Каркас из профильной трубы | Полезные статьи о металлопрокате
В последние несколько лет наблюдается явный рост интереса к каркасным конструкциям в частном строительстве. Новым направлением в данной сфере является использование профильной трубы. Сборный каркас из профильной трубы используют при строительстве хозяйственных построек, жилых домов и коммерческой недвижимости.
Достоинства и недостатки каркасных конструкций
Использование для дома металлического каркаса из профильной трубы позволяет возвести здание за максимально короткое время. К преимуществам таких домов можно отнести:
- Срок строительства – около двух месяцев.
- Экономия – для сооружения здания достаточно бригады, состоящей из четырех-пяти человек. К тому же, стоимость строительства значительно ниже стоимости строительства с применением традиционных технологий.
- Так как конструкция является относительно легкой, нет нужды в возведении мощного фундамента.

- Здание подвержено меньшей усадке, чем постройки из кирпича или монолита.
- Устройство каркаса профильной трубы более долговечное и прочное, чем аналогичное, изготовленное из древесины.

При изготовлении каркаса здания из профильной трубы есть некоторые трудности:
- Необходимо просчитать нагрузки на несущие основания, поэтому проект каркаса из металлического профиля должен быть составлен специалистами.
- Также важно определить оптимально подходящее сечение и толщину металлических элементов. Приобретать материал с лишним запасом прочности экономически не целесообразно. Экономия на покупке элементов меньшего сечения и толщины может привести к повреждению или разрушению конструкции в процессе эксплуатации.
Расчет материалов
Для проведения нужных расчетов профильной трубы на каркас дома вначале определяют размеры будущего здания – его общую площадь и высоту. После этого подсчитывают нагрузки, которые будет выдерживать каркас из профильной трубы. Для этого учитывают вес:
Для этого учитывают вес:
- материалов, которые будут использоваться при обшивке здания;
- самого каркаса и перекрытий;
- бытовых приборов, мебели и другого оборудования.
Также в учет принимают погодные нагрузки: снег, порывы ветра.
Собрав все данные воедино, специалисты формируют силовой каркас (расчетную схему) — чертеж каркаса из профиля для дома со схемами колонн, возможными видами опор и так далее. В готовых чертежах подобраны оптимальные значения толщины металлопрофиля и его сечения, а также виды соединения металлических конструкций, другие важные характеристики.
Инструменты и материалы
При наличии свободного времени и нескольких помощников изготовление каркаса из профильной трубы можно провести своими руками. Металлопрофиль сечением 100х100 или 60х60 мм приобретается на заводе либо заказывается в торговой организации, с запасом не менее 10%. При возведении конструкции используются следующие инструменты и материалы:
- Шуруповерт и болгарка.
- Сварочный аппарат.
- Инструментарий для проведения измерительных действий (угольник, нивелир, рулетка и другие).
- Лестница, емкость для занавешивания раствора, лопата.
- Крепежные метизы.

Монтаж дома из металлопрофиля
Чтобы быстро собрать каркас из профильной трубы можно выбрать готовый проект, что в значительной степени упростит монтажные работы. Покупая фабричный комплект, хозяину будущего строения понадобится лишь соединить готовые элементы при помощи винтовых креплений, согласно чертежам.
Фундамент
Сборка каркаса из металлической трубы производится на заранее подготовленном фундаменте. Так как конструкция является относительно легкой, для нее будет достаточно обустроить свайный или балочный фундамент. На его основании должны быть предусмотрены прочные выступающие стержни, к которым фиксируют нижнюю обвязку.
Сборка каркаса
Сборка проходит в несколько этапов:
- К выступающим из фундамента штырям, при помощи сварки, крепится нижняя подвязка.
- К трубам в углах нижней обвязки привариваются угловые стойки.
- Вертикальные стойки равномерно устанавливаются по периметру дома. Шаг их установки должен примерно соответствовать ширине материала, которым будут обшиваться стены.
- Для соединения вертикальных стоек монтируется верхняя обвязка, соединяющаяся со стойками сваркой.
- Чтобы конструкция была устойчивой, прочной и надежной, в местах, предусмотренных проектом, устанавливают фиксирующие распорки.
- Далее производится укладка металлических лаг с шагом около 60 см, поверх которых впоследствии будет укладываться черновой пол. Крепление производится при помощи сварочного аппарата к балкам нижней обвязки.
- При монтаже перекрытия производится монтаж бортовых балок. Укладка балок на верхнюю обвязку производится с шагом не больше 60 см. Для будущей обшивки пола создается специальная обрешетка.
- Стропильная система монтируется на завершающем этапе работ (смотрите фото каркасов из профильных труб). Если в качестве кровельного материала будут использоваться легкие материалы, к примеру, прозрачный шифер или ондулин, сборка фермы производится на земле, из элементов меньшего сечения. После этого собранная конструкция поднимается наверх, крепится к обвязке сваркой или болтами. Если для кровли предполагается использовать тяжелые материалы, выбирают трубы с большим сечением, а конструкцию из них собирают прямо наверху.

 Если в качестве кровельного материала будут использоваться легкие материалы, к примеру, прозрачный шифер или ондулин, сборка фермы производится на земле, из элементов меньшего сечения. После этого собранная конструкция поднимается наверх, крепится к обвязке сваркой или болтами. Если для кровли предполагается использовать тяжелые материалы, выбирают трубы с большим сечением, а конструкцию из них собирают прямо наверху.
Если в качестве кровельного материала будут использоваться легкие материалы, к примеру, прозрачный шифер или ондулин, сборка фермы производится на земле, из элементов меньшего сечения. После этого собранная конструкция поднимается наверх, крепится к обвязке сваркой или болтами. Если для кровли предполагается использовать тяжелые материалы, выбирают трубы с большим сечением, а конструкцию из них собирают прямо наверху.
Проведение электропроводки
В домах, где установлен каркас из профильной трубы, возможно проведение электропроводки скрытого и открытого типа. Для проведения скрытой проводки используются стальные короба (толщина стенок 2,5 мм) сечением в два раза большим, чем диаметр кабелей. Уровень защиты коробов должен быть равен IP4X. В качестве антикоррозионной защиты изнутри их покрывают краской или цинком. Повороты и изгибы создают при помощи сварки либо резьбового соединения. Чтобы внутри углов не скапливался конденсат, их делают с небольшим уклоном. Обязательно создается заземление.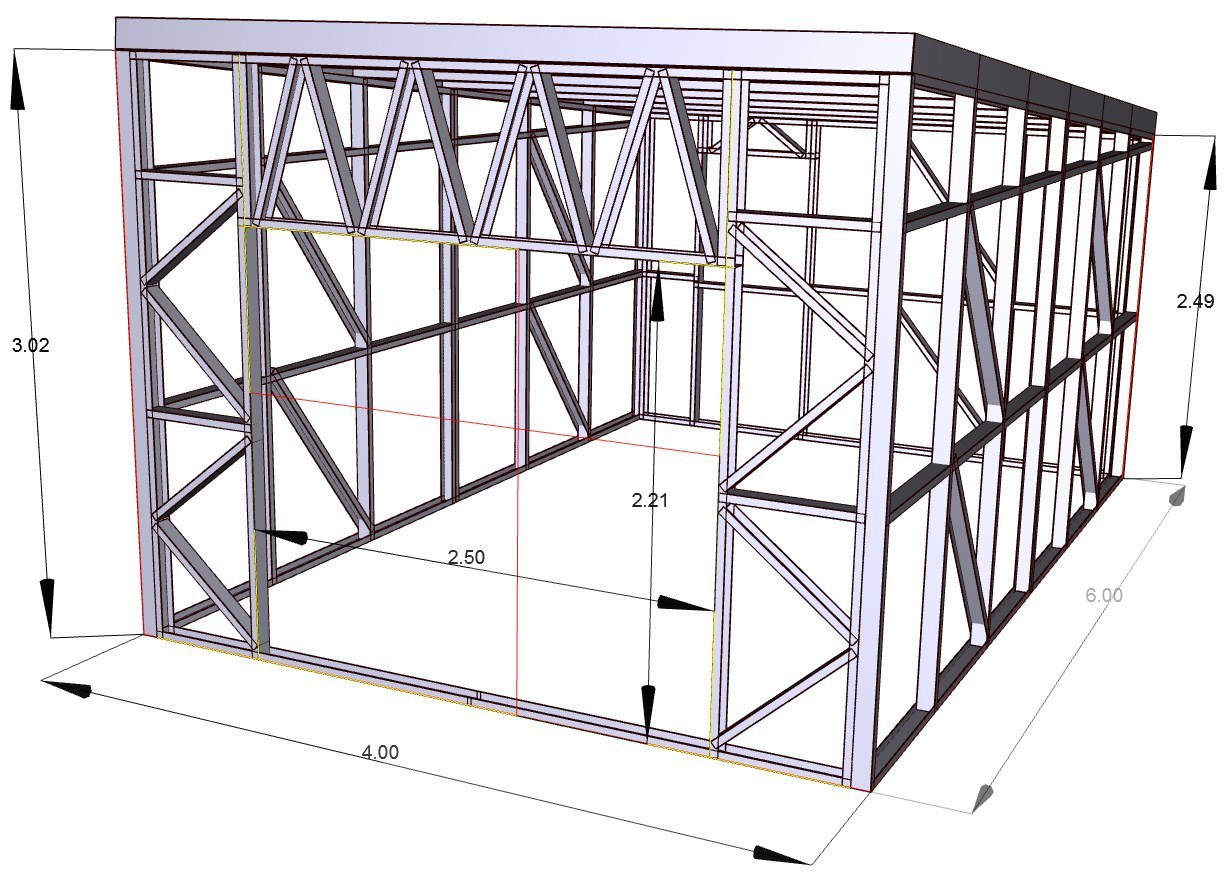
Утепление и отделка дома
В качестве утеплителя чаще всего используется экструдированный пенополистирол толщиной от 60 до 100 мм. Стойки каркаса должны быть отдельно изолированы полосками пеноизола. Для отделки домов с каркасом из профтрубы и утеплением можно использовать любые отделочные материалы. Можно возвести стены под покраску или декоративную штукатурку, использовать силикатный или декоративный кирпич, натуральный камень.
Каркас под гипсокартон из металлопрофиля – потолка, стены — Цена — Под ключ
Если вы хотите, чтобы поверхность из гипсокартона получилась безупречно – ровная, то необходимо правильно сделать каркас из металлопрофиля.
Установить металлический профиль несложно, но есть несколько нюансов, которые важно учитывать во время работы.
Содержание
- Необходимые инструменты для монтажа
- Разметка и изготовление каркаса потолка из металлопрофиля
- Сборка каркаса стены под гипсокартон из металлического профиля
- Фото каркаса под гипсокартон из металлопрофиля
Необходимые инструменты для монтажа
Прежде всего, необходимо подготовить специальные инструменты. Для работы понадобятся:
Для работы понадобятся:
- Лобзик, ножницы по металлу, пилки. Лучше не использовать болгарку, так как у неё слишком большая скорость крутящегося элемента. Тонкий металл очень быстро нагревается, деформируется, разрушается защитный слой. Это может привести к коррозии.
- Современные устройства для выравнивания по горизонтали, вертикали. Если такого прибора нет, то подойдёт обычный уровень, отвес. Эти инструменты помогут соорудить ровный каркас.
- Измерительные приборы (рулетка, линейка), маркер.
- Перфоратор или дрель, в зависимости от материала стены, с которой придётся работать. Также могут понадобиться различные свёрла, буры.
- Шуруповёрт. Если его нет, то подойдут обычные отвёртки.
- Металлический профиль. Он бывает разных видов. Чтобы проще было выбрать, нужно понимать значение маркировки.
- Направляющие. Используются как основа конструкции. Имеют маркировку UD.
- Стоечный. Вставляются внутрь направляющих, используются для выравнивания потолка. Имеют маркировку CW.
- Потолочный. Используются для каркаса потолка. Обозначаются UD.
- Арочные, угловые модели металлопрофиля.

- Крепёжные элементы.
- Соединители – удлиняют металлический профиль. Места пересечения усиливают специальным соединителем, называемым «краб». Он обеспечивает надёжность конструкции.
- Подвесы крепятся к стене или потолку. С их помощью происходит выравнивание поверхности в единую плоскость.
- Также понадобятся дюбели, саморезы.
Назад к содержанию
Разметка и изготовление каркаса потолка из металлопрофиля
Перед возведением потолочного металлического каркаса необходимо сделать разметку. Расстояние от потолка до гипсокартона зависит от размера встраиваемых светильников. Данная величина замеряется от нижнего края потолочной плиты. С помощью уровня или электронного устройства производится разметка мест установки направляющих по периметру всей потолочной поверхности.
Профили крепятся на расстоянии 60 см. После окончания разметки, на потолке должна появиться сетка из квадратов, имеющих длину стороны 60 см. Перед установкой металлокаркаса, все работы с коммуникациями должны быть закончены.
Назад к содержанию
Сборка каркаса стены под гипсокартон из металлического профиля
Работы по выравниванию поверхностей помещения начинаются с потолка. Только после этого, можно приступать к стенам. Такая последовательность поможет добиться прямых углов, правильных геометрических форм.
Очерёдность монтажных работ
- Размечаем поверхности.
- Производим монтаж направляющих, согласно разметке.
- Посередине каждого квадрата просверливаем ещё одно отверстие, в которое вставляется дюбель, а затем крепится подвес прямой формы. Эти крепления металлического профиля образуют дополнительный шаг 60 см. Важно знать, что стыки гипсокартоновых листов должны соединяться обязательно на профиле.
- В направляющие профили вставляем стоечные. Места стыков закрепляем саморезами.
- Нарезаем поперечные отрезки, прикрепляем их саморезами. Места пересечения усиливаем «крабами».
- Используя подвесы, добиваемся того, чтобы вся конструкция была в единой плоскости.

Возле окон, работа немного усложняется. С двух сторон от оконного проёма горизонтально устанавливаются стойки. Далее производится разметка от них с шагом 600 мм.
Когда возводится гипсокартонная перегородка, особое внимание уделяется проёму двери. Его необходимо обязательно усилить профилями, установленными по периметру. Каркас перегородки, для большей прочности, имеет ячейки меньшей величины, чем на потолке, стене. Сторона квадрата должна равняться 40 см.
Правильно смонтированный металлический профиль, обеспечит необходимую жёсткость, сделает каркас из металлопрофиля под гипсокартон прочным, долговечным.
Назад к содержанию
Фото каркаса под гипсокартон из металлопрофиля
Как сделать металлический каркас из профиля для гипсокартона своими руками
ГКЛ – современный и очень популярный в народе отделочный материал. Им многие ремонтники предпочитают выравнивать стены, обшивать различные поверхности, сооружать при помощи него фигурные и каскадные потолки и всевозможные интерьерные конструкции: арки, ниши, шкафы и многое другое.
Им многие ремонтники предпочитают выравнивать стены, обшивать различные поверхности, сооружать при помощи него фигурные и каскадные потолки и всевозможные интерьерные конструкции: арки, ниши, шкафы и многое другое.
В последнем случае, чтобы задуманное сооружение было как можно более устойчивым, необходимо соорудить каркас для гипсокартона. Да и при обшивке стены профессионалы советуют крепить ГКЛ на каркас, что позволяет скрыть даже довольно сильные неровности поверхностей.
Люди, которые привыкли делать ремонт самостоятельно, экономя существенные суммы на выполнении работ, могут попробовать сделать каркас под гипсокартон своими руками. В принципе, ничего сложного в этом процессе не наблюдается. И даже тот, кто никогда не сталкивался с подобными работами, но умеет держать в руках инструментарий и, так сказать, думать головой, сможет справиться, следуя нашим пошаговым инструкциям, описанным в данной статье. Итак, с чего же следует начать?
Возможные варианты каркасной конструкции
Существует две популярные разновидности основ для конструкций из ГКЛ: каркас из металлопрофиля и деревянный. Существуют еще пластиковый вариант, но он распространен куда менее, чем предыдущие, хотя некоторые фирмы-производители начинают продвигать подобную продукцию на рынок. Пластикового каркаса характеризуется малой надежностью и довольно высокой ценой. Так что будем рассматривать только металлический и деревянный каркас для ГКЛ. Что же лучше выбрать?
