3862194 | 283 | 195 | 220 | 2 | Chevy II | |||||||||||
| 1962-66 | 3864812 | 283 | 230 | 2, | |||||||||||||
| 1964-67 | 3868657 | 327 | 300 | — | 2 | ||||||||||||
| 1962-67 | 3876132 | 327 | — | — | 3889935 | 283 | — | — | 2 | грузовик 9000 9 | |||||||
| 1967 | 38 | 302 | 290 | 290 | 2 | Z-28, малый журнал | |||||||||||
| 1967 | 38 | 327 | 210 | 350 | 210 | 350 | 210 | легковые и грузовые | |||||||||
| 1967 | 38 | 350 | 295 | 295 | 2 | Camaro | |||||||||||
| 1968-69 | 38 | 327 | 210 | ||||||||||||||
| 1967 | 3896944 | 283 | 195 | 195 | 2 | заменено на 307 в 68 | |||||||||||
| 1967 | 3896948 | 283 | 195 | 195 | 2 идентично | ||||||||||||
| 1967 | 3 | 327 | 210 | 350 | 2 | ок. только RS | |||||||||||
| 1969-80 | 3 0 | 350 | — | — | 2 | A | |||||||||||
| 1968-73 | 3 5 | 307 | — | легковой | |||||||||||||
| 1968 | 3 6 | 307 | 200 | 200 | 2 | легковой и грузовой | |||||||||||
| 1968-69 | 3 8 | 327 | — | — | |||||||||||||
| 1968-73 | 33 | 307 | — | — | 2 | A | |||||||||||
| 1968 | 30 | 327 | 210000 | 300 | 1968 | 38 | 302 | 290 | 290 | 2/4 | Camaro, Z-28 | ||||||
| 1968 | 38 | 327 | 210 | 350 | 2 | легковые и грузовые | |||||||||||
| 1968 | 38 | 350 | 295 | 295 | Chevy | ||||||||||||
| 1965-67 | 3 | 283 | — | — | 2 | A | |||||||||||
| 1956-67 | 3 | 8 | 283 | — | |||||||||||||
| 3 | 350 | — | — | 2 | |||||||||||||
| 1969-73 | 3 | 1 | 307 | — | — | 2 | легковой, грузовой | ||||||||||
| 3 | 3 | 307 | — | — | 2 | легковой, грузовой | |||||||||||
| 1969 | 3 | 302 | 290 | 290 | 4 | Camaro Z28 | |||||||||||
| 1969 | 3 | 327 | 210 | 210 | 2 | 210 | 210 | 210 | 210 | 2 | 3 | 350 | 300 | 350 | 4 | ||
| 1969 | 3 | 302 | 290 | 290 | 4 | Z28 | |||||||||||
| 20 1 | Z000 | 300 | 300 | 4 | легковых | ||||||||||||
| 1968-69 | 3 | 327 | — | — | 2 | ||||||||||||
| 1968-69 | |||||||||||||||||
| 3 | 80 | — | 2 | ||||||||||||||
| 1968 | 3941174 | 307 9 0009 | — | — | 2 | грузовик | |||||||||||
| 1956-67 | 3949852 | 283 | — | — | 2 | ||||||||||||
| 1970-80 | 3951509 | 265 | 2/4 | легковой, грузовой | |||||||||||||
| 1970-73 | 3951511 | 400 | 255 | 265 | 4 | Кузов B&G | |||||||||||
| 1962-67 | 327 | — | — | 2 | |||||||||||||
| 1968-69 | 3955618 | 327 | — | — | 4 | 19000 | |||||||||||
| 302 | 290 | 290 | 4 | Z28 | |||||||||||||
| 1969 | 3956618 | 327 | 235 | 235 | 2 | полноразмерный | |||||||||||
| 1969 | 3956618 | 350 | 250 | 350 | 2/4 | вагонов | |||||||||||
| 1969 | 3956632 | 307 | 200 | и грузовик | |||||||||||||
| 1969-76 | 3958618 | 350 | — | — | 2 | A | |||||||||||
| 1962-63 | 3959512 | 327 | 250 | ||||||||||||||
| 1956-67 | 3959532 | 283 | — | — | 2 | ||||||||||||
| 1968 | 3970010 | 327 | — | — | 3970010 | 350 | 185 | 370 | 2 или 4 | легковой, грузовой, Vette | |||||||
| 1970-73 900 09 | 3970014 | 350 | 200 | 300 | 2/4 | LA построен Camaro | |||||||||||
| 1969-73 | 3970020 | 307 | 115 | 200 | 2 | легковых автомобилей | |||||||||||
| 1969-72 | 3970024 | 307 | 130 | 200 | 2 | A, F, X | |||||||||||
| 1968-76 | 6259425 | 350 | — | — | — | легковой, грузовой | |||||||||||
| 1980-84 | 14010201 | 305 | — | — | 2 | легковой, грузовой | |||||||||||
| 1980-84 | 14010202 | 305 | — | 2 | легковой, грузовой | ||||||||||||
| 1980-84 | 14010203 | 305 | — | — | 2 | легковой, грузовой | |||||||||||
| 198 0-82 | 14010205 | 267 | — | — | 2 | — | |||||||||||
| 1980-85 | 14010207 | 350 | — | — | 4 | 14010209 | 350 | — | — | 4 | грузовик | ||||||
| 1978-86 | 14010231 | 305 | — | — | 2 | — | 2 | 14010280 | 267 | — | — | 2 | легковой | ||||
| 1982 | 14011064 | 350 | — | — | 4 | — | 4 | Шевроле, высокая олово 900 | 1979-82 | 14016375 | 267 | — | — | 2 | — | ||
| 1979-82 | 14016376 | 267 | — | — | 2 | легковой | |||||||||||
| 1978-85 | 14016379 | 350 | — | — | — | легковой, грузовой | 14016381 | 305 | — | — | 2 | легковой, грузовой | |||||
| 1978-88 | 14016383 | 305 | — | — | 14040205 | 267 | — | — | 2 | — | |||||||
| 1978-86 | 14049047 | 305 | — | — | 2 | 20 | — | 2 | 20 | 20 | 14079287 | 350 | — | — | — | ||
| 1987 | 14088526 | 35 0 | — | — | 2 | Camaro | |||||||||||
| 1986-94 | 14088548 | 350 | — | — | — | — | |||||||||||
| 1986-92 | 305 | — | — | 2 | — | ||||||||||||
| 1988-94 | 140 | 305 | — | — | 2 | — | |||||||||||
| 1986-94 89 | 350 | — | — | — | |||||||||||||
| 1988-94 | 14094766 | 305 | — | — | 2 | ||||||||||||
| 1986-94 | 14101148 | 350 | 14101148 | 350 | — | — | |||||||||||
| 1987-88 | 14102058 | 305 | — | — | 2 | 1969-85 | 14316379 | 350 | — | — | 2 |
Номера для кода двигателя Camaro
Dropbox содержит суффикс-коды двигателя Camaro для выбранного года .