Существуют еще пластиковый вариант, но он распространен куда менее, чем предыдущие, хотя некоторые фирмы-производители начинают продвигать подобную продукцию на рынок. Пластикового каркаса характеризуется малой надежностью и довольно высокой ценой. Так что будем рассматривать только металлический и деревянный каркас для ГКЛ. Что же лучше выбрать?
К содержанию↑
Деревянный каркас
Деревянные бруски кажутся практически идеальным материалом для сооружения каркаса под гипсокартон. И действительно это так: рейки доступны, хорошо режутся, быстро монтируются, а стоят дешево, так как под основу не требуется особой обработки. К тому же, крепить на них ГКЛ – одно удовольствие: саморезы входят в дерево, как по маслу, а держат хорошо, так как соединяющая структура проходит по всей поверхности резьбы, а не как в случае с металлопрофилями – в один виток. Но чтобы правильно сделать каркас для гипсокартона, следует помнить о том, что подобные основы годятся только для использования в сухих комнатах стабильной влажности, без существенных температурных перепадов. А монтаж должен производиться только из сухого бруса. Свежераспиленные материалы для этих целей никак не подойдут.
А монтаж должен производиться только из сухого бруса. Свежераспиленные материалы для этих целей никак не подойдут.
Процесс установки конструкции для ГКЛ
- Любое изготовление каркаса под гипсокартон из дерева начинается с тщательной обработки брусков: антипиренами, средствами от древоточцев, влагозащитными составами. Иначе, если этот шаг опустить, то в скором времени возможно возникновение определенных дефектов самой конструкции. Особое внимание должно быть уделено местам распилов.
- Далее – прокладываем периметр каркаса для гипсокартона. Он размечается с особой тщательностью, так как делается идеально ровным. Делаем данную процедуру с помощью уровня и обыкновенной рулетки.
- Затем крепим обработанные заранее брусья вдоль разметки (ее можно рисовать маркером по поверхностям стенок или потолка, все равно листы скроют ненужное). Крепление производится при помощи строительных дюбелей и отверстий в обшиваемой плоскости. Если стены из дерева или древесных плит (к примеру, ОСП или сэндвич), то крепления бруса можно произвести и саморезами соответствующей длины (шаг чуть более полуметра – обычно 60 см). А между прикрученными брусками натягиваем леску, что послужит для ориентирования обрешеточных реек.
- Стоит осветить момент с шириной реек для устройства каркаса под гипсокартон: по весу предполагаемой конструкции берем 3-5 сантиметров. Но там, где соединятся стыки, нужно взять сантиметров 8-мь, или проложить двойные рейки. Шаг – до 60 сантиметров.
- После того, как монтаж деревянного каркаса для гипсокартона завершен, можно приступать непосредственно к обшивке листами.
 А между прикрученными брусками натягиваем леску, что послужит для ориентирования обрешеточных реек.
А между прикрученными брусками натягиваем леску, что послужит для ориентирования обрешеточных реек.Вот несколько рекомендаций от профессионалов по выполнению монтажных и обшивочных работ.
Обратите внимание
- Непосредственно перед тем, как сделать каркас для гипсокартона, нужно убедиться в исправности существующих под ним коммуникаций. Желательно оставить доступ к основным узлам при проведении монтажа, чтобы потом, в случае непредвиденных ситуаций не разбирать половину стены.
- Заготовьте необходимое количество утеплителя и звукоизоляционных материалов, которые следует проложить в пространства между стойками.
- Крепление листов на каркас из профиля для гипсокартона должны осуществляться специальными саморезами для ГКЛ. Их головки необходимо утапливать в материал примерно на миллиметр вглубь.
К содержанию↑
Использование профиля из металла для гипсокартонной конструкции
В помещениях, обладающих повышенной влажностью, как правило, применяют влагостойкий ГКЛ и металлический каркас для гипсокартона. Да и при проведении работ по обшивке стен в жилых комнатах многие выбирают металлопрофиль, как наиболее надежный для сооружения, к примеру, межкомнатных перегородок.
А сейчас мы расскажем, как сделать металлический каркас под ГКЛ своими руками. Ничего сложного, в некоторых моментах даже проще, чем из дерева!
Алгоритм действий при монтаже
Если вы решили сделать каркас из металлопрофиля под гипсокартон самостоятельно, важно знать некоторые особенности выполнения работы.
- В принципе, как и в первом «деревянном» варианте, все начинается с разметки периметра, который должен быть произведен с особой тщательностью.
- Далее должна быть произведена установка направляющих профилей для гипсокартона вдоль прочерченных линий.
- Затем монтируются подвесы для стоек из профиля. Обычно ширина ГКЛ составляет 120 сантиметров, поэтому между стойками шаг должен быть не более 60 см. Крепление стоек к периметру может быть осуществлено при помощи оцинкованных саморезов.
- Изготавливая каркас для гипсокартона своими руками, следует знать, что для стеновых и особенно для потолочных обшивок наиболее прочным считается «клетчатый» каркас. В нем продольные и поперечные профили соединяются специальными крабами. В результате гипсокартонные конструкции отлично вписываются в интерьер и обладают повышенной прочностью.

Автор статьи
Поделись статьей с друзьями:
Оконные откосы и подоконник своими руками – СтройМастерская
Как сделать своими руками откосы и подоконник из гипсокартона, фотографии поэтапного изготовления и отделки откосов и подоконника керамической плиткой. ..
..
Многие владельцы жилья, при замене окна, приходят к мысли о том, чем же отделать откосы окна, да и перспектива установки белого подоконника из пластмассы радует далеко не всех.
Альтернатива пластмассе, это каркас подоконника из металлического профиля с последующей обшивкой гипроком каркаса и откосов окна, после чего на основание из гипсокартона укладывается керамическая плитка.
Прочность такого подоконника не уступает пластиковому, а возможность отделки откосов и подоконника кафельной плиткой, любого оттенка и фактуры, позволит создать красивое и неповторимое окно в вашем доме.
Кто то скажет, что такие откосы холодные, и откос из сендвич панели гораздо теплее, это не так.
Откос из гипрока крепится с зазором от каменного проема, а свободное пространство заполняется монтажной пеной, пена создает барьер для холода, поэтому внутренняя часть откосов защищена от промерзания.
Основные плюсы кафельной плитки : не боится влаги, не пачкается и легко убирается.
Подоконник и откосы своими руками
При изготовлении широкого подоконника, нужно не забывать о доступе теплого воздуха от радиатора отопления к стеклам, для этого можно предусмотреть в подоконнике специальные технологические отверстия для прохода воздуха.
Отверстия для воздуха можно закрыть декоративной решеткой.
При заказе окна, нужно учитывать зазоры вдоль рамы, так как за раму заводится гипрок.
Старый бетонный подоконник, в данном случае послужит хорошим основанием.
Монтаж подоконника
Расстояние от старого подоконника до оконной рамы должно позволять установку металлического профиля.
|
|
Пена выступившая при установке оконного блока удаляется.
Для этого использовался нож со сменными лезвиями.
|
|
Под оконную раму с предварительным зазором под гипрок, на место для пластикого подоконника, при помощи саморезов монтируется металлический профиль.
|
|
На старом подоконнике через 20 -25 см монтируются небольшие куски профиля, они будут удерживать верхнюю часть подоконника.
|
|
Поперечные отрезки вставляются в нижние профили и крепятся саморезами.
Верхний профиль делается с выступом за пределы старого подоконника.
Главное не забывать проверять уровень, все направляющие должны быть в одной плоскости.
|
|
Чтобы задать подоконнику дополнительную жесткость и придать не стандартный вид. Подоконник будет заходить на стену, где и крепится кусок профиля его продолжение.
|
|
На короткие профиля одевается горизонтальная направляющая (торец подоконника).
Контроль осуществляется с помощью уровня.
|
|
Так выглядит верхняя часть каркаса подоконника.
|
|
Для усиления конструкции и придания объема подоконнику, к нижней торцевой части направляющей, с помощью саморезов прикручивается еще один профиль.
|
|
Вкручиваем недостающие саморезы.
|
|
С помощью металлического профиля, формируем нижнюю часть подоконника.
|
|
Чтобы подоконник не казался тонким, делаем его более массивным.
Для этого он расширяется с помощью вертикальных направляющих, которые фиксируются к верхнему профилю.
|
|
С низу, на вертикальные направляющие одеваетя длинный профиль (низ подоконника) и прикручивается к коротким вертикальным направляющим.
|
|
Нижняя часть конструкции, изготавливается по месту. И фиксируется к стене и торцу нового подоконника.
|
Каркас подоконника готов
Каркас подоконника из металлопрофиля можно изготовить любым другим способом, уменьшая или увиличивая количество ребер жесткости.
Смысл каркаса в то чтобы он создавал жесткость и выдерживал нагрузку оказываемую на подоконник.
Монтаж гипсокартона на каркас подоконника
|
Вырезаем из гипсокартона верхнюю часть подоконника.
Для этого удобно использовать ножовку по дереву с мелким зубом.
|
|
Отмечаем на гипроке где расположены направляющие из металлопрофиля, это поможет не промахнуться при вкручивании саморезов.
|
|
Чтобы исключить вероятность малейших сквозняков, стык гипрока с окном промазывается герметиком.
|
|
Предварительно закрепив нижнюю часть гипрока на каркас подоконника, заполняем монтажной пеной все пространство между направляющими.
|
|
Монтажную пену необходимо использовать с низким коэффициентом расширения, в противном случае, пена выдавит гипрок, и работа может быть испорчена.
|
|
После заполнения монтажной пеной, укладывается верхняя часть из гипрока и фиксируется на саморезы.
|
|
Торцевая часть так же изготавливается из гипсокартона, и крепится к каркасу при помощи саморезов.
К низу подоконника крепится временный профиль, он предотвратит от вертикального сползания плитки, во время ее укладки.
|
Монтаж откосов из гипсокартона
|
Вырезав из гипсокартона, верхнюю часть откоса, предварительно заведя под раму фиксируем ее к основанию при помощи саморезов и дюбелей. Между откосом из гипрока и стеной, должен оставаться зазор который в последствии заполнится пеной.
|
|
Проверяем поверхность откоса с помощью уровня, откос должен быть строго вертикальным и не иметь провалов и бугров.
|
|
Таким образом, крепятся все откосы окна.
|
|
Зазор между стеной и гипроком запенивается монтажной пеной, для заполнения зазоров, лучше использовать монтажную пену низкого расширения. При заполнении зазоров пеной, будьте аккуратны и помните, пена расширяется очень сильно, поэтому заполнять пространство нужно дозированно.
|
Отделка откосов и подоконника плиткой
При желании подоконник можно отделать чем угодно: пластиком, натуральным деревом и.т.д.
В данном случае было решено использовать кафельную плитку, так как она не боится влаги, солнечных лучей и перепада температур.
Для отделки ребра подоконника, можно использовать специальный металлический профиль.
|
Подготавливаем заготовки для укладки профиля по периметру подоконника, для сопряжения профиля на углах, запиливаем его при помощи стусла.
|
|
Вырезать на керамической плитке угол, или любой другой фрагмент, можно с помощью углошлифовальной машинки (болгарки), для резки кафеля используем диск по камню.
При резке образуется много пыли, необходимо использовать респиратор и защитные очки для глаз.
|
|
Приготавливаем плиточный клей, и наносим его на подоконник при помощи зубчатого шпателя, укладываем декоративный уголок по периметру подоконника.
|
|
Укладываем плитку на клей, со стороны окна плитка кладется в притык к раме оконного блока.
|
|
Уложив кафельную плитку на поверхность подоконника, можно выкладывать торцевую часть, используя заранее нарезанную или готовую плитку.
|
|
Боковые откосы можно выложить кафельной плиткой с использованием декора, или другого оттенка плитки.
|
|
Выступившая монтажная пена обрезается, стена вокруг откосов при необходимости выравнивается по откосам с помощью штукатурной смеси и шпаклевки.
|
Швы между плиткой затираются, шов между окном и плиткой заполняется герметиком в цвет затирки.
Угол откосов закрывается пластиковым уголком который приклеивается на монтажный клей, в дополнение, окно можно обрамить по периметру, использовав например деревянный наличник.
Постоянный адрес статьи: http://stroimasterskaya.ru/articles/189
Показать еще статьи из рубрики — Мастерская
ПОСЛЕДНИЕ СТАТЬИ
Стекломагнезитовый лист: достоинства и сфера применения Стекломагнезитовый лист – отделочный материал, отличная альтернатива гипсокартону, превышающей его по функциональным показателям и более доступной стоимости… Подробнее |
Как поклеить флизелиновые обои своими руками Подробная инструкция о том, как поклеить флизелиновые обои с учетом их особенностей. Рекомендации по подготовке основы, раскрою, подрезке, совместному размещению полотен на оклеиваемой поверхности… Подробнее |
Электрокамин в доме Говорят, что «дыма без огня не бывает». А огонь, радующий ваш глаз холодными зимними вечерами, да еще без дыма, сажи и заготовки дров – бывает! Подробнее |
Плюсы и минусы утепления пенополистиролом Экструзионный, или экструдированный, пенополистирол нашел широкое применение как теплоизоляционный материал, используемый в строительстве зданий и сооружений, транспортных линий. Подробнее |
Что такое асфальтобетон? В одно время в нескольких странах, таких как Франция и США, началась история создания смеси для покрытия дорог. Впервые люди узнали, что такое асфальтобетон в 19 веке. Подробнее |
Несколько советов, как повысить безопасность вашего дома Вот несколько советов и предложений для повышения безопасности вашего дома. Как слесарь, я более двадцати пяти лет сталкивался с сотнями краж и грабежей из-за низкого уровня безопасности… Подробнее |
Устройство монолитного фундамента для загородного дома Качественное устройство фундамента обеспечивает надежность и практичность будущего загородного дома… Подробнее |
Роза – дар богов. Обзор наиболее популярных видов этих растений Роза – дар богов! Так считали древние греки. Это одно из самых древних и любимых человечеством садовых растений. За тысячелетия культурного разведения люди вывели более 30 тысяч сортов роз… Подробнее |
Электрические тепловые завесы Ни одного владельца крупного промышленного гаража, склада или цеха не удивишь сквозняками. Это вполне объяснимое явление, которое вызывает у сотрудников и рабочих определенный дискомфорт… Подробнее |
Как выбрать натяжной потолок для банкетного зала Натяжные потолки помогут грамотно выполнить зонирование в банкетном зале, придать ему оригинальный декор или скрыть неточности ремонта, привлекая внимание к акцентным элементам пространства. Подробнее |
Изготовление каркаса на стены из металлопрофиля под гипсокартон
Гипсокартон необходимо крепить под обрешетку. Каркас необходимо делать качественно и надежно.
Чтобы сделать все правильно, важно использовать качественный материал и проанализировать технологию отделки. Выбрать нержавеющий крепеж возможно в специализированном магазине или через Интернет.
Необходимые материалы
Для сооружения обрешетки потребуются следующие материалы:
- профиль для потолка. Его размеры 60х27 мм. У него небольшая жесткость и его крепление осуществляется не более 80 см;
- направляющий профиль. Сечение должно быть 27х28 мм. Его предназначение, чтобы соединять торца потолочного торца с конструкцией здания. Шаг, с которым его необходимо крепить 50-60 см;
- стоечный профиль. Он необходим для установления стоек. Он обеспечивает наибольшую жесткость к изгибам. Чем шире профиль, тем он прочнее на изгиб;
- направляющий профиль с высотой 40 мм, ширина 50, 75 и 100 мм. Он соединяет стойки с конструкциями, которые примыкают;
- прямой подвес: крепление П-образного вида. Он закрепляет отрезки профиля потолка к перекрытию;
- угловой профиль: необходим для усиления наружных углов.
Также потребуются саморезы, дюбель-шурупы, перфоратор, шуруповерт, уровень, отвес.
Как сделать
Этапы установки обрешетки под гипсокартон:
- Подготовительный этап: подготавливаются все инструменты.
- Наметка разметки. Далее определяются неровности поверхности стен. Далее необходимо определить расстояние, на котором будет устанавливаться конструкция. Затем необходимо делать разметку на полу. Основу на полу необходимо выровнять с помощью стяжки. Фиксирование осуществляется к полу через 30-40 см. Далее от потолка к полу свешивается отвес по бокам уложенного профиля. На потолке поставить две отметки и одну по центру. Они должны составлять прямую линию. Точки определяют положение профиля на потолке. Закрепить профили саморезами 30-40 см. Требуется сделать вертикальные стойки и прикрепить к стенам.
- Размеры листов гипсокартона лежат в основе разметки. Размер 120х300 см. Листы ставят в вертикальном положении, поэтому профиль также устанавливают вертикально. Под материалом один профиль располагается посередине, и два по бокам. Используя отвес, делается разметка на стене. По ней устанавливают подвесы через 30 – 40 см. Крепление осуществляется саморезами.
Последние записи
Монтаж перегородки с каркасом из металлического профиля в СПб
Перегородки с каркасом из металлопрофиля в последнее время стали очень популярны при ремонте квартир в Санкт Петербурге. Происходит это потому, что наряду с распространением новых материалов активно падает их цена, у многих строителей появляется опыт работы с металлом, все больше разрабатывается технологий изготовления самых невероятных конструкций, выполнить которые раньше не представлялось возможным. Многочисленные СНиПы регламентируют работы с профилем, все чаще запрещая применение деревянных конструкций. И тому есть множество причин. По прочности, легкости, пожарной безопасности, стойкости к различным факторам и долговечности металлический профиль намного опережает дерево. Это действительно современный материал идеальный для монтажа перегородок из гипсокартона.
При работе с металлом необходимо соблюдать несколько правил. При резке профиля лучше всего использовать специальные ножницы по металлу, так как при работе болгаркой на срезе профиля не сохраняется защитный цинковый слой и незащищенный металл будет подвергаться коррозии.
Удлинять профиль необходимо только в крайнем случае, так как малейшее несоблюдение правил соединения профилей может привести в будущем к перекосу или излому этого элемента каркаса.
При соединении металлических элементов друг с другом при помощи саморезов или шурупов следует использовать крепеж с полной резьбой, то есть такой, у которого резьба доходит до самой шляпки.
Перед тем как крепить направляющие профиля к несущим поверхностям, их спинки покрывают уплотнительной лентой. Это делается для улучшения сцепления с перекрытиями, а также увеличивает звуконепроницаемость.
Первый вариант перегородки с каркасом из металла — самый простой в СПб. Для него необходимы профили двух видов: стоечного и направляющего. Для начала следует вымерить размеры будущей перегородки и рассчитать количество материала.
Расчет всегда ведется с прибавлением 10 % от рассчитанного. Лучше всего, если при приобретении материал сразу нарежут, так его легче будет транспортировать. При нарезке нужно указать длину на 4–5 см больше расчетной, до желаемых размеров профиль необходимо доводить самостоятельно. После приобретения материала проводится разметка будущей перегородки. Она выполняется прямо на перекрытиях. Сперва вымеряются крайние точки конструкции на потолке, поскольку именно оттуда начнется монтаж каркаса. При расчете толщины перегородки следует учитывать ширину профиля и толщину гипсокартона, а также то, сколько слоев материала будет положено на каркас. В самом начале необходимо рассчитать, какой толщины будет перегородка. Чем она толще, тем больший слой изолирующего материала можно поместить в нее. Необходимо учитывать ширину дверной коробки (если она есть). Если в перегородке нет проемов и она предназначена для декоративных целей — разделения видимого пространства, ее толщина может быть минимальной. Если же эта конструкция используется для максимальной изоляции одного помещения от другого, с проведением внутри ее инженерных коммуникаций, ширина профиля должна быть наибольшей.
После разметки к потолку прикрепляется направляющий профиль, его размеры в зависимости от типа конструкции могут составлять от ПН 100 на 40 до ПН 50 на 40 мм. Профиль крепится к потолку при помощи специальных анкеров. Шаг крепления должен быть не менее 40–50 см. После крепления профиля к потолку при помощи отвеса размечается положение напольного направляющего профиля, как это описано в случае применения деревянного каркаса. К полу профиль прикручивается при помощи дюбель-гвоздей.
Теперь необходимо установить вертикальные стояки из ПС — стоечного профиля. Его размеры должны соответствовать размерам направляющего профиля. Например, если ПН имеет размеры 100 на 40 мм, то ПС должен быть 100 на 50 мм. В таком случае они идеально подойдут друг к другу. Стоечный профиль нарезается по длине от пола до потолка, но должен иметь длину на 5–10 мм меньше, чтобы его было удобно устанавливать в паз направляющего профиля. Как правило, листы гипсокартона при обшивке ставят вертикально. Это делается для удобства, поскольку при горизонтальном расположении листов требуется больше перемычек между вертикальными стояками. К тому же приходится раскраивать больше листов, чем при их вертикальной установке. Горизонтальные швы менее удобны для дальнейшей отделки и конструктивно не так прочны, нежели вертикальные.
Направляющие и стоечные профили скрепляются между собой при помощи скреппрофиля методом просечки и отгиба или при помощи саморезов или шурупов. Устанавливаются стоечные профили с шагом 40 или 60 см. Створы профилей направлены в сторону монтажа. Здесь требуется особенная точность разметки, так как от этого зависит, попадут ли стыки листов гипсокартона на вертикали или нет. Возле стены необходимо установить дополнительные вертикали, прикрепив их к несущей стене при помощи прямых подвесов. Если конструкция высокая, то между вертикалями можно расположить дополнительные горизонтальные перемычки, укрепляющие каркас. К тому же эти перемычки создадут дополнительную поверхность для крепления листов гипсокартона. В данной конструкции все стоечные профили повернуты полками в одну сторону, вправо или влево — неважно.
При такой конструкции горизонтальные перемычки можно изготавливать из стоечного профиля того же размера, обрезав его по длине расстояния между вертикалями. Этот отрезок разворачивают полками вниз и затем скрепляют полки вертикальной и горизонтальной перемычек профиля с помощью скреппрофиля или крепежа с одной стороны. Там, где полки вертикали повернуты в другую сторону, приходится прибегать к помощи прямых подвесов. Для дополнительной прочности можно воспользоваться прямыми подвесами, укрепив их на спинках соединяющихся профилей.
Такой способ соединения требует меньшего расхода металла, но неудобен тем, что листы гипсокартона сшиваются на узкой полке горизонтали шириной всего 50 мм. Другой способ заключается в том, что с каждой стороны облицовки крепится профиль, например с размерами спинки 75 мм. В этом случае с одной стороны спинка ПС с размерами 75 на 50 мм соединяется с полкой вертикального профиля, а с другой — крепится при помощи прямого подвеса. Такая конструкция удобнее при обшивке листами, но требует больших затрат материала и труда.
Когда металлический каркас собран, можно приступать к обшивке его листами. Но перед этим, если в качестве утеплителя выбран пенопласт или другой материал в виде плотных листов, необходимо его установить. Толщина листов изолятора подбирается в соответствии с размерами спинки вертикального профиля, чтобы полки последнего могли удерживать пенопласт. Листы материалы аккуратно просовываются внутрь каркаса и прихватываются клеем. В дальнейшем во время обшивки саморезы и шурупы, пройдя сквозь гипсокартон и профиль, дополнительно зафиксируют изолятор. Помимо этого, лицевую поверхность материала можно смазать клеем, чтобы листы гипсокартона могли к нему приклеиться. Для улучшения звукоизоляции наружные плоскости каркаса обклеиваются звукопоглощающей лентой. Для снижения прохождения звука в местах соединения металлических частей каркаса устанавливаются прокладки из резины или пластика.
Когда установка листов изолятора завершена, можно приступать к обшивке. Листы гипсокартона прикручиваются к полкам вертикальных стоек и к полкам направляющих профилей. При этом следует помнить, что на один профиль не монтируется два стыка листов с разных сторон. Допускается крепление только с одной стороны. Саморезы должны проходить лист и профиль так, чтобы их концы выступали как минимум на 10 мм. После того как была облицована одна сторона конструкции, необходимо дополнительно изолировать оставшиеся пустоты и щели перед тем, как будет установлена вторая часть облицовки. Как и в случае с остальными видами работ, кромка листов гипсокартона не должна доходить до перекрытий на 2–3 мм.
Второй вид конструкции отличается от первой тем, что вместо одиночного стоечного профиля используются два профиля, повернутые друг к другу спинками и скрепленные между собой саморезами. Такая конструкция более надежная и прочная, с ней удобнее работать, несмотря на то что на нее уходит больше материала. Важным преимуществом такой конструкции является то, что при облицовке площадь полки, к которой прикручивается лист, становится в два раза больше, это гораздо удобнее и не требует большой точности при разметке расположения вертикальных стоек. Кроме того, намного проще прикручивать горизонтальные перемычки и закладывать плиты изоляционного материала. На такую конструкцию гораздо легче монтировать двойной слой гипсокартонных листов. Обшивка каркаса двойным слоем материала производится для большей прочности перегородки, для увеличения ее звуконепроницаемости и теплопроводности. Выполняется она сначала с одной стороны, причем стыки листов не должны совпадать, а приходиться на разные вертикальные профили.
Недостатком первых двух конструкций является то, что их ширина продиктована размерами направляющего профиля. Она не может превышать 125 мм. Для перегородки, в которую необходимо монтировать инженерные коммуникации или которая по ряду причин должна быть шире, применяется другое конструкторское решение.
Вот одно из них. Устанавливаются четыре направляющих профиля — два на потолке, два на полу. Они примыкают друг к другу и соединяются при помощи скреппрофиля. Таким образом, ширина перегородки увеличивается вдвое и может достигать 250 мм. В зависимости от желания можно практиковать различные методы расположения вертикальных стоек. Например, расположить их в одной плоскости, в шахматном порядке, варьировать решения с одиночными стойками или двойными. Если вертикальные профили располагаются в одной плоскости, они скрепляются между собой при помощи саморезов, что увеличивает прочность конструкции. На каркас с шахматным расположением вертикалей расходуется меньше материала, такая конструкция обладает меньшей звукопроницаемостью. Для прокладки коммуникаций используются специальные отверстия в стоечных профилях.
Следующий вариант перегородки реже применяемый в Санкт Петербурге — прочная конструкция с варьируемой шириной. Для того чтобы задать перегородке требуемую толщину, направляющие профили располагаются не вплотную друг к другу, а на расстоянии, которое необходимо для прокладки коммуникаций. При этом также учитывается ширина дверной коробки: если перегородка будет шире, то придется монтировать дополнительные структуры для перехода от плоскости облицованной поверхности до самой двери. Это несложно, но потребует дополнительных усилий. Как только желаемая толщина установлена, ставятся направляющие профили, как уже было рассказано выше. Затем устанавливаются вертикальные стойки. В данной конструкции они расположены не в двутавровое соединение, а поодиночке и повернуты в одну сторону. Это необходимо для соединения их между собой.
Как только стойки установлены, соединяются вертикали, стоящие в одном направляющем профиле, с вертикалями в другом. Делается это при помощи профиля любого вида. Кусок такого профиля отрезается на нужную длину и своей спинкой прикручивается к спинкам стоящих в одной плоскости стоечных профилей. Таким образом, две плоскости оказываются соединенными в единую конструкцию, что упрочняет весь каркас. Если такая прочность не нужна, соединять две плоскости нет необходимости. Как правило, перегородки с таким каркасом покрываются двойным слоем листов гипсокартона. В качестве утеплителя для них используют твердые виды минеральной ваты и герметик. В дальнейшем все работы выполняются точно так же, как и в других конструкциях.
В зависимости от обстановки материал и конструкция перегородки могут сильно отличаться, но, как правило, в домашних условиях такими требованиями к изделию можно пренебречь. Ведь эти требования применяются в профессиональном строительстве, для таких конструкций выполняются чертежи, подробнейшим образом высчитываются допустимые нагрузки и размеры. Огнестойкость, звуко- и теплоизоляция, прочность проверяются специалистами. По окончании работ конструкция принимается комиссией, в которой состоят заказчики и исполнители, что отражается в документах и отчетах. Ничего этого домашнему строителю делать не надо. В перечисленных выше конструкциях даны самые распространенные схемы выполнения. Но если все-таки домашний мастер примет решение создать перегородку с дополнительными возможностями, то ему стоит знать несколько особенностей.
Провода электросети, телефонные, Интернета и трубы с горячей и холодной водой всегда укрываются в специальные короба там, где это возможно. Если толщина перегородки не позволяет это сделать, то отрезками пластиковых труб или специальной гофрой защищаются все коммуникации при прохождении их через металлические профили. Если же возникнет необходимость заменить, добавить или осмотреть провода, то не нужно будет разбирать облицовку, достаточно просто вытянуть их наружу.
Для дополнительной прочности и огнестойкости перегородки следует использовать специальные сорта гипсокартона ГКЛО или ГКЛВО либо гипсоволоконные листы.
Помимо листов гипсокартона, в облицовке могут быть использованы стальные листы, которые укрепляются между двух слоев гипсокартона или непосредственно на каркас. Для этого берут стальной лист толщиной не более 2 мм, чаще всего устанавливают лист толщиной не более миллиметра. Для подобных конструкций с дополнительным бронированием используется специально укрепленный каркас, поскольку вес перегородки возрастает вдвое. Монтаж такой прослойки — дело кропотливое, поскольку требует точности разметки и больших усилий, связанных с весом стального листа и необходимостью удерживать его на весу во время монтажа на рассчитанную позицию. Подобную работу практически невозможно осуществлять в одиночку, нужен опытный напарник. Указанная облицовка отличается особенной огнеупорностью.
Для увеличения прочности каркаса существует возможность укрепить его. Это можно сделать при помощи дополнительных горизонтальных перемычек и двутаврового расположения вертикальных стояков. Существует также способ укрепить сами профили. Делается это при помощи деревянных брусков или профилей.
После установки стоечных профилей внутрь каждого из них вкладывается деревянный брусок такого размера, чтобы он плотно заполнял пространство между полками. Для удержания его на месте через спинку профиля он прихватывается в нескольких местах мелкими шурупами. В дальнейшем фиксируется шурупами, которыми листы гипсокартона прикручиваются к профилю. Таким образом, металлическая стойка-профиль получает дополнительное армирование в виде деревянного бруска. Помимо увеличения прочности, дерево гасит звуковые волны, которые хорошо распространяются в пустотелых металлических деталях каркаса. Для увеличения прочности также используются и металлические профили.
Они должны быть меньшего размера, чем основной несущий профиль, и легко помещаться в его внутреннем пространстве. Его спинка прикрепляется к спинке вертикали, а затем окончательно фиксируется при помощи шурупов, которыми гипсокартон пришивается к профилю.
В помещениях с повышенной влажностью в Санкт Петербурге — подвалах, ванных комнатах, кухнях — в качестве облицовочных листов используется гипсокартон марки ГКЛВ или ГКЛВО (водостойкий и огнестойкий). В качестве изолятора применяется минеральная вата. Пенопласт и поролон не слишком подходят для повышенной влажности, эти материалы подвержены бактериальному гниению, и влага действует на них разрушительно. Деревянные каркасы для влажных помещений также исключаются.
Если в перегородке есть дверные проемы, то это один из факторов, регулирующих ее толщину, зачастую самый важный. В идеале плоскость двери должна совпадать с плоскостью перегородки. Но часто из-за толщины последней дверная коробка немного утоплена в стене. Края проема необходимо укреплять дополнительными профилями, чтобы они смогли выдержать тяжесть двери и чтобы она не сотрясалась при открытии и закрытии. Разницу между краем облицовки и коробкой закрывают отрезками гипсокартона. Подробно об этом будет рассказано в дальнейших статьях нашего сайта — master-gkl.pro
как сварить каркас и крепить профнастил
В частном доме или коттедже, особенно, когда в основном строении не предусмотрена кладовка, без сарая на участке обойтись тяжело. Эта небольшая хозпостройка экономит много места и позволяет хранить внутри различные предметы и продукты питания. Сегодня речь пойдет о том, как установить сарай из профильной трубы своими руками. Это легкое каркасное сооружение, которое можно установить дома за пару дней. Так же будет рассказано о его преимуществах и минусах, а также об установке.
Металлическая профильная труба в качестве основного материала каркаса
Вернуться к оглавлению
Содержание материала
Какие конструкции можно сделать из металлопрофиля
В зависимости от поставленных задач вы можете реализовать разные конструкции, отличающиеся сложностью постройки, материалоемкостью, формой основных элементов и прочим. Выделить можно следующие типы:
- Коробка прямоугольной формы с внешней обшивкой и без утепления – такое сооружение подойдет, если сарай нужно поставить максимально быстро и в нем не планируется хранить ничего кроме садового инвентаря и других предметов, не боящихся жары и холода.
Скелет каркасного сарая из профильной трубы
- Конструкцию можно усложнить, добавив внутрь перегородки, и разделив внутреннее пространство на отсеки под хранение разных вещей. Тут усложняется только строение каркаса, возрастает расход материала. По времени ставить его не намного дольше.
- Оба названные выше варианта можно сделать еще с большей функциональностью. Для этого нужно добавить внутреннюю отделку любыми листовыми материалами, и установить внутрь каркаса утеплитель – минеральную вату или пенополистирол. По цене такой сарай будет выходить уже минимум в два раза дороже, так как добавляются статьи расходов на внутреннюю отделку и утепление. Зато такое сооружение подойдет для хранения домашних заготовок, свежих овощей и других продуктов. Зимой конструкция, если все правильно сделано, не будет промерзать.
- Еще более продвинутым решением будет сарай с окнами. Тут и на сами окна тратиться придется и на их установку. Зато внутри будет больше света и появится возможность оперативно проветривать помещение.
Такой сарай будет продуваться всеми ветрами
Еще один важный момент, влияющий на скорость строительства и эксплуатационные характеристики постройки – это тип основания. Для металлокаркаса подойдут следующие:
- Грунтовые полы – ни в коем случае нельзя использовать с утепляемыми конструкциями, так как нивелируется утепление поступлением холода снизу. Подойдут они для самых простых временных конструкций.
- Деревянный настил – Здесь нужно смотреть на конструкцию пола. Если он будет двухслойным (дно и крышка), то внутрь между лагами можно уложить теплоизолятор. Такой пол подойдет для утепляемой конструкции. Если же предусматривается только настил, то разницы с земляным полом существенной не будет, разве что внутри сарая будет чище.
- Бетонное основание – самый капитальный вариант поля для сарая. Применять его нужно для самых габаритных и утепленных конструкций. В плане материалоемкости, цене и сложности изготовления этот пол опережает предыдущие аналоги.
Интересно знать! Бетонные полы с каркасными сараями сочетают редко. Самый распространенное сочетание – это деревянный настил и его аналоги (фанера, ОСП, ДСП и другие).
Изнутри хозяйственная постройка разделена на две части перегородкой – мастерская и поленница
Тип крыши для каркаса из металлопрофиля
Следующий важный момент, который предстоит решить – это форма крыши сарая. Для такого легкого сооружения подойдут:
| Вид крыши, фото: | Описание: |
Самое простое конструкционное решение – плоская крыша. При этом на сарай для дачи не уходит лишнего материала на стены, для организации ската (все можно сделать под стандартные размеры купленного листового материала обшивки), и будет небольшая экономия на кровельном материале. Оправдан ли такой подход, каждый решает сам, но стоит учесть следующее:
| |
| Намного лучше показывает себя односкатная крыша. За счет уклона можно организовать качественный сток воды в нужном направлении. Конструкция такой кровли не многим сложнее, правда, тяжелее обшивать стены сарая – остается много обрезков, материал стыкуется и подрезается под углом. Косвенным недостатком можно также назвать не очень красивый вид, но к облику сараев люди относятся не очень критично. Подробнее о строительстве сарай с односкатной крышей можете узнать по ссылке. | |
| Самый надежный, эстетичный и практичный вариант для каркасного сарая – это крыша с двумя скатами. Можно выбрать любой угол наклона, при этом расход материала возрастает незначительно. Плюс и в упрощении процесса обшивки стен. Конструктивно такая крыша выглядит более сложным решением, но из металлического профиля ее ставить не так трудно, как кажется. При организации водостока с крыши потребуется установить больше ливневых каналов, хотя многие этими элементами на сараях пренебрегают. | |
Арочный вариант крыши для металлического сарая самый трудный в исполнении. Он требует специального инструмента для сгибания труб по дуге, и опыта по обращению с ним. С технической точки зрения такой сарай уступает скатным решениям по следующим причинам:
|
Исходя из представленной информации, приходим к выводу, что двускатная крыша является самым лучшим решением. Обшить ее можно любыми кровельными материалами, и обладает она всеми нужными свойствами. На второе место определяем односкатный вариант, а дальше по вашему усмотрению.
Вернуться к оглавлению
Какими преимуществами и недостатками обладает конструкция из металлической трубы
Как и любые решения, каркасы сарая из профильной трубы имеют ряд положительных и отрицательных характеристик.
Конструкция без фундамента
Начнем с перечисления первых:
- Итак, профилированная труба не занимает много места и стоит не очень дорого. Ее не потребуется много, найдется она в продаже в любом населенном пункте, а для доставки достаточно нанять грузовую «Газель».
- Сама конструкция имеет небольшой вес, при желании ее возможно сделать мобильной и переносить с помощью подъемной техники.
- Соединения деталей конструкции выполняется сваркой, что придает каркасу прочности и устойчивости при условии правильного его построения. Металл легко переносит механические нагрузки.
- Конструкция из металлопрофиля может обшиваться любыми листовыми материалами, которые допускаются эксплуатировать на улице. Сам металл оказывается закрытой обшивкой, которая буде защищать его от вредной влаги и ультрафиолета. Оставшиеся на открытом воздухе части покрываются грунтами и красками. Все это говорит о долгой сохранности металла и большом сроке службы строения.
Каркасный сарай на бетонном основании
- Следующее достоинство касается всех каркасных конструкций. Мастера могут собирать из деталей строения разной сложности. Легко увеличить размеры, установить перегородки, добавить окна и двери.
- Металлический каркас можно комбинировать с деревянным для упрощения монтажа определенных видов отделочных материалов.
Теперь давайте пробежимся по недостаткам:
- Работать с металлом нужно уметь. Основной инструмент для этого – сварочный аппарат, с которым обращаться умеют далеко не все.
- Металлические трубы намного сложнее обшивать, чем деревянный брус. В качестве крепежа используются саморезы по металлу, с буром на конце — то есть материал сначала сверлится, а потом уже происходит фиксация. Таким способом проще всего монтировать тонкостенную обшивку, например профлист, а вот с тем же ОСП придется повозиться. Оба материала необходимо предварительно просверлить сверлом по металлу, и только после этого вкрутить саморез. Требуется два инструмента, их постоянная смена и необходимость надежно удерживать лист, пока не будут сделаны первые точки фиксации.
Обшивка и утепление сарая – с деревом работать намного проще
- Еще один важный недостаток – это высокая теплопроводность материала. Даже если вы утеплите строение изнутри, сами стойки буту интенсивно отдавать тепло наружу, становясь мостиками холода. Эффект будет проявляться еще сильнее, если отделка сарая тоже металлическая. Чтобы избавиться от такой неприятности, перед креплением облицовки, трубы можно обклеить тонкой подложкой из-под ламината, либо предварительно наносить на них слой монтажной пены. Последнее решение не очень эффективное, так как материал будет почти полностью выдавлен при затягивании крепежа.
- Обшитые профлистом сараи за счет формы материала получаются продуваемыми конструкциями. Чтобы этого избежать с торцов на металлические трубы наносится слой монтажной пены.
Деревянные каркасы более теплые, но их использование тоже связано с рядом трудностей.
Подводя общий итог, скажем, что конструкция такая весьма неплохая, но если сарай нужен для хранения продуктов, будет лучше предпочесть другие материалы. Утеплить серьезно металл не получится, так как стенки конструкций получаются очень тонкими, поэтому промерзание всегда возможно.
Советуем посмотреть обзорное видео о надежности хозпостройки из профиля.
Вернуться к оглавлению
Строительство сарая из металлической трубы
Теперь рассмотрим процесс поэтапного возведения сначала каркаса, а потом его правильной обшивки.
Фундамент строения
Начнем с основного – фундамента. Как уже говорили, его может не быть совсем, но такие конструкции серьезными не назовешь, поэтому давайте подходить к работе более ответственно. Под легкий сарай можно сделать следующие виды фундамента.
Плитный фундамент
Самый дорогой и надежный – это плитный фундамент. Так как общий вес конструкции будет небольшим, хватит и плиты, толщиной в 10-15 см. Используется для этого бетон марки М 200, который для упрощения задачи можно замешать на песчано-гравийной смеси. Внутри плиты прокладывается одинарный слой арматуры, чтобы увеличить ее прочность.
Ровный плитный фундамент из железобетона
Для строительства такого фундамента вам потребуется выкопать небольшой котлован глубиной 15-20 см. В него затем насыпается песчано-гравийная подушка (можно взять и щебень), которая плотно трамбуется. Затем настилается слой гидроизоляционной пленки, чтобы предотвратить попадание влаги из грунта. По периметру устанавливается опалубка нужной высоты из досок. Укреплять ее нужно с помощью перевязок, кольев и укосов.
Стенки опалубки рекомендуется обтянуть полиэтиленовой пленкой, чтобы избежать потерь цементного молочка.
Бетонную плиту можно предварительно утеплить – поверх подушки из ПГС настилается слой экструдированного пенополистирола, поверх которого будет залит бетонный раствор. Такая мера обходится не дешево, зато вы убережете строение от просадок – грунт не будет промерзать зимой, холод будет меньше проникать в металлический хозблок.
Опалубка для утепленного плитного фундамента
Затем внутрь опалубки закладывается арматурный каркас. Его нужно приподнять над основанием на пару сантиметров, для чего применяются специальные подставки и самодельные приспособления, сделанные своими руками.
Заливка бетона в опалубку
Далее наливается бетон — он уплотняется штыкованием или погружным вибратором. Рецепт приготовления нужной марки бетона можно увидеть в следующей таблице.
Соотношение компонентов для бетонного раствора разных марок
На такое основание можно смело ставить и более тяжелые конструкции – из пеноблоков и даже кирпича.
Для металлического каркаса по прочности он избыточен, но вы получаете капитальное решение всех вопросов – выравнивание пола, его утепление, надежность, защита от грызунов, аккуратность и чистота. Фактически вы получаете площадку, к которой можно конструкцию привязать, а потом убрать при необходимости.
Столбчатый фундамент
Наряду со сваями столбчатый фундамент пользуется наибольшим спросом. Причина тому простота установки и высокая ее скорость, малый расход материала, достаточная прочность для будущих нагрузок.
Свайный фундамент
Столбы можно делать из разных материалов: асбестоцементные трубы и железобетон по технологии ТИСЭ, блочные опоры, складываемые в основном из кирпича, монолитные бетонные столбы, которые продаются в готовом виде или заливаются в опалубку на месте. На способ установки будет влиять тип выбранного материала, но в основном работа идет по следующим пунктам.
Интересно знать! Фундамент ТИСЭ считается сваей, но устанавливается он практически как и столбчатый.
Виды свайных фундаментов
- Сначала делается лунка, превосходящая столб в диаметре.
- Затем ее дно трамбуется и подсыпается щебнем, который выступит в роли демпферной подушки и дренажа.
- Устанавливается столб и выполняется обратная его засыпка с послойным трамбованием.
- Все столбы выводятся по высоте в один горизонтальный уровень, на них устанавливается нижняя обвязка каркаса в виде перекладин из трубы, которая подбирается по сечению так, чтобы справляться с нагрузками от всей конструкции в целом.
Чаще всего строения на таком фундаменте делают стационарными, хотя если допустить возможность перерасхода металла и сделать сарай с двойной обвязкой, можно получить и мобильную версию.
Однозначно лучшим решением под сарай из металлической трубы будут винтовые металлические сваи.
Металлическая винтовая свая
Они вкручиваются в грунт на необходимую глубину, подрезаются по высоте и сверху наваривается нижняя обвязка конструкции. Это если смотреть по простоте устройства и скорости возведения. По техническим аспектам бетонная плита не имеет конкурентов, помимо описанных плюсов она также решает вопрос организации отмостки и дорожки вокруг строения.
Каркасы могут отличаться разительно, каждый придумывает, кто на что горазд, но в любом случае, перед тем как сварить сарай из профильных труб, для быстрой и точной работы понадобятся чертежи каркаса для сарая.
Подготовка чертежа
В качестве основы можете выбрать подходящий проект сарая из профильной трубы с размерами из предложенных ниже вариантов.
Для расчета профильной трубы воспользуйтесь калькулятором на нашем сайте.
При составлении чертежа и схемы, стоит учитывать следующие моменты:
- Для упрощения отделки ориентируйтесь по габаритам выбранного для этих целей материала. Если его подрезать легко, то можно в качестве ориентира взять утеплитель.
- Расстояние между стойками не делайте больше 60 см.
- Если будет утепление, не нужно делать много косых перемычек для укрепления конструкции, так как они усложнят работу. Замените их вертикальными – результат все равно будет отличным.
- Горизонтальных жил должно быть не менее трех на 2 м высоты каркаса.
- Проемы под двери и окна делайте с запасом по 2-3 см с каждой стороны.
- Сразу предусмотрите точки захода коммуникаций, если они будут.
- Спроектируйте приточные и вытяжные вентиляционные каналы.
- Определите способ утепления крыши – будет ли использовано горизонтальные перекрытие, или изолироваться будут непосредственно скаты.
Читайте на нашем сайте: как самостоятельно сделать чертеж и проект хозблока.
Сборка каркаса и обшивка
Работа включает в себя следующие шаги:
- Вне зависимости от типа фундамента, у конструкции будет нижняя обвязка, представляющая собой соединенные в прямоугольник четыре отрезка трубы. Если конструкция будет в воздухе на точечных опорах, этот элемент должен быть сечением не меньше 70-40 мм, при толщине стали в 4 мм. Тут, прежде всего, смотрят на расстояние между опорами.
Каркас для сарая из профильной трубы – установка обвязки
- Углы полученного контура должны соответствовать 90 градусам. В выставлении поможет столярный угольник.
- Далее ставятся 4 угловых стойки. Они выравниваются по вертикальному уровню с двух сторон. В работе не обойтись без помощника, который временно будет удерживать столб до его фиксации. При выполнении сварного соединения сначала деталь прихватывают точечно, затем перепроверяется ее положение и, если все в порядке, доваривается остальная часть.
Установка угловых столбов
- Третьей основной частью каркаса является верхняя обвязка. Она укрепит столбы и создаст надежную опору для кровли. Мастер может сразу задавать форму конструкции, выводя ее под форму крыши – на представленном фото сформирован небольшой уклон под односкатную конструкцию.
- Затем на стенах, где будут отсутствовать дверные проемы, навариваются горизонтальные перемычки. Они не должны выходить за плоскость стоек. В отдельных конструкциях их можно установить изнутри, тогда наружные стойки останутся незакрытыми облицовкой.
Верхняя обвязка и горизонтальные перемычки
- Мастера продолжили формировать основание крыши. Видно, что добавились две перемычки спереди и сзади и центральный опорный элемент – этого будет достаточно, чтобы держать вес профилированного листа.
Основа под кровельный материал сарая из профильной трубы и профнастила
- Далее устанавливаются основные вертикали, формирующие откосы дверного проема. На фото всего одна штука, а вторую будет заменять угловая стойка. Такое расположение не подойдет для отдельных дверей, так как придется нашить узкую полоску металла на трубу – реализуемо, но неудобно и некрасиво.
Основная вертикаль и остальные перемычки
- В рассматриваемом случае мастера решили сделать двери из того же материала. Следующим этапом стало создание ее каркаса. Устанавливается он на мощные петли, внутри рамы также делается горизонтальная перемычка для усиления. Со свободной стороны наваривается коробка для врезки замка с ручкой или петли.
Монтаж дверного каркаса
- Далее каркас обшивается профлистом. Используется для этого специальный саморез по металлу с прорезиненной шайбой. Головка такого самореза шестигранная. Режется материал болгаркой с кругом по металлу.
Обшивка каркаса профилированным листом
Перед установкой обшивки рекомендуется все сварные швы зашлифовать, затем нанести грунт-эмаль для создания декоративно-защитного слоя.
Если конструкция будет изнутри утепляться, стыки листов рекомендуется аккуратно запенить. О прочих мерах для создания более теплого сарая было написано выше.
На нашем сайте можете узнать о строительстве деревянного сарая и из пеноблоков.
Вернуться к оглавлению
Видео: как построить сарай из профильных труб своими руками
Вернуться к оглавлению
Заключение
Как видите, никаких сложностей со сборкой каркаса не возникает. Если иметь на руках чертеж и пользоваться правильно сварочным аппаратом, сделать сарай из профильной трубы будет под силу многим.
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для преобразования листового металла в различные формы. Кусочки плоского листового металла, обычно называемые заготовками, загружаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и изготовители металла, предлагающие услуги штамповки, помещают штампованный материал между секциями штампа, где использование давления будет формировать и сдвигать материал в желаемую окончательную форму для продукта или компонента.
Матрица для штамповки металла, используемая для автомобильных деталей.
Изображение предоставлено: DRN Studio / Shutterstock.com
В этой статье описываются процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы штамповочных операций и их применения.
Основные понятия штамповки металлов
Штамповка металла, также называемая прессованием, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов.Операции штамповки подходят как для коротких, так и для длительных производственных циклов, и могут проводиться с другими операциями обработки металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Пробивка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Фланец
Пробивка и вырубка относятся к использованию штампа для резки материала в определенные формы. При штамповке обрезок материала удаляется, когда пуансон входит в матрицу, оставляя отверстие в заготовке.С другой стороны, вырубка удаляет заготовку из основного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклой или утопленной конструкции в листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки материала через роликовый штамп.
Чеканка — это метод гибки, при котором заготовку штампуют, когда она помещается между штампом и пуансоном или прессом. Это действие заставляет наконечник пуансона проникать в металл и приводит к точным, повторяемым изгибам.Глубокое проплавление также снимает внутренние напряжения в металлической заготовке, в результате чего не возникает эффекта пружинения.
Гибка относится к общей технике придания металлу желаемых форм, таких как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, которая вызывает напряжения выше предела текучести, но ниже предела прочности. Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки кромок.
Станки для штамповки металла могут больше, чем просто штамповка; они могут лить, штамповать, резать и формировать металлические листы. Станки могут быть запрограммированы или с числовым программным управлением (ЧПУ) для обеспечения высокой точности и повторяемости для каждой штампованной детали. Программы электроэрозионной обработки (EDM) и компьютерного проектирования (CAD) обеспечивают точность. Доступны различные станки для штамповки штампов. Прогрессивные, формовочные, составные и твердосплавные инструменты позволяют выполнять определенные задачи штамповки.Прогрессивные матрицы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Пресс гидравлический штамповочный.
Изображение предоставлено: Romul014 / Shutterstock.com
Виды штамповочных операций
Прогрессивная штамповка
Для прогрессивной штамповки используется последовательность станций штамповки. Рулон металла подается в поршневой штамповочный пресс с матрицами прогрессивной штамповки. Матрица перемещается вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь.Когда пресс перемещается вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, поскольку деталь все еще связана с металлической полосой. Последняя станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для длительных тиражей, потому что штампы служат долго, не повреждаются, а процесс очень повторяемый. На каждом этапе процесса выполняется различная операция резки, гибки или штамповки металла, таким образом постепенно достигая желаемой формы и дизайна конечного продукта.Это также более быстрый процесс с ограниченным количеством отходов.
Трансфер Штамповка
Передаточная штамповка в штампе похожа на прогрессивную штамповку, но деталь отделяется от металла на ранней стадии процесса и передается от одной штамповочной станции к другой другой механической транспортной системой, такой как конвейерная лента. Этот процесс обычно используется для больших деталей, которые, возможно, потребуется перенести на разные прессы.
Четырехпозиционная штамповка
Четырехходовая штамповка также называется многолучевой или четырехсторонней штамповкой.Этот метод лучше всего подходит для создания сложных компонентов, которые имеют множество изгибов или поворотов. Он использует четыре скользящих инструмента вместо одного вертикального суппорта, чтобы формировать заготовку за счет нескольких деформаций. Два ползуна, или плашки, ударяют по заготовке горизонтально, придавая ей форму, при этом плашки не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Четырехпозиционная штамповка — это очень универсальный вид штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовая вырубка
Чистая вырубка, также известная как чистовая вырубка, полезна для обеспечения высокой точности и гладких краев. Обычно выполняемые на гидравлическом или механическом прессе или в сочетании двух операций чистовой вырубки состоят из трех отдельных движений:
- Зажим заготовки или обрабатываемого материала на месте
- Выполнение операции вырубки
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются при обычных операциях штамповки, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, полученные при чистовой штамповке, избегают изломов, поскольку они получаются с помощью обычных инструментов, а плоскостность поверхности может превосходить таковую, доступную при других методах штамповки. Поскольку это метод холодной экструзии, чистовая вырубка представляет собой одностадийный процесс, снижающий общие затраты на изготовление.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с устройством автоматической подачи, которое отправляет листовой металл через пресс в рулонах или заготовках.
Механический
В механических прессах
используется двигатель, соединенный с механическим маховиком для передачи и хранения энергии. Размер их пуансонов может варьироваться от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно в диапазоне от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают разных размеров от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла.Обычно они используются для прогрессивной и трансферной штамповки при больших объемах производства.
Гидравлический
В гидравлических прессах
для приложения силы к материалу используется гидравлическая жидкость под давлением. Гидравлические поршни вытесняют жидкость с силой, пропорциональной диаметру головки поршня, что позволяет лучше контролировать величину давления и обеспечивать более постоянное давление, чем в механическом прессе. Кроме того, они имеют возможность регулировки хода и скорости и, как правило, могут выдавать полную мощность в любой момент хода.Эти прессы обычно различаются по размеру от двадцати до 10000 тонн и имеют ход поршня от 10 до 800 мм.
Гидравлические прессы обычно используются для небольших производственных партий для создания более сложных и более глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессах
вместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы.Ход, положение и движение скольжения, а также скорость регулируются и программируются. Они приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Эти прессы являются самыми дорогими из трех рассмотренных типов.
Типы штамповочных штампов
Штамповочный пресс с ЧПУ
Изображение предоставлено: DRN Studio / Shutterstock.com
Плашки
, которые используются при штамповке металла, можно охарактеризовать как однопозиционные или многопозиционные.
Однопозиционные матрицы включают как составные, так и комбинированные матрицы.Составные штампы выполняют более одной операции резки на одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные матрицы — это матрицы, в которых за один ход пресса выполняются как операции резки, так и операции без резки. Примером может служить матрица, которая производит надрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и штампы для переноса, где операции вырубки, штамповки и резки выполняются последовательно из одного и того же штампа.
Стальные линейчатые матрицы, также называемые ножевыми, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, должен соответствовать желаемой форме, а в башмаке штампа прорезана прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем диске.
Материальные аспекты
Кольца Рашида
Изображение предоставлено: Wisconsin Stamping
Выбор материалов для штамповки металла зависит от желаемых свойств готовой детали. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических штамповочных материалов, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы являются наиболее часто используемыми.
В целом, металлы после штамповки сохраняют свою ковкость и пластичность.Те, которые используются при прецизионной штамповке, обычно имеют твердость от мягкой до средней и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготавливаемых методом штамповки, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в штамповочных операциях, так как в них низкое содержание углерода означает, что они относятся к наименее дорогим доступным вариантам, что приводит к низким производственным затратам.
При выполнении операций по штамповке металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные работы
Производственные операции после штамповки могут включать в себя процессы удаления заусенцев, нарезания резьбы, развертывания и зенкования штампованного продукта. Это позволяет добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков обрезного материала, которые остаются на заготовке после завершения операции штамповки.Острые кромки могут потребовать шлифовки для удаления заусенцев или может потребоваться отбортовка, чтобы получить сглаженную кромку и направить кромку с заусенцами во внутреннюю складку, где это не вызовет травм или не будет замечено косметически.
Концепции дизайна
Обычно следует избегать слишком узких выступов в штампованных изделиях, поскольку они могут быть более легко искажены и повлиять на восприятие качества готового изделия.
По возможности, конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов.Необходимость создания нестандартного штампа для штамповки увеличит первоначальные затраты на инструмент.
Избегание острых внутренних и внешних углов в штампованных изделиях может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых кромок, для удаления которых требуется вторичная обработка. Кроме того, существует большая вероятность концентрации напряжений в острых углах, что может вызвать растрескивание или последующий выход из строя детали из-за длительного использования.
Габаритные размеры готового продукта будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного на складки на краях или фланцах, а также для любого дополнительного удаления или использования материала.Очень большие продукты, возможно, придется создавать в несколько этапов и механически соединять вместе в качестве второго этапа производственного процесса.
Для операций вырубки учитывайте как направление вырубки, так и размер перфорированного элемента. Как правило, пробивку лучше всего производить в одном направлении, чтобы все острые кромки, образованные пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и держать подальше от общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что размер перфорированных элементов должен быть как минимум в два раза больше толщины материала.
Для гибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы труднее достичь и могут привести к появлению точек концентрации напряжений в готовой детали, что впоследствии может вызвать проблемы с качеством продукции.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуск и повторяемость.Как правило, диаметры отверстий должны быть не меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее двух толщин материала друг от друга.
Операции по изгибу следует выполнять с учетом риска деформации материала, поскольку материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, чтобы избежать накопления концентрации напряжений.Длины фланцев должны быть примерно в три раза больше толщины заготовки, что является хорошей практикой.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость штампа, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Штамповочные штампы для металла, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.Штамповочные машины относительно легко автоматизировать и могут использовать высокопроизводительные компьютерные программы управления, которые обеспечивают большую точность, более быстрое производство и меньшее время выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость пресса. Матрицы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла по индивидуальному заказу — более длительный предварительный процесс. Менять штампы также может быть сложно, если необходимо изменить конструкцию во время производства.
Приложения
Штамповка используется во множестве приложений, особенно в тех, которые связаны с трехмерным рисунком, надписью или другими элементами гравировки на поверхности. Такие штамповочные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, осветительной промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, занимающихся электроникой. Скорее всего, у вас есть продукт в вашем доме, детали которого созданы путем штамповки металла, потому что этот процесс используется во всем, от вашей бытовой техники до ваших автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых элементов штамповки, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как основания двигателя или фрикционные диски. Этот процесс используется для производства как деталей для большого оборудования, так и невероятно детализированных мелких деталей. Микроточная штамповка позволяет изготавливать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла.Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и авиакосмической промышленности. Электронные штамповки доступны из ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото. Электронные компоненты, изготовленные методом штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри. Они могут быть созданы из черных или цветных металлов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских устройствах.Из-за специальных форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Сводка
В этой статье представлено понимание операций по штамповке металла и машинных прессов. Для получения дополнительной информации о связанных услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https: // metalproductsblog.ru / 2014/03/12 / пробивные прессы механические против гидравлических /
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https: // www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https: // www.esict.com/tool-die-making/
- https://www.metalcraftspinning.com/blog/aluminium-vs-steel/
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Наиболее распространенные процессы и приложения для производства металлов
24 апреля 2017 г. | 6:42 вечера
Что такое процесс изготовления металла? | Металлические изделия, используемые в производстве продукции | Отрасли, в которых используются изделия из металла | Предметы повседневного обихода, изготовленные в процессе производства металла
В каждом домашнем хозяйстве и на рабочем месте металл играет важную роль в работе людей.От приборов и осветительных приборов до письменных принадлежностей, стульев и посуды металл является стабилизирующим элементом, который делает возможными все современные удобства.
Производство металла — это процесс превращения необработанного металла в готовые формы для использования при сборке. Например, панели, составляющие раму автомобиля, изготавливаются с помощью специальных процессов изготовления металла, которые обычно выполняются на заводе-изготовителе, а затем отправляются на завод по сборке автомобилей. Однако вовлеченные процессы сложны и разнообразны.В следующих разделах исследуются два простых вопроса и даны ответы на них: что такое изготовление металла и как оно работает?
Когда людей учат, как работает производство металла, следующие процессы обычно являются частью учебной программы. Каждый процесс требует определенной практики и навыков, а необходимые инструменты и машины обычно дороги и занимают достаточно рабочего места. Однако каждый процесс изготовления металла может использоваться для резки, сверления, складывания и сварки самого прочного материала на земле:
- Раскрой. Возможно, наиболее часто используемые процессы изготовления металла включают резку, когда листы металла разделяются на половины, трети или меньшие части. Во многих случаях разрезаемый металл является свежеприготовленным, и ему еще предстоит придать какую-либо конкретную форму. В других случаях для резки подаются предварительно профилированные металлы, такие как стержни и мерные панели. Порезы выполняются на разнообразном оборудовании, от лазеров и плазменных резаков до более сложных высокотехнологичных машин.
- Складной. Один из наиболее сложных процессов изготовления металла включает складывание, при котором металлической поверхностью манипулируют для придания ей формы под определенным углом. В некоторых случаях сгибания цель состоит в том, чтобы сделать металлическую поверхность изгибом под углом 90 градусов или сделать что-то еще более или менее тупым. Однако складывание можно производить только в помещениях, оснащенных специальным высокотехнологичным оборудованием из-за сложности всего процесса. Во многих случаях, когда требуется сгиб, соединение двух металлических панелей под выбранными углами было бы более практичной альтернативой.
- Сварка. Наряду с резкой сварка является одним из самых популярных процессов изготовления металла среди любителей ремесел. Процесс сварки предполагает соединение двух отдельных металлических частей. Детали, используемые при сварке, могут быть листами, панелями, стержнями или формами — если детали сделаны из металла, это не имеет значения. Сварка возможна с помощью множества методов и типов инструментов. Часто сварка достигается за счет приложения тепла к точкам, где две детали должны быть соединены.Многие слесари сначала занимаются производством металла, имея в виду сварочные работы.
- Механическая обработка. Когда станок используется для удаления частей с куска металла, этот процесс известен как механическая обработка. Обычно процесс выполняется на токарном станке, который вращает металл относительно инструментов, которые подрезают углы и края, чтобы обрезать деталь до желаемой формы или размера. В других случаях обработки отверстие или набор отверстий будут формироваться непосредственно через металлическую поверхность.Таким образом, сверло по металлу можно классифицировать как инструмент для механической обработки.
- Штамповка. Когда в куске металла формируются отверстия, соответствующий процесс состоит из пробивки, когда металл помещается под штамп и подвергается пробиванию сверлом. Чтобы пуансон имел правильный размер, окружность сверла должна правильно проходить через матрицу. Пробивка попадает в одну из двух подкатегорий в зависимости от цели данного приложения. В большинстве случаев цель состоит в том, чтобы пробить отверстия в металлической панели с целью закрепления защелок или других посторонних предметов.В других приложениях — также известных как заглушка — область с отверстием специально выделяется из большей панели для формирования меньшей части долота.
- Стрижка. Для металлических листов, требующих длинных разрезов, этот процесс известен как резка. В некоторых случаях лист подается горизонтально через металлорежущий станок. В других случаях режущий инструмент прикладывают вертикально к длине плоского металлического листа. Третий метод заключается в размещении металла над краем открытого резака и опускании лезвия, как в резаках для бумаги, которые можно найти в копировальных центрах.Срезание часто применяется для обрезки края металлического листа, но процесс можно проделать в любом месте металла.
- Штамповка. Вырубка — не единственный процесс изготовления металла, в котором используется матрица. Однако в некоторых приложениях цель состоит не в том, чтобы образовать отверстие, а в том, чтобы поднять определенную часть металлического листа без проникновения. Для подобных приложений процесс штамповки используется для формирования определенных форм, букв или изображений на металлическом листе или панели. По сути, штамповка по металлу похожа на рельефную резьбу по дереву или мрамору.Основной пример металлического тиснения можно увидеть на монетах, где слова, суммы денег и лица президентов выбиты с каждой стороны на монетах, пятаках, десятицентовиках и четвертях.
- Литье. Один из старейших типов изготовления металла включает литье, когда расплавленный металл выливают в форму и оставляют для затвердевания в определенной форме. Литье, являясь одним из наиболее гибких методов изготовления металлов, идеально подходит для изготовления широкого спектра сложных форм. В некоторых случаях литье обеспечивает решение проблем изготовления, для решения которых в противном случае потребовалось бы несколько других методов, например, сборочные детали, которые потребовали бы складывания, резки и штамповки.Наиболее распространенные металлы, используемые в этом приложении, включают сталь, железо, золото, медь, серебро и магний.
Дополнительные процессы изготовления металла включают протяжку, хонингование, шлифование и фрезерование. В зависимости от потребностей конкретного применения некоторые металлообрабатывающие предприятия даже выполняют специальные индивидуальные типы изготовления.
Узнайте о наших услугах по изготовлению металлических изделий
Формовка металлических деталей для сборки — это лишь часть процесса изготовления металлических изделий.На следующем этапе нужно взять различные готовые детали и превратить их в машины, приборы, посуду и другие продукты. В зависимости от выполняемых операций определенный набор сборочных деталей может быть доставлен на завод или к независимому мастеру. В большинстве случаев проект начинается с одного или нескольких из следующих материалов:
- Плоский металл. Для любого заданного количества применений плоские металлические детали используются в строительстве и промышленных установках.Плоский металл — это сырье разной толщины. Хотя детали, как правило, тонкие, калибр будет от одного миллиметра до двух и более сантиметров. Плоские металлы обычно делятся на три группы:
- Лист металлический. Самый тонкий вид, также известный как металлическая фольга.
- Листовой металл. Самый распространенный вид, толщина которого обычно не превышает 6 мм.
- Пластина металлическая. Самый толстый вид, превышающий 0,25 дюйма.
Плоские металлы обычно используются для изготовления боковых панелей духовок, холодильников и других бытовых приборов.
- Проволока сварочная. Используемая в качестве вспомогательного средства для сварки проволока состоит из металлических прядей, которые обычно связываются в более толстые шнуры и продаются на катушках. В соответствии со своим названием, проволока используется для скрепления двух металлических частей во время сварки. Обычно проволока вплавляется в свариваемую деталь под воздействием тепла приложения во время процесса. Сварочная проволока изготавливается из различных металлов и обычно бывает разной толщины.
По данным Бюро статистики труда, подсектор металлообработки состоит из следующих отраслей:
Производство
- Производство строительных и конструкционных металлов. В этой отрасли металлоконструкции используются для изготовления конструкций больших и малых зданий. При строительстве современных небоскребов конструкционные балки из готовых металлов упростили возведение зданий с земли до завершения в рекордно короткие сроки.Лучше всего то, что сборные металлы делают здания более прочными и огнестойкими.
- Котлы, цистерны и транспортные контейнеры Производство. В судоходной отрасли металл используется практически во всем, от сборочных деталей, из которых состоит корабль, до крепежных деталей, скрепляющих все вместе. Кроме того, судоходная отрасль ежегодно занимается перевалкой несметных тонн готовых металлов. По сути, металл можно рассматривать как движущую силу судоходства.
- Производство прочих готовых металлических изделий. Если бы список всех коммерческих и промышленных машин, изделий и частей, состоящих из металла, был составлен, он, вероятно, занял бы целую энциклопедию. Дело в том, что металлы производятся каждый день во всем мире для множества различных целей, и во многих случаях изготовление металла само по себе служит основой для рассматриваемой отрасли, независимо от того, производит ли компания металлические изделия или полагается на изделия из металла практически для всего. .
- Пружины и проволоки Производство. Проволока по сути важна для процессов изготовления металлических изделий на заказ, поскольку сварочная проволока часто используется для сварки металлических частей в различных изделиях. Помимо использования в ремеслах, пружины и проволока играют решающую роль в промышленном оборудовании и, следовательно, являются одной из основных причин, по которым фабрики эффективны и способны производить современное передовое производство.
- Специальное производство. Металлическая обработка используется в OEM (производство оригинального оборудования) деталей, которые используются в специализированных производственных средах.В более широком смысле, отрасль авторемонта выигрывает от этого, потому что позволяет заменять неисправные автомобили по частям.
Метизы и ручной инструмент
- Метизы Производство. Компьютеры никогда не распространились бы так далеко и широко, как в настоящее время, если бы производители не могли изготавливать металлы для всех аппаратных компонентов. От корпусов на жестких дисках до металлов, используемых в материнских платах, модемах, мониторах и корпусах компьютеров, изготовление из металла позволяет поддерживать компьютерные системы достаточно прочными для домашнего и офисного использования на протяжении почти четырех десятилетий.
- Столовые приборы и ручной инструмент Производство. Процессы изготовления металла в первую очередь ответственны за остроту ножей и точность ручных инструментов. Без способности лить, резать и резать металлы большинство инструментов, которые непрофессионалы считают само собой разумеющимся, было бы невозможно производить, а различные отрасли промышленности столкнулись бы с невообразимыми ограничениями.
- Станочные цеха, производство токарных изделий и винтов, гаек и болтов. Для тех, кто задается вопросом, как работает изготовление металла, ответы часто можно увидеть в подсекторе, где производятся металлические детали, такие как винты, гайки и болты.В механических цехах по всей территории США полки заполнены предметами, которые являются прямым результатом различных производственных процессов, будь то продукт, собранный из металлических панелей, или деталь, массово произведенная путем высечки.
Строительство и строительство
- Промышленность HVAC. Производство оборудования для отопительной и холодильной промышленности стало возможным благодаря технологии изготовления металла. Стандартные и специализированные воздуховоды, а также различные аксессуары для систем отопления, вентиляции и кондиционирования воздуха являются результатом таких процессов.
- Строительство / Строительная промышленность. От пожарных лестниц и металлических лестниц до подиумов и настилов — изготовление изделий из металла позволяет создавать индивидуальные элементы для использования в строительных проектах. Если бы не процессы, связанные с производством металла, сегодняшние здания не были бы такими конструктивно прочными и готовыми к аварийным ситуациям.
Прочие отрасли и приложения
- Аэрокосмическая промышленность. Различные изделия, выпускаемые авиастроителями, состоят из металлических деталей.Учитывая, что авиакосмическая промышленность является одной из самых требовательных к безопасности отраслей, процессы изготовления металла можно в значительной степени поблагодарить за самый быстрый способ передвижения.
- Сельское хозяйство. Будь то специализированные детали для сельскохозяйственного оборудования или запасные части для старого трактора, производство металла поддерживает сельское хозяйство, особенно в Южно-Центральном Пенсильвании.
- Нанесение покрытий, гравировка, термообработка и смежные виды деятельности. Процесс штамповки составляет основу рынка гравировки, который состоит из широкого ассортимента металлических изделий, на которых выгравированы инициалы, имена, изображения и дизайнерские мотивы.Во всем, от металлических подносов и серебряных изделий до коллекционных монет и сувениров, процессы изготовления металла используются для того, чтобы сделать эти предметы ценными.
- Ковка и штамповка. Формовка металлов на станках и штампах выполняется в подсекторе ковки и штамповки. С помощью этих методов производятся многочисленные товары, которые являются обычным явлением в промышленном секторе, а также в розничной торговле. Благодаря постоянным инновациям в технологиях штамповки и ковки этот подсектор играет ключевую роль в мировой экономике.
Многие предметы повседневного обихода производятся с использованием процесса изготовления металла, например:
- Жалюзи. Жалюзи, которые блокируют чрезмерный солнечный свет и помогают сохранить уединение в интерьере, сделаны из листового металла, который подвергается срезанию и складыванию, чтобы принять форму и плотность, необходимые для защиты окон от света и внешнего воздействия.
- Банки. Консервы продаются в металлических контейнерах, которые состоят из белой жести или листового алюминия, которые имеют форму круга.Затем их приваривают по шву и по окружности прилегающего дна. После того, как продукт был вставлен, крышка приваривается.
- Ручки. Дверные ручки и ручки изготовлены из таких металлов, как нейзильбер и латунь, которые отливаются, а иногда складываются и разрезаются для придания желаемой формы. Будь то открывалка с прямой или изогнутой ручкой, плоской или шарообразной ручкой, процессы изготовления сложны, но схожи.
- Обогреватели. Кожухи нагревательных элементов состоят из листового металла, как и некоторые внутренние компоненты, обеспечивающие работу этих машин.
- Замки. Из всех неэлектронных элементов в доме или здании любого типа дверные замки содержат самые сложные механизмы. Внутреннее устройство металлического замка рассчитано на особую форму ключа, для которой замок должен быть отлит под давлением.
- Ключи. После того, как штамп для дверного замка был отлит, за ним должен следовать сам ключ.Многие ключи изготавливаются из перфорированной и штампованной латуни, но более прочный и долговечный металл для ключей — это мельхиор.
- Защелки. Защелки для домов, построек и заборов производятся в различных исполнениях, но все они изготавливаются из металла. Резка и литье под давлением являются обычным явлением во время процесса, но некоторые конструкции могут также включать штамповку, механическую обработку и фальцовку.
- Горшки. Есть несколько предметов повседневного обихода, которые воплощают процесс литья так же смело, как кастрюля, форма которой происходит от литой формы, которая заполняется жидким металлом во время производства.
- Серебро. Столовая посуда, такая как ложки, вилки и ножи, обычно состоит из стерлингового серебра или нейзильбера, которые отливаются или штампуются на предприятиях по производству металла. Аналогичный процесс применяется к кухонной утвари и кухонным инструментам, таким как кнуты, терки и открывашки.
- Вентиляторы. Несмотря на то, что многие современные вентиляторы для помещений состоят из деталей из пластика и стекловолокна, многие модели по-прежнему имеют корпуса, сделанные из вырезанного и гнутого металла.
- Стулья. Ножки письменного стула, а также нижележащая опорная конструкция обычно изготавливаются из литого металла. Процесс изготовления металла более ярко выражен на складных стульях, которые представляют собой стержни и панели из вырезанных и сложенных металлов.
- Петли. Петли, соединяющие двери со стенами и шкафами, состоят из листового металла, нарезанного по форме и пробитого отверстиями для крепления. Процесс складывания используется на стволе, что обеспечивает фиксированную ось вращения шарниров.
- Лампы. Светильники изготавливаются полностью или частично из вырезанных, гнутых и литых металлов, независимо от того, состоит ли светильник из металлического патрона, соединенного с керамическим основанием, или из цельнометаллического корпуса, что типично для настольных ламп на гусиной шее.
- Смесители. Раковины различаются по составу из материала, но все смесители сделаны из металла. Смесители, как правило, изготавливаются в процессе литья, как и ручки и соединительные детали.
- Бытовая техника. Что касается бытовой техники, то производство металла отвечает не только за корпуса печей, посудомоечных машин и холодильников, но также за корпуса тостеров, основания блендеров и прижимную поверхность утюга для одежды.
- Инструменты. Внутренние и наружные ручные инструменты обычно производятся с помощью процессов резки, штамповки и литья металла. Примеры варьируются от ножниц и ножей X-ACTO® до молотков, пил и кусторезов.
- Кабели. Кабели и шнуры, которые подводят электричество к приборам и соединяют компьютеры с Интернетом, в основном сделаны из пластика снаружи. Тем не менее, работа каждого кабеля / шнура обусловлена проводами внутри пластика, а также разъемами и штырями, которые производятся внутри матрицы.
- Мойки. В то время как раковины для ванных комнат обычно изготавливаются из стекловидного фарфора, кухонные раковины состоят из металлов, таких как чугун и сталь, которые подвергаются процессам литья, а иногда и складывания, прежде чем встраиваться в столешницы.
- Крепеж. Независимо от того, состоит ли дом или многоквартирный дом из металлических или деревянных структурных каркасов, конструктивные элементы удерживаются вместе с помощью крепежных деталей, таких как винты, гайки, болты, а иногда и заклепки, которые являются продуктами процессов литья и штамповки при производстве металла.
Получите изготовление металла на заказ от Tuckey Metal Fabricators
Процессы изготовления металлических изделий по индивидуальному заказу включают сложные системы инструментов и оборудования.В Tuckey Metal Fabricators мы специализируемся на различных процессах изготовления металла для клиентов из самых разных коммерческих и промышленных секторов. Чтобы узнать больше о типах процессов, которые мы можем выполнить для вас, посетите нашу страницу услуг по изготовлению металлических изделий сегодня.
Запросить услугу по изготовлению металлоконструкций
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Эта статья предоставляется только в качестве справочного руководства. Квалифицированный профессиональный подрядчик, такой как Tuckey Companies, должен заниматься всеми проектами по дизайну интерьера, механике, электричеству, сантехнике, ремонту, изготовлению металла и реставрации.Представленная здесь информация носит общий характер и может быть применима не во всех ситуациях. Советы, статьи и сопроводительная информация не являются официальной рекомендацией Tuckey Companies.
Все материалы защищены авторским правом (c) Tuckey Companies, 2021 г.
Как и почему я должен проектировать металлические швеллерные балки?
Когда приходит время сократить производственные затраты или увеличить маржу прибыли при производстве металлических изделий, ответственность может лежать на группе инженеров производителя, чтобы определить, как лучше всего сократить затраты на продукцию без ущерба для качества и структурной целостности.
Часто сокращение затрат начинается с выбора конструкции и профиля конструкции. Например, если вы привыкли производить двутавровые или тавровые балки, C-образные балки (C-образные профили) могут быть эффективной заменой для многих проектов. При укладке грунтовых свай С-образные профили обеспечивают высокий изгиб в нагрузке и трение о грунт для надежного крепления. С-образная балка сохраняет допуски по прочности при меньшем диаметре, чем двутавровая балка, что приводит к более тонким и легким компонентам.
Если вы никогда раньше не работали с C-образными профилями, продолжайте читать.Мы познакомим вас с основами, чтобы вы могли определить, подходит ли этот вариант для ваших дизайнерских нужд.
Обычное использование C-образной балки
С-образный профиль
обычно используется для небольших пролетов или легких условий эксплуатации и часто изготавливается из алюминия, стали и нержавеющей стали. Ниже приведены некоторые распространенные варианты использования кесарева сечения.
- Кронштейны
- Облицовка
- Крышки
- Украшение
- Обрамление
- Гирт
- Опора решетчатая
- Держатели
- Пластины
- Балки
- Посты
- Purlins
- Рельсы
- Перила
- Подкрепления
- Диски
- Слайды
- Стандарты
- Ребра жесткости
- Поддерживает
- Треков
- Накладка
- Кабельный лоток
- Наклонные кронштейны
Общие приложения кесарева сечения
C-образные секции используются в таких отраслях, как солнечная энергия, строительство, сельское хозяйство и транспорт.Взгляните на ряд общих применений кесарева сечения:
- Строительные каркасы, мостовые и ферменные конструкции
- Рельсы конвейерные
- Пилонные мачты для передачи данных, телевидения, радио и ЛЭП
- Конструкции ворот и заборов
- Конструкции бытовой техники
- Металлические мебельные и мебельные опоры
- Солнечные системы крепления, грунтовые сваи, опорные каналы для панелей и каркас фотоэлектрических панелей
- Направляющие для модулей
Какой процесс изготовления металла лучше всего подходит для вашего проекта C-образной балки?
С-образные профили обычно формируются в рулонах или экструдированы.То, как вы решите изготовить свою деталь, может существенно повлиять на общую цену и время изготовления вашего проекта. Ознакомьтесь со следующими соображениями, чтобы определить, какой процесс лучше подходит для вашей части кесарева сечения.
Статья по теме: Хотите узнать больше о различиях между экструзией и профилированием? Прочтите Экструзии: общий инженерный запасной вариант .
Материал
Алюминий — наиболее распространенный экструдированный материал, за ним следуют такие материалы, как керамика, пластмассы и полимеры.Однако профилирование позволяет обрабатывать более прочные и легкие металлы, которых не может экструзия. В процессе профилирования детали формируются медленно, что позволяет снизить толщину C-образного сечения без ущерба для прочности.
Длина
Хотя экструзия позволяет эффективно производить длинные детали, длина детали зависит от количества материала в заготовке и ее профиля. С-образные профили, полученные в результате прокатки, ограничиваются только катушкой, подаваемой в линию.
Вторичные процессы
Экструзия не может эффективно производить детали с вторичными процессами, такими как тиснение, пазы или пазы.Прежде чем могут произойти какие-либо вторичные операции, экструдированные детали должны пройти вторичный процесс старения в печи. С другой стороны, в процессе профилирования вторичные операции можно объединить в одну непрерывную последовательность.
Стоимость
С точки зрения стоимости, экструзия идеально подходит для небольших проектов C-образного сечения по сравнению с профилированием. Однако, если вы ищете производство в больших объемах, затраты на установку и трудозатраты на профилирование снизят вашу общую стоимость по сравнению с экструзией.
Если вы никогда не проектировали детали С-образного сечения или хотите сократить время проектирования, загрузите бесплатное руководство по проектированию стандартных профилей для четырех профилей С-образного сечения, а также Z-образных сечений, U-образных каналов и многого другого.
Источник изображения: Hynes Industries
Профилегибочная машина для производства рулонов листового металла
ТОЧНЫЕ ВАЛКИ ДЛЯ ТОНКОГО ЛИСТОВОГО МЕТАЛЛА
Dallan разрабатывает, производит и продает по всему миру широкий спектр высококачественных профилегибочных машин и систем, которые удовлетворить различные производственные потребности в нескольких областях применения.
НЕКОТОРЫЕ СОДЕРЖАНИЕ ИЛИ ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ НЕДОСТУПНЫ
ИЗ-ЗА ПРЕДПОЧТЕНИЯ ВАШЕГО КУКИ!
Хотите просмотреть все содержимое и получить наилучшие впечатления от навигации?
Это просто: включите использование файлов cookie, открыв настройки файлов cookie в правом нижнем углу!
Как работает профилирование
Профилирование — это процесс механической обработки, при котором плоская металлическая полоса постепенно превращается в готовую деталь или профиль.Преобразование происходит путем пропускания материала через приводимый тандем роликов, которые шаг за шагом придают полосе материала форму готового профиля . Материал обычно подается катушкой , а длина конечных продуктов устанавливается в соответствии с производственными требованиями.
Забота и внимание, которые Dallan берет на себя при проектировании и изготовлении компонентов, приводят к созданию высокоточных профилегибочных машин, которые подходят для обработки тонких и тонких материалов, а также при производстве сложных профилей.
Полные производственные линии профилирования
Профилегибочные машины Dallan предназначены для производства готового продукта со всеми необходимыми операциями. По этой причине каждая производственная линия включает различных технологий, таких как подача, профилирование, штамповка и гибка. Самая современная профилегибочная машина включает в себя также системы автоматизации, для сборки и линейной упаковки.
Все эти технологии разработаны и применяются инженерами Dallan для обеспечения наилучшей совместимости и обеспечения максимальной производительности .
Компоновка профилегибочной машины для производства рольставен
Производство роллетных формовочных машин полностью на собственном предприятии
Dallan производит все машины с полностью собственным производством высококачественных компонентов . Эта философия позволяет нам проверять и проверять все этапы производства, чтобы гарантировать хорошо известный стандарт качества Dallan.
Внутренний инструментальный отдел оснащен новейшим оборудованием и технологиями для наиболее точной обработки компонентов Dallan.
Команда управления производством постоянно проверяет каждый этап производства и соответствие графику проекта, обеспечивая полную прослеживаемость продукта и гарантируя правильное продвижение вперед.
Все профилегибочные машины Dallan оснащены программным обеспечением собственной разработки. Dallan Touch прост в использовании и обеспечивает полный контроль над всем производственным циклом.
Специалист по формовке тонкостенных материалов
Dallan является мировым лидером благодаря своей специализации в профилировании тонкостенного листового металла, основанной на более чем 40-летнем опыте.Наши профилегибочные машины обеспечивают высокое качество выпускаемых профилей благодаря различным технологиям профилирования на основе различных материалов или обрабатываемых профилей.
Профильные машины
T4 подходят для тонких материалов, профилегибочные машины T5 и T6 — лучшая технология для обработки более толстого листового металла или специальных профилей.
Высокий уровень специализации означает, что Dallan может предоставить дополнительных функций , таких как дизайн продукта ноу-хау и управление производственным циклом, включая предварительный выбор поставщиков сырья и многие другие.
4 обычных полых профиля из металлического каркаса
Полые металлические рамы формируются из плоских стальных листов разной толщины и образуют так называемый «профиль». В зависимости от производителя существует множество профилей, которые можно формировать. Однако для большинства проемов можно использовать набор обычных полых металлических каркасных профилей.
Что это такое и каковы их приложения?
Это 4 наиболее распространенных профиля для полых металлических каркасов:
- Шпилька одинарная
- Двойной зазор
- Двойной выход
- Открытие корпуса
1.Профиль с одинарным пазом
Профиль полой металлической рамы с одинарным пазом получил свое название от того факта, что у рамы есть только один паз (чтобы узнать, что такое «паз», прочитайте нашу предыдущую запись в блоге о терминологии полых металлических каркасов). Фальц получит дверь. Рамы с одинарным пазом обычно требуются для проемов, у которых общая толщина стенки составляет 3-1 / 2 дюйма или меньше. Одиночный паз может использоваться для толщины стенки более 3-1 / 2 дюйма и может быть указан, когда эстетика вызывает беспокойство.
2. Профиль с двойной шпонкой
Профили с двойным пазом являются наиболее распространенным используемым полым металлическим каркасным профилем . Полый металлический каркасный профиль с двойным пазом также получил свое название от того факта, что в раме есть два паза. Эти кролики могут быть указаны как равными или неравными по размеру.
Размеры фальца определяются толщиной двери, которая должна использоваться в каждом фальце. Обычно двери имеют толщину 1-3 / 4 дюйма.Паз для этих дверей будет 1-15 / 16 ″. Дополнительные 3/16 ″ позволяют устанавливать глушители или клейкую прокладку и при этом позволяют закрывать дверь заподлицо с лицевой стороной рамы.
На одинаковом профиле фальца размеры фальца будут одинаковыми (или «равными»). На неравном профиле шпунта они имеют разные размеры: один шпунт обычно будет иметь размер 1-15 / 16 дюймов, чтобы принять дверь толщиной 1-3 / 4 дюйма, а другой шпунт будет иметь размер 1-9 / 16 дюймов. при необходимости получите дверь толщиной 1-3 / 8 ″.Различные производители могут иметь в наличии одинаковые рамы с пазами или разные рамы с пазами.
В раму с двойным шпунтом обычно устанавливается только одна дверь. Однако в таких ситуациях, как соединение дверей между гостиничными номерами, может использоваться равная рама с прорезями, если дверь установлена в оба проема.
3. Двойной выходной профиль
Полые металлические каркасные профили с двойным выходом используются в проемах, которые часто представляют собой огнестойкие пары, разделяющие коридоры.Их часто называют кросс-коридорными проемами. Профили каждого косяка противоположны друг другу. Это позволяет дверям поворачиваться в противоположные стороны. Они помогают контролировать движение транспорта по коридору. Транспортные средства могут протолкнуться через проем независимо от того, с какой стороны они подходят к проему.
Головка рамы уникальна еще и тем, что упор рамы противоположен с каждой стороны двери. См. Изображение ниже .
См. Также типичные размеры двойного выходного профиля ниже.
- Косяк
- Голова
4. Профиль проема в корпусе
Профиль рамы с обсаженным дверным проемом — это профиль без упора. Этот рамный профиль чаще всего используется в проемах, где дверь не будет использоваться. Это обеспечивает чистый законченный вид проема в стене, через который будут проходить люди, но никакой безопасности не требуется.
Обшитый открывающийся профиль также используется для дверей двойного действия (двери, которые распахиваются как внутрь, так и наружу). Представьте себе дверь кухни ресторана, где сотрудники постоянно входят и выходят. Поскольку на раме нет упора, дверь может поворачиваться в любую сторону, обычно на пружинных петлях или шарнирах.
Заключение
Эти 4 полых металлических каркасных профиля обычно подходят для проемов в здании. Доступны индивидуальные опции, соответствующие уникальным обстоятельствам или другим типам проемов, например, карманные дверные коробки, когда дверь скользит в полость в стене.Каждый профиль рамы будет иметь определенные размеры и требования, о которых следует знать. Если у вас есть вопросы, вы можете поговорить с торговым представителем Beacon и найти решение, соответствующее вашим потребностям.
Что такое прогон? Все, что вы должны знать перед покупкой! S
В архитектуре, строительном проектировании или строительстве прогон (или исторически прогон, прогон, изгиб, перлинг) представляет собой горизонтальную балку или перекладину, используемую для несущей конструкции в зданиях, чаще всего на крыше. .Прогоны опираются либо на стропила, либо на стены здания. Чаще всего они используются в металлических зданиях, хотя иногда заменяют близко расположенные стропила в деревянных каркасных конструкциях.
Прогоны крыши выдерживают вес настила крыши. Настил крыши представляет собой деревянную панель, фанерную доску или металлическое покрытие, образующее поверхность крыши. Когда он сделан из дерева, он обычно покрывается каким-либо атмосферостойким, а иногда и изоляционным материалом.
Существует несколько видов прогонов.Они делятся на категории в зависимости от материала, из которого они сделаны, и их формы. Различные прогоны используются для разных целей, в том числе для структурной поддержки стен или полов. Прогон важен, потому что без него на крыше не будет рамы, на которую можно было бы опираться обшивкой, что делает прогоны критически важными для конструкции крыши.
Purlin Материал
Wood Purlin
Wood Purlin хорош для использования с листами из фиброцемента. Деревянная обрешетка и защитное покрытие хорошо сочетаются, чтобы обеспечить воздухопроницаемость помещения внизу и безопасно хранить все, что вам нужно, от домашнего скота до зерна или других органических материалов.
Однако, будучи деревянными, прогоны могут гнить. Кроме того, основная проблема с деревом — это то, что оно высыхает при подъеме вверх. Поэтому перед установкой его лучше просушить. Кроме того, влага может значительно увеличить вес, что приведет к провисанию.
Стальная обрешетка
Стальная обрешетка является прямой заменой деревянной обрешетки. Они легкие, стабильные, точные и прямые. Они разумно расширяются и сжимаются при резких перепадах температуры.
Стальная обрешетка обычно изготавливается из стали холодной штамповки, достаточно тонкой, чтобы можно было продеть винты.Холодногнутую сталь получают путем прокатки или прессования тонких листов стали в желаемую форму. Для производителя он дешевле горячекатаного проката и к тому же с ним проще работать. Хотя холоднокатаная сталь прочнее, чем горячекатаная сталь, под давлением она скорее сломается, чем изогнется.
Purlins производятся из горячеоцинкованной стали с покрытием, как и другие обычные легкие стальные конструкционные строительные изделия. Это обеспечивает хорошую защиту в большинстве открытых внутренних сред.Следует избегать стекания материалов, несовместимых с цинком, или контакта с ними.
Чтобы защитить прогоны, они также наносят слой краски снаружи. Комбинация цинка и краски (синергетический эффект) обеспечивает защиту от коррозии, примерно в 2 раза превышающую сумму защиты от коррозии, которую может обеспечить каждое по отдельности.
В следующем разделе будет представлено подробное введение и сравнение прогонов. Понимая, что прогоны имеют растущее значение в строительных работах, Chinh Dai Steel совершенствует нашу технологию, чтобы поставлять прогоны c каналом и z прогона высочайшего качества.
Purlin and Girt
Вторичный каркас — важный компонент многих сборных металлических зданий. Этот тип каркаса, также называемый «вторичными конструкциями», проходит между первичными элементами каркаса, создавая структуру внутри конструкции, очень похожую на поперечные балки в деревянном здании.
Назначение вторичного каркаса — распределение нагрузок с поверхностей здания на основной каркас и фундамент. Вторичный каркас может добавить продольную поддержку, которая помогает противостоять ветру и землетрясениям.Кроме того, он может обеспечивать боковые распорки для компрессионных фланцев, которые являются частью основного каркаса, увеличивая общую грузоподъемность каркаса.
Компоненты вторичного каркаса, известные как балки и прогоны, работают следующим образом:
Балки обеспечивают дополнительную поддержку стен: они работают вместе с колоннами и стеновыми панелями для поддержки вертикальной нагрузки, повышая как прочность, так и устойчивость. Они также помогают прикреплять и поддерживать облицовку стен.
Purlins обеспечивают дополнительную поддержку крыши: они создают горизонтальную «диафрагму», которая выдерживает вес настила крыши вашего здания — независимо от того, какой материал вы используете для самой крыши.Они также помогают сделать всю конструкцию крыши более жесткой. Поскольку они добавляют опору в середине пролета, прогоны позволяют использовать более длинные пролеты, позволяя создать более широкое здание.
Стойки карниза — это еще один вид вторичного обрамления. Также называемые балками карниза или прогонами карниза, они, по сути, представляют собой комбинацию этих двух элементов. Они используются там, где боковые стенки пересекаются с крышей, с использованием верхнего фланца, который помогает поддерживать крышу, и «паутины», которая помогает поддерживать стены.
Вторичный каркас бывает двух конфигураций: CEE и ZED.На гибочном прессе им придают форму полотна с двумя фланцами. Они бывают разных размеров; например, прогоны могут иметь длину более 30 футов.
Балки, прогоны и стойки карнизов почти всегда изготавливаются из стали холодной штамповки. Он более доступен по цене и с ним проще работать, но он также представляет некоторые проблемы структурной устойчивости, которые необходимо учитывать как часть вариантов каркаса вашего металлического здания и общего дизайна. В частности, может возникать местное или деформационное изгибание или боковое смещение, при котором части сжатого фланца, перемычки или соединителей могут изгибаться или смещаться из своего исходного положения.
Проблемы могут возникать при экстремальных нагрузках или даже при относительно небольших нагрузках, если условия подходящие. Однако не следует рассматривать эти инженерные вопросы как оскорбления, если вы рассматриваете строительство металлического здания. Дополнительную устойчивость или поддержку могут обеспечить не только балки, прогоны и стойки карниза, но и дополнительные ребра жесткости.
Точное количество и размер вторичных элементов каркаса, которые могут потребоваться вашему зданию, будет зависеть от размеров вашего здания, основной системы каркаса и того, как вы планируете использовать здание, а также от других факторов.Ваша компания, занимающаяся строительством металлоконструкций, может подробно объяснить нюансы и направить вас к правильному решению.
Purlin Roof
Purlin Roof не нуждается в представлении никому в строительной отрасли. В течение своего расчетного срока службы прогоны подвергаются статической нагрузке (например, собственный вес листовых материалов и принадлежностей), динамической нагрузке (например, во время технического обслуживания и ремонта) и нагрузкам окружающей среды (например, ветровой и снеговой нагрузке). Следовательно, прогон должен быть достаточно прочным, чтобы выдерживать нагрузки, с которыми он может столкнуться в течение его расчетного срока службы, и не должен явным образом провисать, что придает кровельному покрытию волнистый и / или неприятный вид.Этот пост будет посвящен проектированию стальных прогонов с использованием холодногнутых профилей.
Пролет прогона
Упомянутый пролет — это расстояние между центрами болтов планки на каждом конце прогона. Каждый тип пролета представляет собой полную систему прогона прогона и признает, что использование отдельных составных частей (например, внутреннего пролета, конечного пролета) не является допустимой процедурой.
Пролет прогона с одинарным пролетом
Пролет прогона с одинарным пролетом — это пролет, который просто поддерживается посредством болтового крепления стенки прогона к шипу или другой жесткой конструкции.В этих условиях перемычка не влияет на внутреннюю пропускную способность, но внешняя пропускная способность варьируется в зависимости от количества рядов перемычки.
Пролет двойных прогонов
Пролет двойных прогонов просто поддерживаются с каждого конца и в центре. Они могут включать только одну прогон по всей длине или две прогоны, соединенные вместе по центральной опоре для обеспечения непрерывности. На внутреннюю и внешнюю пропускную способность влияет перемычка в двойных пролетах.
Пролет сплошных прогонов
Пролет сплошных прогонов просто опирается на каждый конец и на серию равноотстоящих промежуточных опор.Эти таблицы предназначены для пролетов, в которых прогоны перекрывают каждую опору, где длина нахлеста составляет 15% от пролета. Таблицы приведены для 5 и более пролетов. Для внешних нагрузок на равные непрерывные пролеты в концевых пролетах требуется показанная перемычка. Для внутренних пролетов можно использовать на один ряд меньше перемычек, если это позволяют внутренние пропускные способности, рекомендуемые минимальные требования к перемычке и практические требования к расстоянию. Для внутренних нагрузок требуемая перемычка, указанная в таблице, относится ко всем пролетам.
Принадлежности для прогонов
Внахлестки для прогонов
Обычно рекомендуется, чтобы длина нахлеста составляла 15% от пролета.Если длина пролета неодинакова (например, уменьшенные конечные пролеты) к каждому прогону должно быть добавлено 7,5% каждого соседнего пролета, а не 7,5% пролета этого прогона.
Длина нахлеста менее 10% (или 5% на любой стороне опоры) может не обеспечивать полную целостность конструкции, а также может иметь место локальные отказы, не учитываемые этим методом. Поэтому их следует рассматривать как выходящие за рамки данного руководства.
Шипы для прогонов
В большинстве ситуаций используются одинарные шипы, включая Z-образные прогоны с перекрытием.Двойные планки обычно используются только тогда, когда последовательные прогоны (обычно не внахлест) стыкуются вместе. Двойные шипы также могут использоваться в приложениях с высокой реакционной нагрузкой, чтобы уменьшить напряжения в болтах. В этой ситуации потребуется дополнительная осторожность при детализации отверстий.
Конструкция прогонов
Расстояние между прогонами
По умолчанию секции прогонов предполагают уклон крыши, которую они поддерживают. Расстояние между прогонами обычно требует тщательной расстановки в том смысле, что оно должно соответствовать узлам расположения опорных ферм.В этой связи я имею в виду, что прогоны следует размещать в узлах ферм, а не на самих элементах, чтобы не вызывать вторичные изгибающие и поперечные силы в элементах фермы. Более того, если ручной анализ используется для анализа фермы, нагруженной таким образом, такие вторичные напряжения не могут быть зафиксированы, поскольку мы обычно предполагаем штифтовые соединения. Холодногнутые профили Z (Zed) и C (Cee) обычно используются для прогонов в стальных конструкциях (см. Их форму на изображении ниже).
По сравнению с более толстыми горячекатаными профилями, они обычно обладают такими преимуществами, как легкость, высокая прочность и жесткость, простота изготовления и установки, легкая упаковка и транспортировка и т. Д. Соединение прогонов может быть выполнено в виде рукавов или стыков в зависимости от используемого метода строительства.
С точки зрения компоновки, у нас могут быть одинарные пролеты с шахматным расположением рукавов / стыков, одинарные / двойные пролеты с шахматным расположением рукавов, двухпролетная система стыкового соединения и однопролетная система стыкового соединения.Выбор компоновки может зависеть от поставляемой длины секций, имеющихся на рынке, необходимости избегать расточительных обрезков, нагрузки и пролета крыши, расположения стропил и т. Д. Следовательно, крыша дизайнер должен спланировать от начала до конца. Однако однопролетные и двухпролетные системы стыкового соединения являются наиболее популярными в Нигерии из-за их простоты и культуры принятия более коротких пролетов крыши в стране. Однако они менее конструктивно эффективны, чем муфтовые соединения.
Перемычка обрешетки
Перемычка обеспечивает сопротивление вращению обрешетки во время установки обшивки крыши и стен. По этой причине рекомендуется максимальное расстояние между перемычками (или перемычкой с планкой) 20 x глубина прогона, но не более 4000. Несоблюдение этого требования может привести к перекосу креплений, что приведет к дополнительным нагрузкам на крепеж и кровельное покрытие. Чрезмерное вращение прогонов может быть угрозой безопасности во время строительства. Поэтому рекомендуется использовать по крайней мере один ряд перемычек в каждом пролете прогона.Конфигурации участка / моста, которые превышают эти рекомендации, показаны слева от красной линии или над ней. Однако в случаях, когда защитное покрытие успешно установлено вне этой рекомендации, опубликованные значения действительны для структурных целей.
Установка прогонов
Прогоны устанавливаются горизонтально под металлическими крышами. Их устанавливают поверх стропильных ног с установленной сверху войлочной подкладкой или пароизоляцией. Прогоны размером 2 на 4 фута устанавливаются так же, как металлическая кровля.Они обеспечивают дополнительную поддержку крыши, а также обеспечивают поверхность для крепления концевых панелей и кромки водостока.
Перехлесты обрешетки
Перехлесты обрешетки должны быть закреплены болтами в отверстии верхней стенки и отверстиях нижнего фланца на обоих концах перехлеста, как показано ниже. Болтовое соединение только в стенке прогонов внахлест не обеспечивает полной целостности конструкции, и на кровельные винты, которые проникают в обе прогоны в зоне нахлеста, могут быть приложены чрезмерные нагрузки.
Подвижная распорка обрешетки
Если нижнее отверстие в перемычке используется для крепления подпружиненной распорки, убедитесь, что используется дополнительный болт.
Мостовая перемычка
Мостовая перемычка Design Station может быть установлена как вверх, так и вниз по скату крыши, но не может быть смешана в пределах перемычки. Однако, поскольку начальный и конечный компоненты будут разными, направление крепления должно быть определено на этапе проектирования / закупки. Перемычка сетки не должна превышать ее сжимающую способность. Если необходимо установить более одного ряда, всегда завершайте перемычку для каждой балки перед тем, как приступить к следующей (т. Е. Не завершайте один ряд перемычки перед началом следующей).
Сварка
Сварка или горячая резка прогонов, балок или перемычек не рекомендуется. Тепло, выделяемое при сварке, влияет на свойства материала холодногнутой стали с высоким пределом текучести, используемой в прогонах. Во многих случаях вероятно возникновение значительных концентраций напряжений даже при сварке хорошего качества. Кроме того, сварка приведет к локальному удалению защитного покрытия, что приведет к потенциальному снижению срока службы.
Транспортировка и хранение прогонов
Кровельные прогоны должны быть сухими во время хранения, поскольку вода, присутствующая между близко расположенными друг к другу секциями, вызовет преждевременную коррозию.Если они намокнут, их следует разделить и сложить открыто, чтобы обеспечить вентиляцию для сушки поверхности.
Установка Purlins может быть опасной и потребует наличия соответствующего плана безопасности до обращения или установки этих продуктов. Все такелажные работы, строительные леса и защитное оборудование должны соответствовать действующим нормам, австралийским стандартам и законодательным требованиям. Рекомендуется придерживаться хорошей торговой практики, такой как изложенная в австралийских стандартах AS3828-1998 (Руководящие указания по возведению строительных металлоконструкций) и HB39 (Правила установки металлических крыш и облицовки стен).Обычно прогоны не предназначены для ходьбы, если они полностью не покрыты правильно установленными кровельными материалами или защитной сеткой правильного класса. Процесс производства или доставки может привести к прилипанию масла или смазки к этим прогонам, что может увеличить потенциальную опасность. Транспортировка этого продукта должна производиться с использованием правильно контролируемого крана или подходящего подъемного устройства. При установке прогонов при работе над землей всегда необходимо использовать страховочные ремни, и ни при каких обстоятельствах нельзя класть вес тела на мосты, прогоны или балки, которые не были полностью прикручены на место и с установленными правильными мостами.Болты должны быть правильного размера и класса, все постепенно полностью затягиваются во время установки. Перекрытия должны быть закреплены болтами во внешнем отверстии стенки (ближайшем к листу), а также во внутренних отверстиях фланца.
Purlin Supplier
И последнее, но не менее важное: вы должны выбрать лучшего поставщика, чтобы заказать прогон. Авторитетный поставщик с сильной клиентской базой может в определенной степени гарантировать качество обрешетки. Помимо репутации, есть некоторые элементы, которые делают лучшего поставщика прогонов.
Производственная мощность
Производственная мощность производителя решает, сколько времени вам потребуется, чтобы получить прогон. Чем выше производственная мощность, тем короче время ожидания. Это зависит от размера их завода и применяемой технологии. Как правило, крупные производители имеют более высокие производственные мощности.
В случае стальных прогонов важно найти производителя, производственная мощность которого составляет около 500 МТС в день.
Производственный процесс
Производство рекомендуется закрывать от сырья до конечного продукта.В таком случае производитель может полностью контролировать качество прогона. Если они не являются производителями стали и им нужен другой поставщик стали, они не могут быть уверены в точном выборе материала и производственного процесса. Что произойдет, если ваша обрешетка заржавела после 3 месяцев использования, и когда вы обратитесь к своему поставщику, они возложат вину за это на производителя стали. Более того, это приводит к более высокой цене, потому что цены на продукцию включают больше транспортных расходов и выгод.
Технологии
На каждом этапе производства должны использоваться отдельные современные производственные технологии.Применение современного оборудования и передовых технологий позволит сэкономить энергию и снизить производственные затраты. Существуют мировые стандарты для системы менеджмента качества и качества продукции, такие как ISO, Австралийские стандарты, ASTM, JIS G,… Убедитесь, что вы спросили поставщика об их сертификации качества, прежде чем что-либо заказывать.
Консультации
Профессиональные консультации очень важны, когда вы просто знаете о прогонах и стали. Они помогут вам выбрать размеры и пролет прогонов в соответствии с погодными условиями вашего дома.Им лучше предоставить бесплатную консультацию, и это удобно с круглосуточным обслуживанием.
Профессиональный персонал
Если вы ищете иностранного поставщика, он должен быть знаком с экспортной деятельностью. Вам лучше работать со знающими и динамичными сотрудниками, что ускорит процесс.
Сервисное обслуживание
После покупки прогона вам по-прежнему требуется помощь в настройке и обслуживании. У вас будут проблемы, если ваш поставщик исчезнет сразу после продажи, потому что некому будет гарантировать качество продукции и взять на себя ответственность, если она окажется неисправной.
Пурлин Chinh Dai Steel
Chinh Dai Steel — профессиональный поставщик, специализирующийся на производстве прогонов. Наши продукты популярны на многих международных рынках, таких как Австралия, Индия, Мьянма, Индонезия, Лаос… Мы сотрудничаем со многими уважаемыми партнерами: Samsung, Toyota, Thyssenkrupp, Mitsubishi…
Качество
Система менеджмента качества: ISO 9001: 2008 Международный стандарт.
Качество продукции: стандарт JIS G, международный стандарт ASTM, международный стандарт AS / NZS.
Технология: семь технологических шагов, современное оборудование и передовые технологии применяются для экономии энергии и снижения производственных затрат.
Производственный процесс: закрыт от сырья до конечного продукта. На каждом этапе производства используется отдельная современная производственная линия.
Производственная мощность: 500 МТС в день.
Долговечность
Срок службы изделия: более 20 лет.
Обработка поверхности: хромированный слой. Гарантируется, что изделия будут блестящими и с красивым рисунком.Слой цинка и хромата толстый, устойчивый к коррозии и способен защищать внутренний слой в течение более длительного периода.
Сервис
Оплата: Аккредитив, Т / Т.
Упаковка: Стальной поддон для Purlin
Срок поставки: 30-60 дней после сдачи на хранение (зависит от расстояния).
Связь: круглосуточная горячая линия, круглосуточная электронная почта, факс, веб-сайт. На ваш запрос ответят в течение 24 часов.
Консультации: бесплатные консультации 24/7. Ваша личная информация будет защищена.
Узнайте больше об экспортном канале Чинь Дай.
стальных квадратных профилей и алюминиевых квадратных профилей для бережливого производства
стальных квадратных профилей и алюминиевых квадратных профилей для бережливого производства | BeeWaTec
В заключение, BeeWaTec делает его квадратным:
Алюминиевые профили и квадратные стальные профили.В заключение, BeeWaTec делает его квадратным:
Алюминиевые профили и квадратные стальные профили.В заключение, BeeWaTec делает его квадратным:
Алюминиевые профили и квадратные стальные профили.
Система квадратных профилей BeeWatec — это система, специально разработанная для зданий с высокими требованиями к грузоподъемности. Модульная конструкция для самостоятельной сборки сочетает в себе гибкость конструкции и возможности быстрой адаптации.
Основной компонент системы MC состоит из алюминиевой профильной трубы 45×45 мм или из гальванизированного стального квадратного профиля 45×45 мм. Рама (алюминий / сталь) удерживается вместе с помощью специально разработанных соединений системы BeeWaTec MC, дополненных различными креплениями и аксессуарами.
Модульная система для строительства буксирных поездов и планирования логистики
Особенно в intralogistics , собственные тележки для перевозки различных контейнеров (европоддоны, сетчатые ящики, LLC (большие грузовые тележки), небольшие грузовые тележки или картонные коробки) могут быть легко Тележки могут быть сконструированы как буксирные поезда и могут быть легко модифицированы. Система сцепления и дышла совместима с другими транспортными системами.
Разнообразные возможности применения — можно гибко комбинировать
Совместимость с системой стеллажа для труб:
Посредством различных серий стыков квадратный профиль можно адаптировать к круглому профилю.Это делает возможности еще более разнообразными.
Квадратные профили
Квадратный стальной профиль
MC-System (большой вес)
Заглушка и заглушка
Соединения
для квадратного профиля
MC4-Соединения
для квадратного и круглого профиля
MC- Соединения
Другие компоненты
Дополнительные аксессуары для системы квадратных труб
© BeeWaTec Gruppe. 2021 — Все права защищены.
Мы используем файлы cookie на нашем веб-сайте.Некоторые из них очень важны, а другие помогают нам улучшить этот веб-сайт и улучшить ваш опыт.
Принять все
Сохранить
Индивидуальные настройки защиты данных
Cookie-Подробности
Защита данных
Отпечаток
Настройки конфиденциальности
Здесь вы найдете обзор всех используемых файлов cookie.Вы можете дать свое согласие на использование целых категорий или отобразить дополнительную информацию и выбрать только определенные файлы cookie.
| Имя | Borlabs Cookie |
|---|---|
| Провайдер | Eigentümer dieser Веб-сайт |
| Назначение | Speichert die Einstellungen der Besucher, die in der Cookie Box von Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Продолжительность cookie | 1 Яр |
| Имя | проводные умы |
|---|---|
| Провайдер | WiredMinds GmbH |
| Назначение | Unsere Webseite nutzt die Zählpixeltechnologie der WiredMinds GmbH (www.wiredminds.de) zur Analyze des Besucherverhaltens. Hierbei wird die IP-Adresse eines Besuchers verarbeitet. Die Verarbeitung erfolgt ausschließlich zu dem Zweck, firmenrelevante Informationen wie z. B. den Unternehmensnamen zu erheben. IP Adressen von natürlichen Personen werden von der weiteren Verwendung ausgeschlossen (Whitelist-Verfahren). Eine Speicherung der IP-Adresse в LeadLab erfolgt в keinem Fall. Bei der Verarbeitung der Daten ist es unser besonderes Interesse, die Datenschutzrechte natürlicher Personen zu wahren.Unser Interesse stützt sich auf Art. 6 Абс. 1 лит. (f) DSGVO. Die von uns erhobenen Daten lassen zu keiner Zeit einen Rückschluss auf eine identifizierbare Person zu. Die WiredMinds GmbH Nutzt Diese Informationen, анонимный Nutzungsprofile, bezogen auf das Besuchsverhalten auf unserer Webseite, zu erstellen. Die dabei gewonnenen Daten werden nicht benutzt, um den Besucher unserer Webseite persönlich zu identifizieren. |
| Частная политика | https: // wiredminds.де / datenschutz / |
| Хост (ы) | wiredminds.de |
| Имя | Оксоми |
|---|---|
| Провайдер | scireum GmbH |
| Назначение | Веб-служба компании scireum GmbH, Eisenbahnstraße 24 в 73630 Remshalden, DE (далее: Oxomi) перезагружена на нашем веб-сайте.Мы используем эти данные для обеспечения полной функциональности нашего веб-сайта. В этом контексте ваш браузер может передавать персональные данные в Oxomi. Правовой основой для обработки данных является ст. 6 пункт 1 лит. f DSGVO. Законный интерес заключается в безупречной работе веб-сайта. Данные удаляются, как только цель их сбора будет достигнута. Дополнительную информацию об обработке передаваемых данных можно найти в заявлении Oxomi о защите данных: http://www.scireum.de/scireum/datenschutz.Вы можете предотвратить сбор, а также обработку ваших данных Oxomi, отключив выполнение кода сценария в своем браузере или установив блокировщик сценариев в своем браузере (его можно найти, например, на сайте www.noscript.net или www.ghostery.com). |
| Частная политика | https: // www.scireum.de/scireum/datenschutz |
| Принять | |
|---|---|
| Имя | Hotjar |
| Провайдер | Hotjar Ltd. |
| Назначение | Hotjar — это инструмент анализа поведения пользователей от Hotjar Ltd. Мы используем Hotjar, чтобы понять, как пользователи взаимодействуют с нашим веб-сайтом. |
| Частная политика | https: // www.hotjar.com/legal/policies/privacy/ |
| Хост (ы) | * .hotjar.com |
| Имя файла cookie | _hjClosedSurveyInvites, _hjDonePolls, _hjMinimizedPolls, _hjDoneTestersWidgets, _hjIncludedInSample, _hjShownFeedbackMessage, _hjid, _hjRecordingLastActivity, hjTLDTest, _hjUserAttributesHash, _hjCachedUserAttributes, _hjLocalStorageTest, _hjptid |
| Продолжительность cookie | Sitzung / 1 Jahr |
.
